практическая. мдк (2). Практическая работа по мдк 1 Тема Склеивание студент 1 курса группы ср11 Ф. И. О. студента
 Скачать 0.99 Mb. Скачать 0.99 Mb.
|

|
Тема: «Рассверливание» Цель: Научиться применять слесарный инструмент и производить рассверливание отверстий Время: 2 часа. Оборудование и материалы. 1. Отверстия для рассверливания ,сверлильный станок, свёрла, зенковки, развёртки 3. Учебная литература. Задание. 1.Произвести рассверливание отверстий на сверлильном станке. 2. Ответить на контрольные вопросы. 1. Зенкерование зенкование отверстий Зенкерование – это обработка отверстия, полученного при литье, ковке или штамповке, для придания ему цилиндрической формы, требуемого размера и получения чистой поверхности. Зенкерованием обрабатывают просверленные, штампованные и литые отверстия. В ходе этой операции отверстиям придается более правильная геометрическая форма, достигается более высокая точность, снижается шероховатость. Зенкерование может быть как промежуточным этапом обработки отверстий (получистовым, перед развертыванием), так и окончательным (чистовым). Припуск под зенкерование для отверстий диаметром от 15 до 35мм дают 1 – 1,5мм. Ручное сверлильное оборудование для зенкерования не применяется, так как оно не может обеспечить получение требуемой точности и шероховатости поверхности. При помощи зенкерования производят следующие виды работ: увеличение размера просверленного отверстия; обработка отверстий; изготовление цилиндрических углублений; изготовление конических углублений; обработка и зачистка торцовых поверхностей, небольших углублений под шайбы. Основные правила зенкерования отверстий: сверление и зенкерование отверстий необходимо производить с одной установки детали (заготовки) на станке, то есть, меняя только обрабатывающий инструмент; при зенкеровании необработанных отверстий в корпусных деталях особое внимание следует обращать на надежность установки и прочность закрепления детали; необходимо точно соблюдать величину припуска на зенкерование, руководствуясь соответствующей таблицей; зенкерование следует производить на тех же режимах, что и сверление; необходимо соблюдать те же правила охраны труда, что и при сверлении. Зенкование – это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок. Основные правила зенкования отверстий: необходимо соблюдать правильную последовательность зенкования отверстий: вначале просверлить отверстие, а потом осуществить его зенкование; сверление отверстия и его зенкование следует производить с одной установки заготовки (детали), сменяя только инструмент; зенкование следует выполнять при ручной подаче зенковки и малой частоте вращения шпинделя (не более 100 об/мин) с применением эмульсии, глубину зенкования надо проверять штангенциркулем или линейкой станка; при зенковании отверстий цилиндрической зенковкой, когда диаметр цапфы больше диаметра отверстия, необходимо вначале просверлить отверстие по диаметру цапфы, а затем зенковать отверстие. Заключительная операция – рассверливание отверстия на заданный размер. Цекование – это операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Операция производится с помощью специального инструмента – цековки, которая устанавливается на специальных оправках. Рассверливание – это операция по увеличению диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, также как и для сверления, используются сверла. 2. Развертывание отверстий Развертывание – это окончательная, чистовая обработка отверстий, при которой достигается высокая точность размеров отверстий, а также удаляется шероховатость их стенок. При предварительной обработке (сверлении и зенкеровании) на стенках отверстий для дальнейшей развертки оставляют припуск около 0,1мм на каждую сторону (больший припуск приводит к быстрому затуплению режущих кромок инструмента и, как следствие, к увеличению шероховатости стенок отверстия). Производится развертка на сверлильных станках или вручную. Основные правила развертывания отверстий: необходимо точно соблюдать величину припуска на развертывание, руководствуясь соответствующей таблицей; ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое; в процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность эмульсией или минеральным маслом, чугунные заготовки следует развертывать всухую; ручное развертывание следует осуществлять только по часовой стрелке во избежание задиров стенок отверстия стружкой; в процессе обработки следует периодически очищать развертку от стружки; точность обработки развернутых отверстий следует проверять калибрами: цилиндрических – проходным и непроходным; конических – по предельным рискам на калибре. Развернутое коническое отверстие допускается проверять контрольным штифтом «на карандаш»; сверление и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки, меняя только обрабатывающий инструмент. Последовательность действий при ручном развертывании отверстий (как при предварительном, так и при чистовом) следующая: * установите заготовку с отверстием на верстаке или закрепите в тисках таким образом, чтобы с ней удобно было работать; * выберите развертку по размеру (ознакомьтесь с шаркировкой), смажьте рабочую ее часть минеральным маслом и вставьте ее в отверстие без перекосов (для этого нужно проверить положение развертки относительно оси отверстия угольником); * наденьте на квадрат хвостовика вороток и начинайте медленно, без рывков вращать развертку по часовой стрелке с усилием (как бы вкручивая развертку в отверстие). Вращение развертки в обратном направлении запрещено! Это может вызвать задиры на поверхности стенок отверстия; * периодически развертку следует извлекать из отверстия для удаления стружки и повторного смазывания минеральным маслом; * завершать операцию развертывания следует: при обработке цилиндрических отверстий – когда ¾ рабочей части развертки выйдет из отверстия с противоположной стороны; при обработке конических отверстий – по положению предельных рисок конического калибра; * если обрабатываемое отверстие имеет большую глубину или находится в труднодоступном месте, то на квадрат хвостовика нужно надеть удлинитель, а уже на него – вороток. Если обработку отверстий вы выполняете механическим способом – на сверлильном станке, то предпочтительнее производить полную последовательную обработку (сверление, зенкерование, развертывание) за одну установку заготовки. Установка заготовки: сверление – замена сверла на зенкер – зенкерование – замена зенкера на развертку – развертывание. При этом одновременно с заменой режущего инструмента производите и перенастройку скорости вращения шпинделя станка: для зенкерования она должна быть 60…100 об/мин, для развертывания – не более 50 об/мин. 3. Инструменты и приспособления, применяемые при обработке отверстий Зенкеры предназначены для обработки отверстий в заготовках, полученных отливкой штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости. По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры: Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия: * зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40мм, применяются для обработки отверстий в заготовках из конструкционной стали; * зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50мм, * зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80мм предназначены для обработки отверстий в заготовках из конструкционных сталей; * перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов; * для обработки глухих отверстий диаметром от 15 до 25мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания. Зенковки и цековки предназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки. Зенковки для обработки отверстий под цилиндрические головки винтов изготавливаются с цилиндрическим и коническим хвостовиком. Зенковки с цилиндрическим хвостовиком выпускаются диаметром 15; 18; 20; 22 и 24мм; а зенковки с коническим хвостовиком – диаметром 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36 и 40мм. Зенковки для обработки конических углублений с углами 60, 90 и 120º также изготавливают с цилиндрическим, и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком изготавливают диаметром 8; 10; 12; 16; 20; 25мм, а с коническим хвостовиком – диаметром 16; 20; 25; 31,5; 40; 63 и 80мм. Развертки бывают цилиндрические и конические. Конические развертки предназначены для развертывания конусных отверстий. Ручные развертки приводят во вращение ручным воротком. На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; зубья служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя – калибрующая – направляет развертку и окончательно калибрует отверстия. Ручные развертки на своей хвостовой части имеют квадратный конец для вращения их с помощью воротка. На машинных развертках хвостовик конусный. Для обработки конических отверстий используют комплект конических разверток из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками. Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди – эмульсией, в алюминии – скипидаром, а в латуни и бронзе отверстия развертывают без смазывания. Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону. 4.Припуски на обработку отверстий Припуск – это слой материала, подлежащий снятию при обработке. Величина этого слоя зависит от требований, предъявляемых к обработанной поверхности и вида обработки. При сверлении припуск на обработку составляет половину диаметра сверла. При рассверливании припуск определяется в зависимости от требований к обработанной поверхности и от необходимости в се дальнейшей обработке (зенкеровании, развертывании). Припуск на зенкерование, в зависимости от того, является оно предварительным (перед развертыванием) или окончательным, составляет от 0,5 до 1,2мм. Величина припуска зависит также от диаметра обрабатываемого отверстия. Припуск на развертывание зависит от диаметра обрабатываемого отверстия и от требований, предъявляемых к качеству обработанной поверхности и составляет от 0,05 до 0,3мм. 5. Типичные дефекты при развертывании, причины их появления и способы предупреждения
