Всё о метрологии. Предмет и задачи метрологии Метрология наука об измерениях
 Скачать 435.9 Kb. Скачать 435.9 Kb.
|

|
Пример. Без учета поправки на теплообмен подъем температуры Δt в калориметре определяют как разность между конечной t2 и начальной t1 температурами. После обработки опытных данных были получены следующие (округленные) результаты с соответствующими среднеквадратическими отклонениями: t1 = 25.10718°C, si = 0.6·10-4°C, t2 = 25.10739°C, si = 0.3·10-4°C. Результат косвенного измерения находим по формуле (74) как разность соответствующих средних арифметических: а среднеквадратическое отклонение результата по формуле (77): Итог измерения: Δt = (2.00021±0.00007)°C, P=0.6826. Здесь мы приняли tp = 1, что при нормальном распределении погрешностей измерений и достаточно большом числе их наблюдений соответствует доверительной вероятности 0.6826 нахождения подъема температуры в указанных пределах. 6.4. Критерии ничтожных погрешностей Не все частные погрешности Ek косвенного измерения играют одинаковую роль в формировании итоговой погрешности результата. Так, например, если частные погрешности удовлетворяют неравенству , то ими можно пренебречь. Эта формула в метрологии называется критерием ничтожных погрешностей, а сами погрешности, отвечающие условию (78), называются ничтожными или ничтожно малыми. Использование критерия ничтожных погрешностей при решении задачи косвенных измерений позволяет найти те величины, повышение точности измерения которых позволит уменьшить суммарную погрешность результата. Очевидно, не имеет смысла повышать точность измерения тех величин, частные погрешности которых и без того ничтожно малы. Глава 7. СРЕДСТВА ИЗМЕРЕНИЙ. ПОГРЕШНОСТИ СРЕДСТВ ИЗМЕРЕНИЙ Все можно наладить, если вертеть в руках достаточно долго 7.1. Метрологические характеристики средств измерений Все средства измерений, независимо от их конкретного исполнения, обладают рядом общих свойств, необходимых для выполнения ими их функционального назначения. Технические характеристики, описывающие эти свойства и оказывающие влияние на результаты и на погрешности измерений, называются метрологическими характеристиками [9, 10]. Перечень важнейших из них регламентируется ГОСТ “Нормируемые метрологические характеристики средств измерений”. Комплекс нормируемых метрологических характеристик устанавливается таким образом, чтобы с их помощью можно было оценить погрешность измерений, осуществляемых в известных рабочих условиях эксплуатации посредством отдельных средств измерений или совокупности средств измерений, например автоматических измерительных систем. Одной из основных метрологических характеристик измерительных преобразователей является статическая характеристика преобразования (иначе называемая функцией преобразования или градуировочной характеристикой). Она устанавливает зависимость y=f(x) информативного параметра у выходного сигнала измерительного преобразователя от информативного параметра х входного сигнала. Статическая характеристика нормируется путем задания в форме уравнения, графика или таблицы. Понятие статической характеристики применимо и к измерительным приборам, если под независимой переменной х понимать значение измеряемой величины или информативного параметра входного сигнала, а под зависимой величиной – показание прибора. Если статическая характеристика преобразования линейна, т.е. y=Kx, то коэффициент K называется чувствительностью измерительного прибора (преобразователя). В противном случае под чувствительностью следует понимать производную от статической характеристики. Важной характеристикой шкальных измерительных приборов является цена деления, т.е. то изменение измеряемой величины, которому соответствует перемещение указателя на одно деление шкалы. Если чувствительность постоянна в каждой точке диапазона измерения, то шкала называется равномерной. При неравномерной шкале нормируется наименьшая цена деления шкалы измерительных приборов. У цифровых приборов шкалы в явном виде нет, и на них вместо цены деления указывается цена единицы младшего разряда числа в показании прибора. Важнейшей метрологической характеристикой средств измерений является погрешность. Под абсолютной погрешностью меры понимается алгебраическая разность между ее номинальным Xн и действительным Xд значениями: Δ = Xн – Xд (84) а под абсолютной погрешностью измерительного прибора — разность между его показанием Xп и действительным значением Xд измеряемой величины: Δ = Xп – Xд (85) Абсолютная погрешность измерительного преобразователя может быть выражена в единицах входной или выходной величины. В единицах входной величины абсолютная погрешность преобразователя определяется как разность между значением входной величины X, найденной по действительному значению выходной величины и номинальной статической характеристике преобразователя, и действительным значением Xд входной величины: Δ = X – Xд Однако в большей степени точность средства измерений характеризует относительная погрешность, т.