практическая. мдк (2). Практическая работа по мдк 1 Тема Склеивание студент 1 курса группы ср11 Ф. И. О. студента
 Скачать 0.99 Mb. Скачать 0.99 Mb.
|

|
Тема: «Распиливание» Цель: Научиться применять слесарный инструмент и производить распиливание заготовок из металла Время: 2 часа. Оборудование и материалы. 1. Металл для распиливания, слесарный верстак, ножовка по металлу, тиски 3. Учебная литература. Задание. 1.Произвести распиливание заготовки из металла. 2. Ответить на контрольные вопросы. Сведения из теории Для ручной резки металла различной толщины и конфигурации сечения можно использовать ножовку, лобзик, ножницы и труборез (рис. 1). 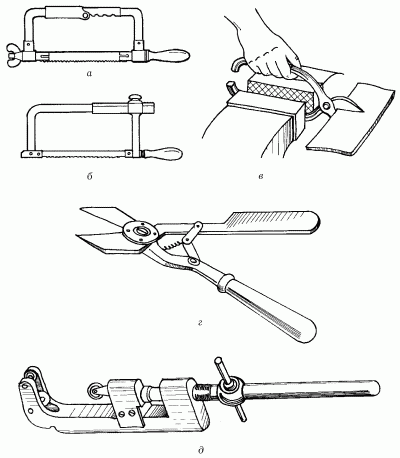 Рис. 1. Инструменты для резки металла: а – ножовка; б – лобзик; в – ручные ножницы; г – силовые ножницы; д – труборез. При слесарно-заготовительных работах металл перерезают в тех случаях, когда нужно от заготовки сортовой, фасонной стали или труб отделить часть определенного размера или заданной формы. Эта операция отличается от рубки тем, что ее выполняют не ударными, а нажимными усилиями, и смежные торцы основной и отделенной частей металла имеют прямые плоскости без скосов. Полосовую круглую, угловую или другую сталь перерезают с помощью ручных ножовок в тисках, а трубы – в прижиме. Перед резанием труб их размечают на верстаке на заготовки, требуемой длины. Для точной разметки на краю верстака укреплена металлическая линейка длиной до 3м с упором на одном конце. Слесарь подвигает трубу одним концом до упора и по линейке отмечает длину заготовки. Разрезание (резка) – это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц, труборезов. Инструменты и приспособления, применяемые при резке Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов в головках винтов, обрезания заготовок по контору и других работ. Наиболее распространенные ножовочные полотна шириной 13 и 16мм. При толщине от 0,5 до 0,8мм и длиной 250-300мм. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины. Ручные ножницы предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Ручные ножницы бывают правыми и левыми. Ручными ножницами можно резать листовую сталь толщиной до 0,7мм, кровельное железо толщиной до 1,0мм, листы меди и латуни толщиной до 1,5мм. Силовые ножницы предназначены, при резании листовой стали толщиной до 2,5мм. Настольные ручные рычажные ножницы применяют для разрезания листовой стали толщиной до 4мм, алюминия и латуни – до 6мм. Труборезы применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространенные роликовые, хомутиковые и цепные труборезы (для разрезания труб большого диаметра). Прижимы применяют для зажима стальных труб и трубных заготовок диаметром от 15 до 50мм при перерезании труб ручным способом. Основные правила резания металла ножовкой (полосовой, листовой, прутковый материал; профильный прокат; трубы) 1. Перед началом работы необходимо проверить правильность установки и натяжения полотна. 2. Разметку линии реза необходимо производить по всему периметру прутка (полосы, детали) с припуском на последующую обработку 1…2мм. 3. Заготовку следует прочно закреплять в тисках. 4. Полосовой и угловой материал следует разрезать по широкой части. 5. В том случае, если длина реза на детали превышает размер от полотна до рамки ножовочного станка, резание необходимо производить полотном, закрепленным перпендикулярно плоскости ножовочного станка (ножовкой с повернутым полотном). 