РАЗРАБОТКА ДЕТАЛИ ВАЛ-ШЕСТЕРНЯ. Вал-шестерня. Повышение технологической сложности изделий и требований к точности их изготовления
 Скачать 0.56 Mb. Скачать 0.56 Mb.
|

2.2 Анализ технологичности конструкции деталиАнализ технологичности детали выполняем с целью выявления возможности снижения себестоимости обработки детали путем совершенствования ее конструкции. Он состоит из количественного анализа технологичности и качественного анализа технологичности. С точки зрения механической обработки детали типа вал-шестерня вообще не технологичны, так как операция нарезания зубьев со снятием стружки производится в основном малопроизводительными методами. В остальном деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции Конструкция детали представляет собой ступенчатый вал практически с двухсторонним расположением ступеней. Допускаемое наличие центровых отверстий обеспечивает создание основных технологических баз и выполнение почти всей обработки с соблюдением принципа постоянства баз. Зубчатый венец открытый, допускает обработку на проход. Требования к точности расположения основных поверхностей заданы относительно оси подшипниковых шеек Ø 60 и не представляют сложности при выполнении. С точки зрения унификации конструкционных элементов можно отличить, что почти все размеры детали (диаметральные) принадлежат нормальному ряду размеров, почти все фаски имеют унифицированный размер 1x45°. Зубчатый венец имеет стандартный модуль. Основная цель анализа технологичности конструкции обрабатываемой детали - возможное уменьшение трудоемкости и металлоемкости возможность обработки детали высокопроизводительными методами. Деталь представляет собой тело вращения - вал, с нарезанным на нем зубчатым венцом. В целом деталь обладает средней технологичностью. В целях снижения металлоёмкости и уменьшения припусков на обработку, в условиях среднесерийного производства выгодно применить в качестве заготовки операции горячею объемную штамповку. Количественные показатели технологичности конструкции детали. Пронумеруем все обрабатываемые поверхности детали (рисунок 2). 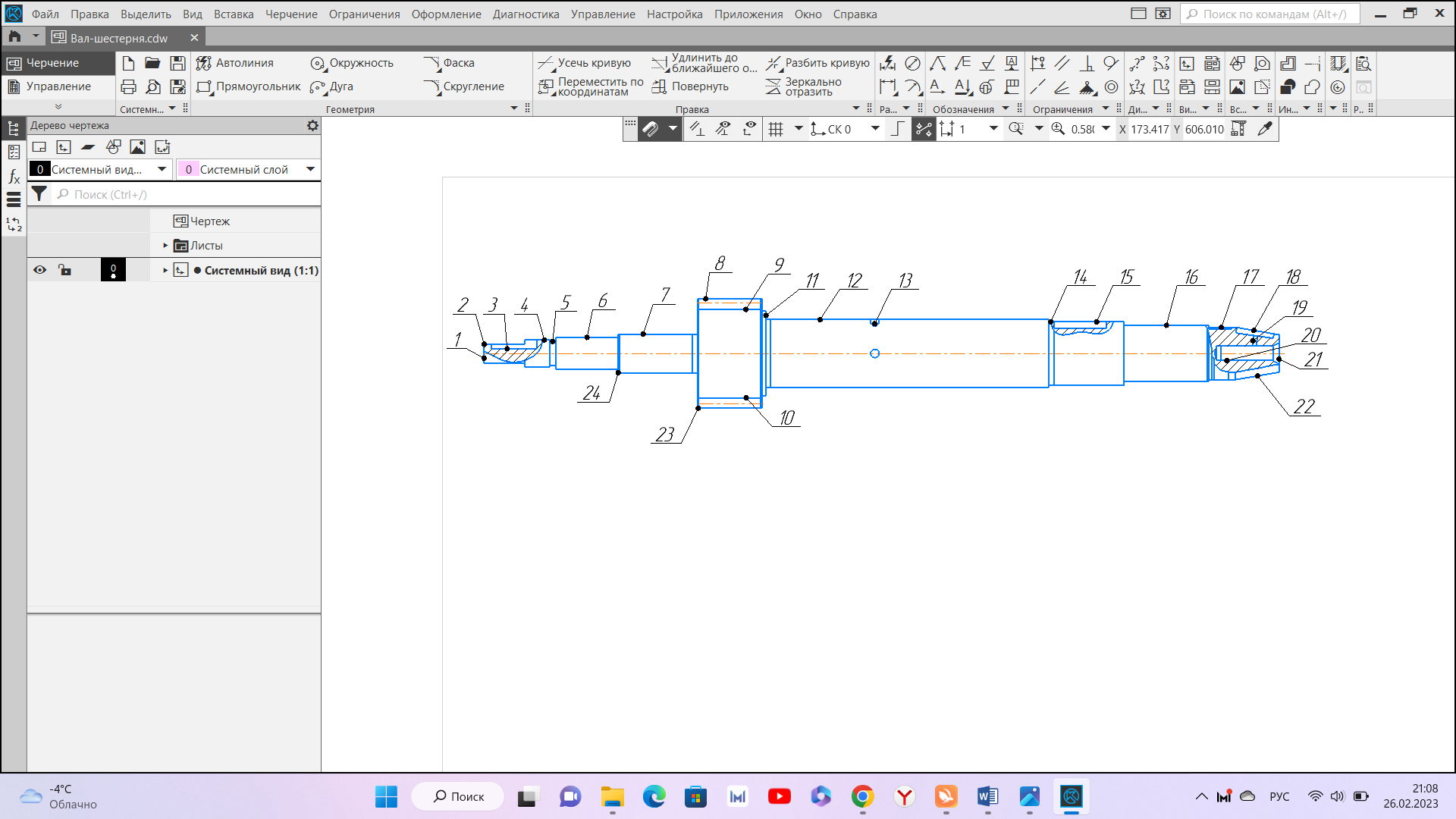 Рисунок 2 – Поверхности детали Определим коэффициент точности Kтч поверхностей по формуле:  где Аср – средний квалитет точности обработки детали, определяем по формуле:  где i – номер квалитета; ni –число размеров, выполняемых по i-тому квалитету.   Определим коэффициент шероховатости Kш, мкм по формуле:  где Бср – среднее численное значение параметра шероховатости, мкм, определяем по формуле:  где j – величина параметра Ra, мкм; mj –число поверхностей, имеющих j-тую шероховатость.   Данные по параметрам поверхностей детали сводим в таблицу 4. Таблица 4 – Обрабатываемые поверхности детали
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||