е. выраженное в процентах отношение абсолютной погрешности к действительному значению измеряемой или воспроизводимой данным средством измерений величины: . (86) Обычно δ ≪ 1, поэтому в формулу (86) вместо действительного значения часто может быть подставлено номинальное значение меры или показание измерительного прибора. Если диапазон измерения прибора охватывает и нулевое значение измеряемой величины, то относительная погрешность обращается в бесконечность в соответствующей ему точке шкалы. В этом случае пользуются понятием приведенной погрешности, равной отношению абсолютной погрешности измерительного прибора к некоторому нормирующему значению XN: . (87) В качестве нормирующего значения принимается значение, характерное для данного вида измерительного прибора. Это может быть, например, диапазон измерений, верхний предел измерений, длина шкалы и т.д. Погрешности измерительных средств принято подразделять на статические, имеющие место при измерении постоянных величин после завершения переходных процессов в элементах приборов и преобразователей, и динамические, появляющиеся при измерении переменных величин и обусловленные инерционными свойствами средств измерений. Согласно общей классификации, статические погрешности измерительных средств делятся на систематические и случайные. Систематические погрешности являются в общем случае функцией измеряемой величины, влияющих величин (температуры, влажности, напряжения питания и пр.) и времени. В функции измеряемой величины систематические погрешности находят при поверке и аттестации образцовых приборов, например, измерением наперед заданных значений измеряемой величины в нескольких точках шкалы. В результате строится кривая или создается таблица погрешностей, которая используется для определения поправок. Поправка в каждой точке шкалы численно равна систематической погрешности и обратна ей по знаку, поэтому при определении действительного значения измеряемой величины поправку следует прибавить к показанию прибора. Так, если поправка к показанию динамометра 120 Н равна +0.6 Н, то действительное значение измеряемой силы составляет 120+0.6=120.6 Н. Удобнее пользоваться поправкой, чем систематической погрешностью, поэтому приборы чаще снабжают кривыми или таблицами поправок. Систематическую погрешность в функции измеряемой величины можно представить в виде суммы погрешности схемы, определяемой самой структурной схемой средства измерений, и технологических погрешностей, обусловленных погрешностями изготовления его элементов. Как те, так и другие виды погрешностей можно рассматривать в качестве систематических лишь при измерении постоянной величины с помощью одного экземпляра измерительного прибора. В массе же измерений различных значений физической величины, осуществляемых одним или многими приборами того же типоразмера, эти систематические погрешности приходится относить к классу случайных. Между погрешностями схемы и технологическими погрешностями средств измерений существует принципиальная разница. Если первые накладывают свой отпечаток на характер изменения по шкале суммарной погрешности всех средств измерений данного типоразмера, то технологические погрешности индивидуальны для каждого экземпляра, т. е. их значения в одних и тех же точках шкалы различны для различных экземпляров приборов. На рис. 15, а показано взаимное положение статических характеристик реального f(Q) и идеального f0(Q) приборов при наличии только погрешностей схемы. Технологические погрешности в большой степени искажают эту картину. Результатом их проявления является: а) поступательное смещение статической характеристики относительно характеристики идеального прибора и возникновение погрешности, постоянной в каждой точке шкалы; эта погрешность называется аддитивной (рис. 15, б); б) поворот статической характеристики и появление погрешности, линейно возрастающей или убывающей с ростом измеряемой величины и называемой мультипликативной погрешностью (рис. 15, в); в) нелинейные искажения статической характеристики (рис. 15, г); г) появление погрешности обратного хода, выражающейся в несовпадении статических характеристик прибора при увеличении и уменьшении измеряемой величины (рис. 15, д). 