6. Листовой материал следует разрезать непосредственно ножовкой в том случае, если его толщина больше расстояния между тремя зубьями ножовочного полотна. Более тонкий материал для разрезания надо зажимать в тиски между деревянными брусками и разрезать вместе с ними. 7. Газовую или водопроводную трубу необходимо разрезать, закрепляя ее в трубном прижиме. Тонкостенные трубы при разрезании закреплять в тисках, используя для этого профильные деревянные прокладки. 8. При разрезании необходимо соблюдать следующие требования: в начале резания ножовку наклонять от себя нВ 10..15º; при резании ножовочное полотно удерживать в горизонтальном положении; в работе использовать не менее трех четвертей длины ножовочного полотна; рабочие движения производить плавно, без рывков, примерно 40..50 двойных ходов в минуту; в конце разрезания нажатие на ножовку ослабить и поддерживать отрезанную часть рукой. 9. При проверке размера отрезанной части по чертежу отклонение реза от разметочной риски не должно превышать 1мм в большую сторону. Основные правила резания листового металла толщиной до 0,7мм ручными ножницами 1. При разметке вырезаемой детали необходимо предусматривать припуск до 0,5мм на последующую обработку. 2. Разрезание следует производить острозаточенными ножницами в рукавицах. 3. Разрезаемый лист располагать строго перпендикулярно лезвиям ножниц. 4. В конце реза не следует сводить ножницы полностью во избежание надрыва металла. 5. Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл, нужно слегка подтянуть винт. 6. При резании материала толщиной более 0,5мм (или при затрудненном нажатии на ручки ножниц) необходимо одну из ручек прочно закрепить в тисках. 7. При вырезании детали криволинейной формы, например, круга, необходимо соблюдать следующую последовательность действий: разметить контур детали и вырезать заготовку прямым резом с припуском 5..6мм; вырезать деталь по разметке, поворачивая заготовку по часовой стрелке. 8. Резание следует производить точно по линии разметки (отклонения допускаются не более 0,5мм). Максимальная величина «зареза» в углах не должна быть более 0,5мм. Основные правила резания листового и полосового материала рычажными ножницами 1. Резание необходимо производить в рукавицах во избежание пореза рук. 2. Резание значительного по размерам листового материала (более 0,5×0,5м) следует производить вдвоем (один должен поддерживать лист и продвигать его в направлении «от себя» по нижнему ножу, другой – нажимать на рычаг ножниц. 3. В процессе работы разрезаемый материал (лист, полосу) необходимо располагать строго перпендикулярно плоскости подвижного ножа. 4. В конце каждого реза не следует доводить ножи до полного сжатия во избежание «надрыва» разрезаемого материала. 5. После окончания работы нужно закреплять рычаг ножниц фиксирующим штифтом в нижнем положении. Основные правила резания труб труборезом 1. Линию реза следует отмечать мелом по всему периметру трубы. 2. Трубу необходимо прочно закреплять в трубном прижиме или тисках. Закрепление трубы в тисках нужно производить с использованием профильных деревянных прокладок. Место реза следует располагать не далее чем 80..100мм от губок прижима или тисков. 3. В процессе резания необходимо соблюдать следующие требования: смазывать место реза; следить за перпендикулярностью рукоятки трубореза оси трубы; внимательно следить за тем, чтобы режущие диски рапологались точно, без перекоса, по линии реза; не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков; в конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный кусок трубы не упал на ноги. Типичные дефекты при резании металла, причины их появления и способы предупреждения Резание слесарной ножовкой
Резание труб труборезом
Резание ручными ножницами