Типичные дефекты при зенкеровании, причины их появления и способы предупреждения
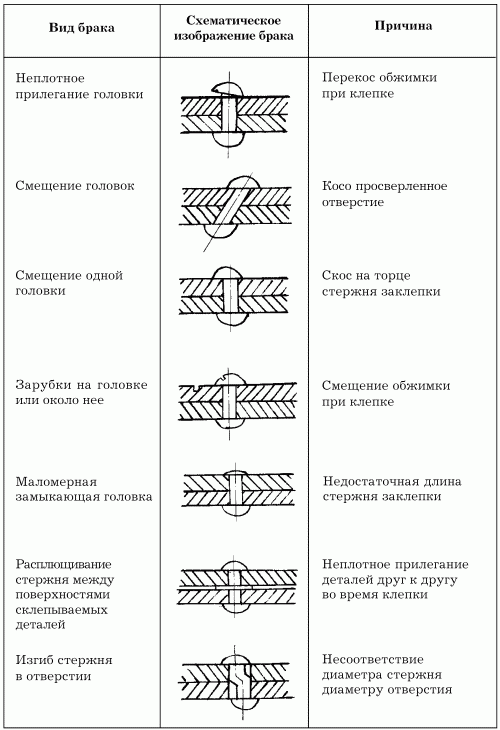
6. Правила техники безопасности при зенкеровании, зенковании и развертывании отверстий надев спецодежду, волосы тщательно заправить под берет; расположить инструменты и заготовки в определенном установленном порядке на тумбочку или специальном приспособлении, убрать все лишнее; проверить исправную работу станка на холостом ходу; не оставлять ключа в сверлильном патроне после смены режущего инструмента; не браться за вращающийся режущий инструмент и шпиндель; не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями; постоянно следить за исправностью режущего инструмента и устройств для крепления заготовок и инструмента; не передавать и не принимать каких-либо предметов через работающий станок; не работать на станке в рукавицах; не оставлять работающий станок без присмотра. Министерство образования, науки и молодежной политики Нижегородской области Государственное бюджетное профессиональное образовательное учреждение «Борский Губернский колледж»  Практическая работа по МДК №9 Тема: Клёпка студент 1 курса группы СР-11 ____________________________________ Ф.И.О. студента Руководитель ____________________________________ Ф.И.О. преподавателя, должность Г.о.г Бор 2022 г. Практическое занятие№9. Тема: «Клёпка» Цель: Научиться применять слесарный инструмент и производить клёпку деталей Время: 2 часа. Оборудование и материалы. 1. Заготовки для клёпки, слесарный верстак, приспособления для клёпки( натяжки, обжимки), молотки, тиски 3. Учебная литература. Задание. 1.Произвести клёпку заготовок из металла. 2. Ответить на контрольные вопросы. 1. Клепка Если сборочная единица (узел соединения) в процессе эксплуатации будет подвергаться большим динамическим нагрузкам и способ соединения пайкой неприменим вследствие относительно невысокой прочности; к тому же детали изготовлены из металлов, обладающих плохой свариваемостью, то в этих случаях применяют заклепочные соединения. Клепка – это процесс соединения нескольких деталей с помощью заклепок. Заклепка представляет собой стержень с закладной головкой, с другой стороны стержня в процессе клепки образуется замыкающая головка. Закладные головки заклепочных стержней могут иметь разную форму. Замыкающие головки могут быть образованы прямым и обратным методом. При прямом методе удары наносят со стороны замыкающей головки и для хорошего соприкосновения склепываемых деталей необходимо их плотное обжатие. При обратном методе удары наносят со стороны закладной головки и плотное соединение деталей достигается одновременно с образованием замыкающей головки. Процесс клепки состоит из двух этапов: I подготовительный II собственно клепка подготовительный процесс включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо; собственно клепка включает в себя установку заклепки в подготовительное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. Типы заклепок: с полукруглой головкой –применяется при монтажных работах; с цилиндрической головкой - применяется при монтажных работах; с потайной головкой - применяется при монтажных работах; с полупотайной головкой - применяется при монтажных работах; взрывная заклепка – в случаях, если необходимо сформировать в соединении замыкающую головку; трубчатая заклепка – для соединения тонких металлических листов и деталей из неметаллических материалов. Заклепочным швом называется место соединения деталей при помощи заклепок. В зависимости от характера соединения и его назначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные. Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колоны, подъемные сооружения и другие подобные конструкции. Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением. Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах. Саму операцию клепки предваряет подготовка деталей к осуществлению этого вида соединений. Сначала нужно разметить заклепочный шов: если клепка будет происходить внахлестку, то размечается верхняя деталь, для клепки встык размечается накладка. При этом необходимо соблюдать шаг между заклепками и расстояние от центра заклепки до кромки детали. Так, для однородной клепки - t = 3d, a = 1,5d, для двухрядной – t = 4d, a = 1,5d, где t – шаг между заклепками, а – расстояние от центра заклепки до кромки детали, d – диаметр заклепки. Далее следует просверлить и прозенковать отверстия под заклепочные стержни, при подборе диаметра сверла следует учесть, что для заклепок диаметром до 6мм нужно оставить зазор в 0,2мм, при диаметре заклепки от6 до 10мм зазор должен быть 0,25мм, при диаметре от 10 до 18мм – 0,3мм. При сверлении отверстий