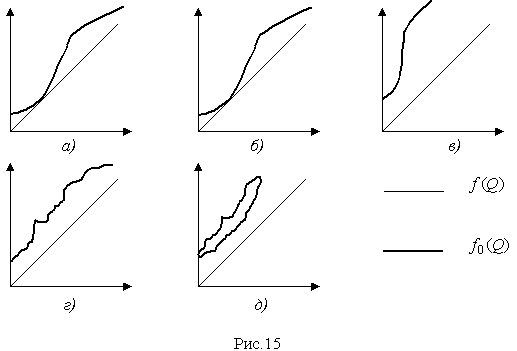 Динамические погрешности обусловливаются инерционными свойствами средств измерений и появляются при измерении переменных во времени величин. Типичным случаем является измерение с регистрацией сигнала, изменяющегося со временем. Если x(t) и y(t) — сигналы на входе и на выходе средства измерений с чувствительностью K, то динамическая погрешность . (88) Для средств измерений, являющихся линейными динамическими системами с постоянными во времени параметрами, наиболее общая характеристика динамических свойств — это дифференциальное уравнение. В этом случае уравнение линейное с постоянными коэффициентами:  , (89) , (89)где y(i)(t) и x(j)(t) — i-e и j-e производные входного и выходного сигналов; ai и bj — постоянные коэффициенты, n и m – порядок левой и правой частей уравнения, причем n < m. Дифференциальное уравнение является метрологической характеристикой средств измерения, поскольку позволяет при известном сигнале на входе x(t) найти выходной сигнал y(t) и после подстановки их в выражение (83) вычислить динамическую погрешность. Для нормирования динамических свойств средств измерения часто указывают на дифференциальное уравнение, а другие, производные от него динамические характеристики, находятся экспериментальным путем. Сюда относятся передаточная функция, амплитудная и фазовая частотные характеристики, переходная и импульсная переходная функции. К числу метрологических характеристик средств измерения относятся и неинформативные параметры выходного сигнала измерительного преобразователя, поскольку они могут оказывать существенное влияние на погрешность средства измерений. Например, непостоянство амплитуды колебаний баланса наручных часов (неинформативный параметр) приводит к изменению частоты его колебаний (информативный параметр). При восприятии измеряемой величины или измерительного сигнала средство измерений оказывает некоторое воздействие на объект измерения или на источник сигнала. Результатом этого воздействия может быть некоторое изменение измеряемой величины относительно того значения, которое имело место при отсутствии средства измерений. Такое обратное воздействие средства измерений на объект измерений особенно четко просматривается при измерении электрических величин. Так, ЭДС нормального элемента определяется как напряжение на его зажимах в режиме холостого хода. При измерении этого напряжения вольтметром с некоторым конечным входным сопротивлением результат измерения будет зависеть от соотношения между внутренним сопротивлением нормального элемента (его выходное сопротивление) и входным сопротивлением вольтметра. Для оценки возникающей при этом погрешности необходимо знать значения этих сопротивлений, поэтому их следует рассматривать как метрологические характеристики. Влияние внешних воздействий и неинформативных параметров сигналов (влияющих величин) описывается с помощью метрологических характеристик, называемых функциями влияния. Функция влияния Ψ(ξ1,ξ2,…ξq) — это зависимость соответствующей метрологической характеристики из числа вышеперечисленных от влияющих величин ξ1,ξ2,…ξq (температуры внешней среды, параметров внешних вибраций и т.д.). В большинстве случаев можно ограничиться набором функций влияния каждой из влияющих величин Ψ(ξ1),Ψ(ξ2),…,Ψ(ξq), но иногда приходится использовать функции совместного влияния нескольких величин, если изменение одной из влияющих величин приводит к изменению функции влияния другой. 7.2. Нормирование метрологических характеристик средств измерений Под нормированием понимается установление границ на допустимые отклонения реальных метрологических характеристик средств измерений от их номинальных значений. Только посредством нормирования метрологических характеристик можно добиться их взаимозаменяемости и обеспечить единство измерений в государстве. Реальные значения метрологических характеристик определяют при изготовлении средств измерений и затем проверяют периодически во время эксплуатации. Если при этом хотя бы одна из метрологических характеристик выходит за установленные границы, то такое средство измерений либо подвергают регулировке, либо изымают из обращения [11]. Нормы на значения метрологических характеристик устанавливаются стандартами на отдельные виды средств измерения. При этом делается различие между нормальными и рабочими условиями применения средств измерения. Нормальными считаются такие условия применения средств измерений, при которых влияющие на процесс измерения величины (температура, влажность, частота, напряжение питания, внешние магнитные поля и т.д.), а также неинформативные параметры входных и выходных сигналов находятся в нормальной для данных средств измерений области значений, т.е. в такой области, где их влиянием на метрологические характеристики можно пренебречь. Нормальные области значений влияющих величин указываются в стандартах или технических условиях на средства измерений данного вида в форме номиналов с нормированными отклонениями, например, температура должна составлять 20±2°C, напряжение питания – 220 В±10% или в форме интервалов значений (влажность 30–80%). Рабочая область значений влияющих величин шире нормальной области значений. В ее пределах метрологические характеристики существенно зависят от влияющих величин, однако их изменения нормируются стандартами на средства измерений в форме функций влияния или наибольших допустимых изменений. За пределами рабочей области метрологические характеристики принимают неопределенные значения. Для нормальных условий эксплуатации средств измерений должны нормироваться характеристики суммарной погрешности и ее систематической и случайной составляющих. Суммарная погрешность Δ средств измерений в нормальных условиях эксплуатации называется основной погрешностью и нормируется заданием предела допускаемого значения Δд, т.