Приспособление для дефектации шатуна в кривошипно-шатунном механизме трактора. Дипломная 3Приспособление для дефектации шатуна в кривошипно-шат. Приспособление для дефектации шатуна в кривошипношатунном механизме трактора
 Скачать 318.91 Kb. Скачать 318.91 Kb.
|

|
2 Конструкторская часть 2.1 Назначение, устройство и принцип действия КШМ Разрабатываемое приспособление предназначено для дефектации шатуна на смещение верхней головки относительно нижней. Оно состоит из поверочной плиты, болта с гайкой прижимной пластины и прижимной гайки. Проверочная плита изготавливается из ровного, листового металла толщиной не менее 8 миллиметров или из профильного металла - швеллера. Контрольная поверхность плиты отшлифована и доведена до необходимой плоскостности. Крепежный болт должен быть длиннее ширины нижней головки шатуна в 2 – 2,5 раза, для обеспечения свободной затяжки шатуна вместе с крепежной пластиной. Крепежная пластина изготавливается из листового металла толщиной, обеспечивающей надежное прижатие шатуна к поверочной плите, при условии отсутствия появления на ней деформаций. Замеры величин смещения верхней головки шатуна относительно нижней осуществляют микрометрическими глубиномерами, а также можно производить замеры инструментом индикаторного типа погрешность измерений которых не превышает 0,01 миллиметра, так как допустимые значения не параллельности для шатунов тракторных двигателей не должны превышать 0,03 миллиметра на длине 100 миллиметров. Прототипом данного приспособления послужило приспособление для проверки смещения верхней головки шатуна относительно нижней, показанное на рисунке 3. Существенным отличием приспособления от его прообраза является то, что нижняя головка шатуна закрепляется не за счет раздвижных губок, а посредством прижатия ее, при помощи винтовой пары, непосредственно к поверочной плите. Данное изменение в конструкции позволяет снизить финансовые затраты и трудоемкость на его изготовление. Изготовить данное приспособление можно в любой слесарной мастерской, не оборудованной специализированным инструментом, приспособлениями и станками. Данное приспособление благодаря отсутствию его специализации по типам и моделям автомобилей, шатуны которых будут подвергаться дефектации, делает его универсальным, то есть позволяет производить дефектацию шатунов как легковых, так и грузовых автомобилях. Небольшие габаритные размеры обеспечивают его мобильность и практичность в применении и хранении. Существенным плюсом приспособления является то, что оно не требует особых навыков и умений, а главное очень просто в эксплуатации и практически не требует технического ухода. Технологические указания к применению приспособления: 1) подготовить рабочее место: убрать со стола все лишнее; 2) подготовить приспособление к работе: установить его на рабочем столе таким образом, чтобы оно стояло устойчиво, не раскачиваясь; 3) подготовить необходимый измерительный инструмент: разложить его в порядке применения; 4) установить шатун в сборе с крышкой на поверочной плите таким образом, чтобы он располагался в продольной оси приспособления; 5) прижать нижнюю головку шатуна к поверочной плите прижимной пластиной, затянув гайку до упора; 6) замерить расстояние от верхней головки шатуна до поверочной плиты; 7) перевернуть шатун и установить аналогичным способом; 8) замерить расстояние от верхней головки шатуна до поверочной плиты; 9) найти разность между полученными результатами; 10) по окончании работ тщательным образом очистить рабочую поверхность поверочной плиты. При эксплуатации и хранении приспособления необходимо соблюдать ряд требований: 1) нельзя бросать приспособление, так как это может привести к его поломке или нарушению его геометрических параметров; 2) предохранять от ударов и изгиба крепежный болт; 3) при установке шатуна в приспособление необходимо следить за силой затяжки гайки, во избежание срыва резьбы на болте или гайке; 4) запрещено наносить удары тяжелыми и твердыми предметами по контрольной поверхности плиты - использовать ее в качестве правильной плиты; 5) беречь от повреждений и изгиба крепежную пластину; 6) по окончании работ тщательно очистить контрольную поверхность, вытереть насухо; 7) запрещено ставить на приспособление тяжелые предметы, так как это может вызвать его деформацию и появление погрешностей в измерениях; 8) при хранении приспособления необходимо обеспечить такое его местоположение, которое исключило бы его повреждение или поломку. 2.2 Основные дефекты Шатуны большинства автотракторных двигателей изготавливают из сталей 40Г, 45, 45Г2, 40Х и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна; отверстия под втулку и самой втулки верхней головки шатуна; износ и смятие плоскостей разъема и торцевых плоскостей под болты в нижней головке шатуна. Шатуны выбраковывают при аварийных изгибах, обломах и при трещинах. Шатуны двигателей ЯМЗ (всех модификаций), кроме того, выбраковывают, если сильно изношены или опилены плоскости разъема нижней головки, а шатуны двигателей СМД-60, Д-240 и их модификаций - если смяты рифы на плоскостях разъема нижней головки. Изгиб и скрученность шатуна измеряют при помощи различных индикаторных и оптических приспособлений. На многих ремонтных предприятиях общего назначения для проверки шатунов на изгиб и скручивание используют индикаторное приспособление типа КИ-724 (рис. 1). Это приспособление универсальное, оно позволяет контролировать шатуны двигателей разных марок.