Правила техники безопасности при резке металлов ножовкой 1. Надежно закреплять заготовки в тисках. 2. Запрещается выполнять резание со слабо или чересчур сильно натянутым полотном, так как это может привести к поломке полотна и ранению рук. 3. Во избежание поломки полотна и ранения рук при резании не следует сильно нажимать на ножовку вниз. 4. Запрещается пользоваться ножовкой со слабо насаженной или расколотой рукояткой (ручка должна быть плотно насажена на хвостовик). 5. При сборке ножовочного станка следует использовать штифты, которые плотно, без качки, входят в отверстия головок. 6. При выкрошивании зубьев ножовочного полотна работу прекратить и заменить полотно на новое. 7. Во избежание соскакивания рукоятки и ранения рук во время рабочего движения ножовки не ударять передним торцом рукоятки о разрезаемую деталь. 8. Заканчивая резание, необходимо соблюдать нажим на ножовку, поддерживать часть заготовки, которую отрезаем. 9. Оберегать руки от ранения о режущие кромки ножовки или заусенцы на металле. 10. Не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук. 11. Не загромаждать рабочее место ненужными инструментами и деталями. Правила техники безопасности при резке металлов ручными ножницами 1. Резание необходимо производить в рукавицах во избежание пореза рук. 2. Разрезание следует производить острозаточенными ножницами. 3. Не держать левую руку близко к ножницам и кусачкам, чтобы пальцы не попали под лезвие. 4. Подавать ножницы и кусачки товарищу нужно ручками от себя, а класть на стол ручками к себе. 5. Если кусачками отрезается небольшой кусок проволоки, откусываемую часть направлять в сторону защитного экрана верстака. 6. Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл, нужно слегка подтянуть винт. 7. Следить за положением пальцев левой руки, поддерживая лист снизу. 8. Оберегать руки от ранения о режущие кромки или заусенцы на металле. 9. Не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук. 10. При резании материала толщиной более 0,5мм (или при затрудненном нажатии на ручки ножниц) необходимо одну из ручек прочно закрепить в тисках. 11. Не загромаждать рабочее место ненужными инструментами и деталями. Правила техники безопасности при разрезании труб труборезом 1. Надежно закреплять заготовки в тисках. 2. Смазать место реза. 3. Следить за перпендикулярностью рукоятки оси трубы. 4. Внимательно следить за тем, чтобы режущие диски располагались точно, без перекоса, по линии реза. 5. Не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков. 6. В конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный кусок трубы не упал на ноги. 7. Не загромождать рабочее место ненужными инструментами и деталями. Министерство образования, науки и молодежной политики Нижегородской области Государственное бюджетное профессиональное образовательное учреждение «Борский Губернский колледж»  Практическая работа по МДК №11 Тема: Шабрение студент 1 курса группы СР-11 ____________________________________ Ф.И.О. студента Руководитель ____________________________________ Ф.И.О. преподавателя, должность Г.о.г Бор 2022 г. Практическое занятие№ 11 Тема: Шабрение и притирка сопрягаемых деталей Цель: Научиться использовать слесарный инструмент и производить шабрение и притирку сопрягаемых деталей Время: 2 часа. Оборудование и материалы. 1.Заготовки для шабрения и притирки 2. Слесарный инструмент (шаберы, притиры) 3. Учебная и техническая литература. Задание: 1.Изучить теоретические основы 2.Выполнить шабрение и притирку сопрягаемых деталей 3.