е. того наибольшего значения, при котором средство измерений еще может быть признано годным к применению. Перечисленные выше метрологические характеристики следует нормировать не только для нормальной, но и для всей рабочей области эксплуатации средств измерений, если их колебания, вызванные изменениями внешних влияющих величин и неинформативных параметров входного сигнала в пределах рабочей области, существенно меньше номинальных значений. В противном случае эти характеристики нормируются только для нормальной области, а в рабочей области нормируются дополнительные погрешности путем задания функций влияния Ψ(ξ) или наибольших допустимых изменений Δl(ξ) раздельно для каждого влияющего фактора; в случае необходимости — и для совместного изменения нескольких факторов. Функции влияния нормируются формулой, числом, таблицей или задаются в виде номинальной функции влияния и предела допускаемых отклонений от нее. Для используемых по отдельности средств измерений, точность которых заведомо превышает требуемую точность измерений, нормируются только пределы Δд допускаемого значения суммарной погрешности и наибольшие допустимые изменения метрологических характеристик. Если же точность средств измерений соизмерима с требуемой точностью измерений, то необходимо нормировать раздельно характеристики систематической и случайной погрешности и функции влияния. Только с их помощью можно найти суммарную погрешность в рабочих условиях применения средств измерений. Динамические характеристики нормируются путем задания номинального дифференциального уравнения или передаточной, переходной, импульсной весовой функции. Одновременно нормируются наибольшие допустимые отклонения динамических характеристик от номинальных. 7.3. Классы точности средств измерений Класс точности — это обобщенная характеристика средств измерений, определяемая пределами допускаемых основных и дополнительных погрешностей, а также рядом других свойств, влияющих на точность осуществляемых с их помощью измерений. Классы точности регламентируются стандартами на отдельные виды средств измерения с использованием метрологических характеристик и способов их нормирования, изложенных в предыдущих главах. Стандарт не распространяется на средства измерений, для которых предусматриваются раздельные нормы на систематическую и случайные составляющие, а также на средства измерений, для которых нормированы номинальные функции влияния, а измерения проводятся без введения поправок на влияющие величины. Классы точности не устанавливаются и на средства измерений, для которых существенное значение имеет динамическая погрешность. Для остальных средств измерений обозначение классов точности вводится в зависимости от способов задания пределов допускаемой основной погрешности. Пределы допускаемой абсолютной основной погрешности могут задаваться либо в виде одночленной формулы Δ = ±a (90) либо в виде двухчленной формулы Δ = ±(a + bx) (91) где Δ и x выражаются одновременно либо в единицах измеряемой величины, либо в делениях шкалы измерительного прибора. Более предпочтительным является задание пределов допускаемых погрешностей в форме приведенной или относительной погрешности. Пределы допускаемой приведенной основной погрешности нормируются в виде одночленной формулы , (92) где число p = 1·10n, 1.5·10n, 2·10n, 2.5·10n, 4·10n, 5·10n, 6·10n (n = 1, 0, -1, -2…). Пределы допускаемой относительной основной погрешности могут нормироваться либо одночленной формулой , (93) либо двухчленной формулой , (94) где Xk — конечное значение диапазона измерений или диапазона значений воспроизводимой многозначной мерой величины, а постоянные числа q, c и d выбираются из того же ряда, что и число p. В обоснованных случаях пределы допускаемой абсолютной или относительной погрешности можно нормировать по более сложным формулам или даже в форме графиков или таблиц. Средствам измерений, пределы допускаемой основной погрешности которых задаются относительной погрешностью по одночленной формуле (93), присваивают классы точности, выбираемые из ряда чисел р и равные соответствующим пределам в процентах. Так для средства измерений с δ = 0.002 класс точности обозначается . Если пределы допускаемой основной относительной погрешности выражаются двухчленной формулой (94), то класс точности обозначается как c/d, где числа с и d выбираются из того же ряда, что и p, но записываются в процентах. Так, измерительный прибор класса точности 0.02/0.01 характеризуется пределами допускаемой основной относительной погрешности . Классы точности средств измерений, для которых пределы допускаемой основной приведенной погрешности нормируются по формуле (92), обозначаются одной цифрой, выбираемой из ряда для чисел p и выраженной в процентах. Если, например, γ=±0.005=±0.5%, то