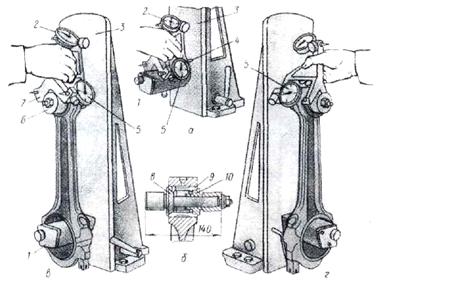
а - установка индикаторов; б - установка разжимной оправки; е - проверка шатуна на изгиб; г – проверка шатуна на скрученность; 1 - оправка; 2 и 5 - индикаторы; 3 - плита; 4 - упор; 6 - разжимная оправка; 7 - призма; 8 и 10 - конусы оправки; 9 - разжимная втулка оправки. Рисунок 1 - Приспособление для проверки шатуна на скрученность и изгиб Призму 7 с индикаторами часового типа устанавливают на оправку 1 и передвигают ее до соприкосновения упора 4 призмы с плоскостью плиты 3 приспособления. В этом положении перемещают индикатор 2 до получения натяга на измерительном стержне в пределах 1,0... 1,5 оборота стрелки. Закрепляют индикатор и совмещают нулевое деление шкалы со стрелкой. Поворачивают призму на 180° и также устанавливают индикатор 5. В отверстие верхней головки шатуна с впрессованной втулкой вставляют разжимную втулку 9 закрепляют ее конусами 8 и 10. Шатун ставят на оправку, перемещают его до упора оправки в плиту 3 и закрепляют на оправке. Призму ставят на оправку 6 и при соприкосновении ее упоров с плитой 3 поочередно по отклонению стрелки от нулевого положения индикатора 2 определяют изгиб шатуна, а по отклонению стрелки индикатора 5 скрученность. Шатуны, имеющие непараллельность, изгиб, или перекос, скручивание, верхней головки шатуна относительно нижней, выходящие за допустимые размеры, подлежат восстановлению или выбраковке. Править шатуны в холодном состоянии не рекомендуется, потому что такая правка не обеспечивает стабильных результатов. Допускается правка шатунов с подогревом стержня до температуры 450...600°С. На специализированных моторемонтных предприятиях для проверки шатунов используют специальные оптические приборы или индикаторные приспособления типа 9570-157-1,(рисунок 2). Приспособление состоит из плиты 7 с призмой 1 и кронштейна 5, на котором расположены четыре индикатора часового типа. Два индикатора 4 установлены вертикально и два индикатора 6-горизонтально, так, что оси их взаимно перпендикулярны. В отверстия нижней и верхней головок проверяемого шатуна вставляют оправки 2 и 3, затем шатун укладывают оправкой 2 на призму 1 и оправкой 3 наклонно подводят к упору и измерительным стержням индикаторов. Разность в показаниях вертикальных индикаторов 4 отмечает изгиб шатуна, а разность в показаниях горизонтальных индикаторов 6 - его скрученность. Перед измерением индикаторы устанавливают по специальному эталону. Такое приспособление применимо для контроля только одного типоразмера шатуна. Допускаемая скрученность шатунов тракторных двигателей в пределах 0,05...0,08 мм, автомобильных - 0,04...0,06 мм на 100 мм длины, по оси оправки, вставленной в отверстие верхней головки шатуна, а допускаемый изгиб - 0,03... 0,05 мм для шатунов тракторных двигателей и 0,02...0,03 мм для автомобильных на 100 мм длины. 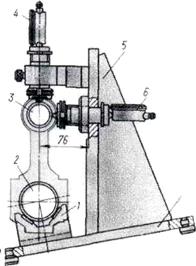 1 - призма; 2 и 3 - оправки; 4 и 6 - индикаторы; 5 - кронштейн; 7 - плита Рисунок 2 - Приспособление 9570-157-1 для контроля геометрических параметров шатуна Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа и размеров шатуна. Перед восстановлением отверстий проверяют опорные поверхности под головки шатунных болтов и гайки, а также плоскости разъема. Опорные поверхности крышки фрезеруют до выведения следов изнашивания на вертикально-фрезерном, а шатуна на горизонтально-фрезерном станках. При больших износах опорные поверхности наплавляют и фрезеруют под нормальный размер по высоте от плоскости разъема до опорной поверхности. Для закрепления крышки и шатуна при фрезеровании применяют специальные приспособления. 