Ответить на контрольные вопросы Теоретические сведения Шабрение. Представляет собой слесарную операцию по снятию очень тонких слоев металла (толщиной 0,005…0,07 мм) для окончательной отделки прилегающих поверхностей с целью обеспечения их плотного прилегания. Шабрение осуществляется вручную, с помощью ручного механизированного инструмента и на станках. Во всех случаях основным режущим инструментом служат шаберы, которые могут быть плоскими, плоскими изогнутыми, трехгранными, фасонными и иметь односторонние и двусторонние режущие грани. Плоские шаберы применяют для обработки плоских поверхностей, изогнутые — для отделки пазов и канавок и обработки мягких металлов (баббит, алюминий и др.). Трехгранными шаберами обрабатывают криволинейные вогнутые поверхности, фасонными — труднодоступные места. Для обработки чугуна служат шаберы, оснащенные пластинами из твердых сплавов (ВК6 и др.). Перед шабрением поверхность металла окрашивают смесью машинного масла с лазурью, суриком или синькой. Для этого краску наносят сначала на плиту тампоном, а уже с плиты краска переносится на деталь при круговых ее перемещениях по окрашенной поверхности плиты. Шабрению подвергают сначала сильно окрашенные места, т. е. наиболее выступающие, а затем слабее окрашенные. Ведут шабрение (рис. 3.13) «от себя» и «на себя». Шабер держат под углом 25…80° к обрабатываемой поверхности. Ведут шабрение, меняя на угол 40…60° направление движения шабера. Весь процесс включает черновое, получистовое и чистовое шабрение. После каждой обработки проверяется качество шабрения на краску (по количеству пятен на площади 25X25 мм). Если этих пятен стало 20…25, шабрение заканчивают. На криволинейные поверхности краска наносится с помощью окрашенного сопряженного вала. Шабрение ведется по дуге трехгранным шабером. Так как ручное Шабрение трудоемко, его механизируют с помощью пневматических и электромеханических шаберов.  Рис. 1. Приемы шабрения: а — «от себя»; б — «на себя» Притирка. Служит для достижения высокого качества поверхности деталей, работающих в контакте друг с другом, и обеспечения плотности и герметичности места сопряжения. При притирке точность обработки поверхности достигает 0,0001 мм, поэтому она является самой тонкой операцией по обработке поверхностей. Притирка ведется с использованием твердых и мягких абразивных материалов. К твердым абразивным материалам относятся такие естественные (природные) минералы, как естественный корунд, наждак, кварц, кремень и алмаз, и такие искусственные материалы, как нормальный, белый и хромистый электрокорунды, а также монокорунд, карбиды кремния, бора, синтетический алмаз и альбор. Причем притирка стали осуществляется электрокорундами и монокорундом, для притирки чугунов применяются карбиды кремния. К мягким абразивным материалам принадлежат пасты ГОИ трех сортов (грубые, средние и тонкие), алмазные пасты (крупная, средняя, мелкая, тонкая). Мягкими абразивными материалами притирают отожженную сталь, чугун, медные и алюминиевые сплавы. Особенно успешно пастами ведутся окончательные доводочные притирочные работы (до зеркального блеска поверхности). Одновременно с абразивными материалами при притирке применяют в качестве смазочно-охлаждающих жидкостей керосин, бензин, минеральные масла, содовую воду. Притирку ведут специальным инструментом —притиром, который может быть плоским, цилиндрическим и пр., в зависимости от формы обрабатываемой поверхности. Притиры изготавливают из чугуна, бронзы, меди, стекла, дуба, клена и др. Предварительная притирка осуществляется, как правило, медными притирами с канавками, окончательная — гладкими чугунными притирами. Под пасты ГОИ хорошо подходят притиры из литого стекла. Притирка начинается с процесса нанесения на притиры абразивных