класс точности обозначается как 0.5 (без кружка). Классы точности обозначаются римскими цифрами или буквами латинского алфавита для средств измерений, пределы допускаемой погрешности которых задаются в форме графиков, таблиц или сложных функций входной, измеряемой или воспроизводимой величины. К буквам при этом допускается присоединять индексы в виде арабской цифры. Чем меньше пределы допускаемой погрешности, тем ближе к началу алфавита должна быть буква и тем меньше цифра. Недостатком такого обозначения класса точности является его чисто условный характер. В заключение данного раздела следует отметить, что никакое нормирование погрешностей средств измерений само по себе не может обеспечить единства измерений. Для достижения единства измерений необходима регламентация самих методик проведения измерений. 7.4. Регулировка и градуировка средств измерений Используя методы теории точности, всегда можно найти такие допуски на параметры элементов измерительного прибора, соблюдение которых гарантировало бы и без регулировки получение их с погрешностями, меньшими допустимых пределов. Однако во многих случаях эти допуски оказываются настолько малы, что изготовление прибора с заданными пределами допускаемых погрешностей становится технологически неосуществимым. Выйти из положения можно двумя путями: во-первых, расширить допуски на параметры некоторых элементов приборов и ввести в его конструкцию дополнительные регулировочные узлы, способные компенсировать влияние отклонений этих параметров от их номинальных значений, а во-вторых, осуществить специальную градуировку измерительного прибора. В большинстве случаев в измерительном приборе можно найти или предусмотреть такие элементы, вариация параметров которых наиболее заметно сказывается на его систематической погрешности, главным образом погрешности схемы, аддитивной и мультипликативной погрешностях. В общем случае в конструкции измерительного прибора должны быть предусмотрены два регулировочных узла: регулировка нуля и регулировка чувствительности. Регулировкой нуля уменьшают влияние аддитивной погрешности, постоянной для каждой точки шкалы, а регулировкой чувствительности уменьшают мультипликативные погрешности, меняющиеся линейно с изменением измеряемой величины. При правильной регулировке нуля и чувствительности уменьшается влияние погрешности схемы прибора. Кроме того, некоторые приборы снабжаются устройствами для регулировки погрешности схемы. После регулировки нуля, т.е. устранения аддитивной погрешности, систематическая погрешность обращается в нуль на нижнем пределе измерения, а в диапазоне измерения принимает значения, являющиеся случайной функцией Δc(X) измеряемой величины. Более высокими метрологическими характеристиками обладают измерительные приборы, имеющие узел регулировки чувствительности. Наличие такой регулировки позволяет поворачивать статическую характеристику, что открывает большие возможности для снижения погрешности схемы и, главным образом, мультипликативной погрешности. Так, одновременной регулировкой нуля и чувствительности можно свести систематическую погрешность к нулю сразу в нескольких точках шкалы прибора. От правильности выбора таких точек зависят значения оставшихся после регулировки систематических погрешностей в других точках шкалы. Теория регулировки должна дать ответ на вопрос, какие точки шкалы следует выбрать в качестве точек регулировки. Однако общего решения этой задачи еще не найдено. Трудность решения усугубляется тем, что положение этих точек на шкале определяется не только схемой и конструкцией прибора, но и технологией изготовления его элементов и узлов. На практике в качестве точек регулировки принимают начальное и конечное, среднее и конечное или начальное, среднее и конечное значения измеряемой величины в диапазоне измерения. При этом значения систематической погрешности близки к минимально возможным, поскольку в действительности точки регулировки часто располагаются близко к началу, середине или концу шкалы. Таким образом, под регулировкой средств измерения понимается совокупность операций, имеющих целью уменьшить основную погрешность до значений, соответствующих пределам ее допускаемых значений путем компенсации систематической составляющей погрешности средств измерений, т.е. погрешности схемы, мультипликативной и аддитивной погрешностей. Градуировкой называется процесс нанесения отметок на шкалы средств измерений, а также определение значений измеряемой величины, соответствующих уже нанесенным отметкам для составления градуировочных кривых или таблиц. Различают следующие способы градуировки. 