необходимо строго соблюдать угол между осью отверстия и плоскостями деталей в 90º Клепку ведут холодным и горячим способами. Холодным способом клепка выполняется без разогрева заклепок. Диаметр заклепок при этом способе не превышает 8мм. Диаметр отверстия должен быть больше диаметра заклепки на 0,1…0,2мм. Горячая клепка ведется заклепками, предварительно нагретыми, до 500…700ºС. Это обеспечивает повышение пластичности металла, уменьшение усилий при клепании, полное заполнение отверстий, более легкое образование замыкающей головки и повышенную плотность соединения за счет стягивания соединяемых деталей при остывании заклепок. Диаметр отверстий при горячей клепке должен быть больше диаметра заклепок на 0,5…1мм. Клепка производится вручную и механизировано. 2. Инструменты и приспособления для ручной клепки Для ручной клепки применяются следующие инструменты: слесарный молоток с квадратным бойком, поддержка под закладную головку, бородок, обжимку и натяжку. Бородок применяют для правки и центровки отверстий под заклепки, пробивки мелких отверстий в тонколистовой стали и для выбивки забракованных заклепок. Слесарный молоток для выполнения клепки выбирается по весу, в зависимости от диаметра заклепки: Поддержка служит для удержания заклепки во время нанесения ударов молотка и плотного прижатия закладной головки к склепываемому пакету деталей. Поддержка представляет собой массивный стержень с углублением в торце, в которое упирается закладная головка. Натяжка служит для осаживания листов, подлежащих клепке, вдоль стержня заклепки. По оси натяжки выполняется глухое отверстие, в которое входит стержень заклепки при осаживании листов, подлежащих соединению. Диаметр отверстия натяжки не должен превышать диаметра заклепки более чем на 1,0…1,5мм. Обжимка представляет собой стержень, на конце которого выполнено углубление для формирования после осаживания бойком молотка замыкающей полукруглой головки заклепочного соединения. Форма этого углубления должна соответствовать форме замыкающей головки. Потайные замыкающие головки оформляются бойком молотка без обжимки. Чеканы представляют собой зубило с плоской и закругленной частью; они применяются для создания герметичности заклепочного шва, которая достигается за счет подчеканивания краев листов в заклепочном шве. При ручной клепке необходимо соблюдать следующие правила 1. Перед началом работы следует проверить: совпадение отверстий в склепываемых деталях; соответствие диаметра стержня заклепки диаметру отверстия (диаметр заклепки должен быть меньше диаметра отверстия на 0,1…0,5мм в зависимости от размеров); длину стержня заклепки для получения полноценной замыкающей головки (определить расчетом или по таблице). 2. Зенкование отверстия под потайную головку (закладную или замыкающую) следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки. 3. Склепывание деталей необходимо производить с упором потайной закладной головки заклепки в плиту, полукруглой закладной заготовки – в поддержку со сферическим углублением соответствующего размера. 4. Следует обязательно осаживать склепываемые детали (особенно небольшой толщины – до 5мм) натяжкой с отверстием, соответствующим диаметру стержня заклепки. 5. Запрещается забивать заклепку в отверстие, если она не входит в него свободно. 6. При расклепывании заклепок шарнирного соединения (типа плоскогубцев) необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу расклепывания стержня заклепки периодически проверять подвижность шарнирного соединения. 7. При клепке «на весу», то есть когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирает в закладную головку поддержку, а второй расклепывает стержень заклепки для образования замыкающей головки. 8. При кустарном изготовлении заклепки следует использовать пруток или проволоку из мягкой стали, меди или алюминия, применяя для этого специальное приспособление. При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование: клепальный молоток 57 КМП-4, ручной переносной пневматический пресс ПРП 5-2, пневморычажный стационарный пресс КП 204-М, клепальные клещи. 3. Типичные дефекты клепки, причины их появления и способы предупреждения
4. Правила безопасности труда при клепке нельзя проверять совпадение отверстий ни чем, кроме бородка; инструмент, используемый при клепке должен быть исправен и предназначен для этой операции; необходимо следить, чтобы в процессе нанесения ударов по обжимке было исключено нанесение ушибов и ранений. Министерство образования, науки и молодежной политики Нижегородской области Государственное бюджетное профессиональное образовательное учреждение «Борский Губернский колледж» Практическая работа по МДК №10 Тема: Распиливание студент 1 курса группы СР-11 ____________________________________ Ф.И.О. студента Руководитель ____________________________________ Ф.И.О. преподавателя, должность Г.о.г Бор 2022 г. Практическое занятие№10. |