материалов, называемого шаржированием. Плоские притиры шаржируются с помощью закаленного стального валика или бруска. Для этого абразивы предварительно насыпаются либо на притир, либо на плиту, по которой затем перекатывается валик. Иногда притир покрывается предварительной смазкой, к которой прилипают абразивные зерна. Круглый притир шаржируется между двумя плитами. Плоские поверхности деталей притираются на плоских притирочных плитах круговыми движениями детали (рис. 3.14, а). Хорошие результаты дает одновременная притирка тонких деталей, собранных в пакет (рис. 3.14, б). Притирка конических поверхностей осуществляется путем вращения в обе стороны детали воротком или коловоротом. Так притирают пробковые краны и клапаны (рис. 3.14, в). Ручная притирка — трудоемкий и длительный процесс. Более производительна притирка с использованием специальных притирочных станков, а также обыкновенных сверлильных и строгальных станков, соответственно приспособленных для этого.  Рис. 2. Приемы притирки деталей: а — плоской детали; б — пакетов однотипных деталей; в — конусных поверхностей; 1 — вороток; 2 — притирочная плита Качество притирки проверяется лекальными линейками, шаблонами, на просвет и краской (по количеству пятен). 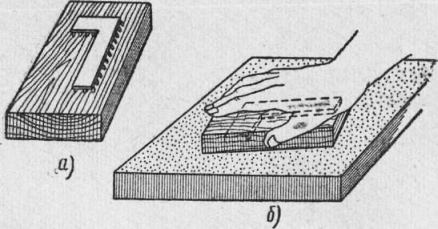 Рис. 2. Притирка плоских сторон угольника: а — угольник закреплен на деревянном бруске, б — прием притирки угольника на плите Задание 1. Притереть широкие плоскости угольника (рис. 2). Порядок работы следующий: 1) смочить рабочую поверхность плиты керосином и затем начисто ее вытереть; 2) нанести на плиту тонкий слой пасты ГОИ; 3) укрепить угольник на деревянном бруске при помощи гвоздиков без шляпок, промыть его керосином и насухо вытереть; 4) наложить угольник на притирочную плиту; 5) перемещать угольник притираемой поверхностью по плите от одного края до другого; 6) после десяти проходов удалить отработанную пасту и нанести на плиту новый слой пасты; 7) чередовать притирку с нанесением пасты до получения матовой или глянцевой поверхности. 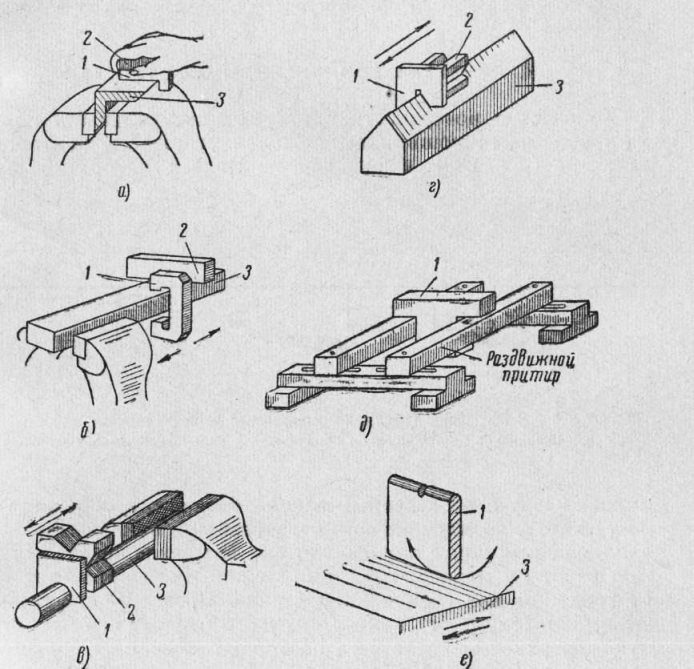 Рис. 3. Притирка внутренних мерительных поверхностей: а —шаблона (угольника), б — скобы, в —шаблона с полукруглой выем« кой, г — углового шаблона, д — шаблона (высотомера), е — шаблона с закруглениями; 1 — изделие, 2 — направляющий брусок, 3 — притир Задание 2. Притереть узкие измерительные поверхности внутреннего угла шаблона или угольника (рис. 3). Притирку надо производить так: 1) зажать притир в виде угольника в тисках; 2) смочить рабочую поверхность притира керосином и затем начисто вытереть ее; 3) нанести на притир тонкий слой пасты ГОИ; 4) промыть керосином и протереть насухо обрабатываемую деталь и направляющий брусок; 5) наложить на притир направляющий брусок, приставить к нему притираемую деталь; 6) передвигать деталь вместе с направляющим бруском по поверхности притира; 7) после пяти-семи проходов удалить отработанную пасту и нанести на притир новый слой пасты; 8) чередовать притирку с нанесением пасты до получения матовой или глянцевой поверхности; 9) после окончания притирки первой стороны угла шаблона или угольника выполнить таким же образом притирку второй стороны. Министерство образования, науки и молодежной политики Нижегородской области Государственное бюджетное профессиональное образовательное учреждение «Борский Губернский колледж» Практическая работа по МДК №12 Тема: Вырубка детали студент 1 курса группы СР-11 ____________________________________ Ф.И.О. студента Руководитель ____________________________________ Ф.И.О. преподавателя, должность Г.о.г Бор 2022 г. Практическое занятие№ 12 |