1. Использование типовых шкал. Для подавляющего большинства рабочих и многих образцовых приборов используют типовые шкалы, которые изготовляются заранее в соответствии с уравнением статической характеристики идеального прибора. Если статическая характеристика линейна, то шкала оказывается равномерной. При регулировке параметрам элементов прибора экспериментально придают такие значения, при которых погрешность в точках регулировки становится равной нулю. 2. Индивидуальная градуировка шкал. Индивидуальную градуировку шкал осуществляют в тех случаях, когда статическая характеристика прибора нелинейна или близка к линейной, но характер изменения систематической погрешности в диапазоне измерения случайным образом меняется от прибора к прибору данного типа (например, вследствие разброса нелинейности характеристик чувствительного элемента) так, что регулировка не позволяет уменьшить основную погрешность до пределов ее допускаемых значений. Индивидуальную градуировку проводят в следующем порядке. На предварительно отрегулированном приборе устанавливают циферблат с еще не нанесенными отметками. К измерительному прибору подводят последовательно измеряемые величины нескольких, наперед заданных или выбранных значений. На циферблате наносят отметки, соответствующие положениям указателя при этих значениях измеряемой величины, а расстояния между отметками делят на равные части. При индивидуальной градуировке систематическая погрешность уменьшается во всем диапазоне измерения, а в точках, полученных при градуировке она достигает значения, равного погрешности обратного хода. 3. Градуировка условной шкалы. Условной называется шкала, снабженная некоторыми условными равномерно нанесенными делениями, например, через миллиметр или угловой градус. Градуировка шкалы состоит в определении при помощи образцовых мер или измерительных приборов значений измеряемой величины. В результате определяют зависимость числа делений шкалы, пройденных указателем от значений измеряемой величины. Эту зависимость представляют в виде таблицы или графика. Если необходимо избавиться и от погрешности обратного хода, градуировку осуществляют раздельно при прямом и обратном ходе. 7.5. Калибровка средств измерений По мере продвижения вверх по поверочной схеме от рабочих мер и измерительных приборов к эталонам неизбежно сокращается число мер, различных по номинальному значению. Поэтому на некоторой ступени поверочной схемы иногда разность номинальных значений поверяемой и ближайшей к ней по разряду исходной меры превышает диапазон измерения измерительного прибора соответствующей данному разряду точности. B этих случаях поверка осуществляется способом калибровки. Калибровка — способ поверки измерительных средств, заключающийся в сравнении различных мер, их сочетаний или отметок шкал в различных комбинациях и вычислении по результатам сравнений значений отдельных мер или отметок шкалы исходя из известного значения одной из них. В результате сравнения получают систему уравнений, решив которую находят действительные значения мер. Если число уравнений равно числу поверяемых мер, то действительные значения мер и погрешности их аттестации находят с помощью методов обработки результатов косвенных измерений. Однако для повышения точности аттестации мер стремятся увеличить число уравнений, и тогда действительные значения мер определяют по схеме обработки результатов совокупных измерений. Для иллюстрации способа калибровки рассмотрим следующий пример. Пример. Граммовые наборы ГН1 и ГН2, состоящие из гирь массой 500, 200, 200*, 100, 50, 20, 20*, 10, 5, 2, 2*, 1 г (звездочкой отмечены вторые гири набора того же номинала), сличают с рабочим эталоном массой в 1 кг по следующей схеме: а) рабочий эталон 1 кг = 1000 г сличают одним из методов точного взвешивания на весах 1-го разряда повышенной точности с гирями массой 500, 200, 200*, 100 г: 1000 – (500+200+200*+100) = a1, где a1 — разность между массой рабочего эталона и массой суммы гирь; б) гири 500 г набора сличают с суммой гирь массой 200, 200* и 100 г, в результате чего получают уравнение 500 – (200 +200* +100) = a2, где a2 — результат второго сличения; в) аналогично проводят остальные сличения и получают уравнения: 200 – (100 + 50 + 20 + 20* + 10) = a4, 100 – (50 + 20+ 20* + 10) = a5, 50 – (20+20*+10) = a6, 20 – (10+5+2+2*+1) = a7, 20 – (10+5+2+2*+1) = a8, 10 – (5+2+2*+1) = a9, 5 – (2+2*+1) = a10, 2 – ( 1+1*)* = a11, 2 – ( 1+1*) = a12, 1 – 1* = a13. В результате тринадцати проведенных сличений получили систему из тринадцати уравнений с тринадцатью неизвестными. Решив эту систему, найдем действительные значения масс гирь набора. Погрешности определения действительных значений могут быть вычислены способами обработки результатов косвенных измерений. 7.6. Общие методы измерений Для точных измерений величин в метрологии разработаны приемы использования принципов и средств измерений, применение которых позволяет исключить из результатов измерений ряд систематических погрешностей и тем самым освобождает экспериментатора от необходимости определять многочисленные поправки для их компенсации, а в некоторых случаях вообще является предпосылкой получения сколько-нибудь достоверных результатов. Многие из этих приемов используют при измерении только определенных величин, однако существуют и некоторые общие приемы, названные методами измерения. Наиболее просто реализуется метод непосредственной оценки, заключающийся в определении величины непосредственно по отсчетному устройству измерительного прибора прямого действия, например взвешивание на циферблатных весах, определение размера детали с помощью микрометра или измерение давления пружинным манометром. Измерения с помощью этого метода проводятся очень быстро, просто и не требуют высокой квалификации оператора, поскольку не нужно создавать специальные измерительные установки и выполнять какие-либо сложные вычисления. Однако точность измерений чаще всего оказывается невысокой из-за погрешностей, связанных с необходимостью градуировки шкал приборов и воздействием влияющих величин (непостоянство температуры, нестабильность источников питания и пр.). При проведении наиболее точных измерений предпочтение отдается различным модификациям метода сравнения с мерой, при котором измеряемую величину находят сравнением с величиной, воспроизводимой мерой. Результат измерения либо вычисляют как сумму значения используемой для сравнения меры и показания измерительного прибора, либо принимают равным значению меры. Метод сравнения с мерой, заключающийся в том, что измеряемая величина и величина, воспроизводимая мерой, одновременно воздействуют на измерительный прибор сравнения, с помощью которого устанавливается соотношение между ними, называется методом противопоставления. Примером этого метода является взвешивание груза на равноплечих весах, когда измеряемая масса определяется как сумма массы гирь, ее уравновешивающих. Применение метода противопоставления позволяет значительно уменьшить воздействие на результаты измерений влияющих величин, поскольку они более или менее одинаково искажают сигналы измерительной информации как в цепи преобразования измеряемой величины, так и в цепи преобразования величины, воспроизводимой мерой. Отсчетное устройство прибора сравнения реагирует на разность сигналов, вследствие чего эти искажения в некоторой степени компенсируют друг друга. Разновидностью метода сравнения с мерой является также нулевой метод измерения, который состоит в том, что подбором размера воспроизводимой мерой величины или путем ее принудительного изменения эффект воздействия сравниваемых величин на прибор сравнения доводят до нуля. В этом случае компенсация воздействий влияющих величин оказывается более полной, а значение измеряемой величины принимается равным значению меры. При дифференциальном методе измерения на измерительный прибор (не обязательно прибор сравнения) подается непосредственно разность измеряемой величины и величины, воспроизводимой мерой. Этот метод может быть использован, конечно, только в тех случаях, когда просто и точно реализуется операция вычитания величин (длины, перемещения, электрические напряжения). Дифференциальный метод неприменим при измерении таких величин, как температура или твердость тел. К разновидностям метода сравнения с мерой относится и метод замещения, широко применяемый в практике точных метрологических исследований. Сущность метода в том, что измеряемая величина замещается в измерительной установке некоторой известной величиной, воспроизводимой мерой. Замещение может быть полным или неполным, в зависимости от чего говорят о методе полного или неполного замещения. При полном замещении показания не изменяются и результат измерения принимается равным значению меры. При неполном замещении для получения значения измеряемой величины к значению меры следует прибавить величину, на которую изменилось показание прибора. Преимущество метода замещения - в последовательном во времени сравнении измеряемой величины и величины, воспроизводимой мерой. Благодаря тому, что обе эти величины включаются одна за другой в одну и ту же часть измерительной цепи прибора, точностные возможности измерений значительно повышаются по сравнению с измерениями, проводящимися с помощью других разновидностей метода сравнения, где несимметрия цепей, в которые включаются сравниваемые величины, приводит к возникновению систематических погрешностей. Способ замещения применяется при электрических измерениях с помощью мостов переменного тока, условие равновесия которых определяется не только значениями величин, воспроизводимых элементами плеч моста, но также и влиянием паразитных токов, емкостей, индуктивностей и рядом других факторов. Эти причины вызывают появление погрешностей, которые могут быть исключены, если проводить измерения методом замещения. Для этого вначале мост уравновешивается с включенной в его цепь измеряемой величиной, которая затем замещается известной величиной, и мост уравновешивается вновь. Если при этом никаких изменений ни в мосте, ни во внешних условиях не происходит, то указанные выше погрешности исключаются почти полностью. Одним из общих методов измерений является метод совпадений, представляющий собой разновидность метода сравнения с мерой. При проведении измерений методом совпадений разность между измеряемой величиной и величиной, воспроизводимой мерой, измеряют, используя совпадение отметок шкал или периодических сигналов. По принципу метода совпадений построен нониус, входящий в состав ряда измерительных приборов. Так, например, шкала нониуса штангенциркуля имеет десять делений через 0.9 мм. Когда нулевая отметка шкалы нониуса оказывается между отметками основной шкалы штангенциркуля, это означает, что к целому числу миллиметров необходимо добавить число десятых долей миллиметра, равное порядковому номеру совпадающей отметки нониуса. В рамках перечисленных выше методов измерений в метрологической практике и в общем приборостроении часто применяются специальные приемы для исключения самих источников систематических погрешностей или их компенсации. Рассмотрим наиболее употребительные из этих приемов. Параметрическая стабилизация очень широко применяется при ответственных измерениях. Этот прием используют для поддержания в заданных пределах температуры и влажности окружающей среды, напряжения питания и других. Наиболее распространены такие способы параметрической стабилизации, как термостатирование приборов, защита от воздействия вибраций, использование эффективных стабилизаторов в цепях электропитания приборов, экранирование приборов для защиты их от воздействия посторонних электрических, магнитных, радиационных и других полей. Применение этих способов иногда позволяет избежать введения в результаты измерения поправок. Параметрическая стабилизация очень широко применяется при ответственных измерениях. Этот прием используют для поддержания в заданных пределах температуры и влажности окружающей среды, напряжения питания и других. Наиболее распространены такие способы параметрической стабилизации, как термостатирование приборов, защита от воздействия вибраций, использование эффективных стабилизаторов в цепях электропитания приборов, экранирование приборов для защиты их от воздействия посторонних электрических, магнитных, радиационных и других полей. Применение этих способов иногда позволяет избежать введения в результаты измерения поправок. Способ компенсации постоянных и периодических погрешностей по знаку. При реализации этого способа процесс измерения строится таким образом, что постоянная систематическая погрешность входит в результат измерения один раз с одним знаком, а другой раз — с другим. Тогда среднее из двух полученных результатов оказывается свободным от постоянной погрешности. Способ вспомогательных измерений применяется в тех случаях, когда воздействие влияющих величин на результаты измерений вызывает большие погрешности измерений. Тогда идут на заведомое усложнение схемы измерительной установки, включая в нее элементы, воспринимающие значение влияющих величин, автоматически вычисляющие соответствующие поправки и вносящие их в полезные сигналы, которые поступают на отсчетные или регулирующие устройства. Способ вспомогательных измерений в большой степени относится к инструментальным методам борьбы с систематическими погрешностями, поэтому в рамках настоящего курса не рассматривается. Вообще следует заметить, что многие из приведенных методов и приемов исключения систематических погрешностей в настоящее время все в большей степени реализуются схемами самих измерительных средств. В результате разработка методологии измерений приобретает все большее значение непосредственно для проектирования измерительной аппаратуры. Часть 2. ОРГАНИЗАЦИЯ МЕТРОЛОГИЧЕСКОГО КОНТРОЛЯ Глава 8. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ (МО) 8.1. Государственная система обеспечения единства измерений 8.2. Цели, задачи и содержание МО 8.3. Система эталонов единиц ФВ Глава 9. МЕТРОЛОГИЧЕСКИЙ НАДЗОР ЗА СРЕДСТВАМИ ИЗМЕРЕНИЙ 9.1. Государственные и отраслевые поверочные схемы 9.2. Виды поверок и способы их выполнения 9.3. Достоверность поверки 9.4. Определение объема поверочных работ 9.4. Определение объема поверочных работ Глава 10. СРЕДСТВА ИЗМЕРЕНИЙ И КОНТРОЛЯ 10.1. Назначение измерений и контроля параметров технических устройств 10.2. Метрологическое обеспечение при разработке, производстве и эксплуатации технических устройств 10.3. Поверка, ревизия и экспертиза средств измерений 10.4. Государственные испытания средств измерений Глава 11. СИСТЕМА ЭКСПЛУАТАЦИИ И РЕМОНТА ИЗМЕРИТЕЛЬНОЙ ТЕХНИКИ 11.1. Назначение и содержание работ по эксплуатации 11.2. Применение средств измерений и контроля 11.3. Техническое обслуживание средств измерений и контроля Глава 12. ОСНОВЫ СТАНДАРТИЗАЦИИ 12.1. Государственная система стандартизации. Основные понятия и определения 12.2. Цели и задачи стандартизации 12.3. Виды и методы стандартизации 12.4. Категории и виды стандартов 12.5. Основные принципы стандартизации 12.6. Государственные и отраслевые системы стандартов 12.7. Международная стандартизация. Стандарты серий ISO 9000 и ISO 14000 Часть 2. ОРГАНИЗАЦИЯ МЕТРОЛОГИЧЕСКОГО КОНТРОЛЯ |