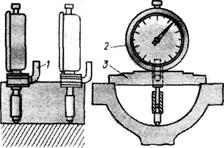 1 - стопорный винт; 2 - индикатор; 3 - плита Рисунок 3 - Схема проверки параллельности плоскостей разъема шатуна индикаторным приспособлением Смятые или изношенные плоскости разъема фрезеруют или шлифуют до выведения следов изнашивания и получения параллельности плоскостей с образующей отверстия. Параллельность проверяют индикаторным глубиномером или специальным приспособлением. Установив индикатору 2 небольшой натяг, закрепляют его стопорным винтом 7 и с помощью планки отмечают показания индикатора по концам плоскостей разъема крышки или шатуна. Непараллельность плоскостей разъема образующей отверстия допускается не более 0,02 мм на их длине. Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки нормальным усилием затяжки и растачивают, а затем шлифуют под нормальный размер. При незначительном изнашивании отверстия восстанавливают таким же способом. Плоскости разъема шлифуют, и отверстия под вкладыши обрабатывают под нормальный размер. Если отверстия в шатунах под вкладыши изношены настолько, что с плоскостей разъема требуется снимать металла больше, чем указано, то отверстия восстанавливают наращиванием металла с последующей обработкой под нормальный размер. Поверхности в отверстиях шатунов автомобильных двигателей наращивают железнением, шатунов тракторных двигателей марок СМД-14, Д-240 - наплавкой под слоем флюса, в среде углекислого газа и вибродуговой. Перед растачиванием восстанавливают плоскости разъема и опорные поверхности под головки болтов и гайки. Некоторые авторемонтные предприятия восстанавливают отверстия нижней головки шатуна с применением растяжки. В случае значительного износа отверстия с плоскостей крышки и шатуна снимают повышенный слой металла, а чтобы сохранить межосевое расстояние, шатун растягивают в специальном приспособлении. При растягивании стержень шатуна нагревают в электроиндукторе приспособления. Затем отверстие обрабатывают под нормальный размер. Растачивают отверстия нижних головок шатунов на расточных станках или токарных в специальных приспособлениях. После расточки шлифуют, а чаще хонингуют под нормальный размер. При хонинговании применяют приспособления, позволяющие обрабатывать сразу целый комплект шатунов. Восстановленные отверстия нижней головки шатуна должны отвечать следующим требованиям: овальность и конусность не более 0,01 мм; смещение оси относительно плоскостей разъема не более ±0,3 мм; шероховатость поверхности не ниже 8-го класса. Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов изнашивания и запрессовывают втулку увеличенного размера по наружному диаметру. Внутреннее отверстие втулки растачивают на расточных станках типа УРБ-ВП-М или на токарных с помощью специальных приспособлений. После расточки втулку раскатывают роликовыми раскатками на тех же станках. При растачивании оставляют припуск под раскатку 0,04...0,06 мм, чтобы обеспечить необходимый размер под палец. Процесс раскатки улучшает на два-три класса шероховатость поверхности и увеличивает прочность посадки втулки на 70...80%. Изношенные втулки верхней головки шатуна, если позволяет конструкция, восстанавливают меднением наружной и внутренней поверхностей или осадкой. 2.2.1 Анализ дефектов Анализ проводится с целью выявления для целесообразности устранения дефектов детали. Необходимо произвести оценку степени влияния каждого дефекта на эффективность и безопасность использования детали с учетом назначения и конфигурации, показателей ее качества, режимов и условий эксплуатации. Критическим называется дефект, при наличии которого использование детали по назначению практически невозможно или исключается в соответствии с требованиями безопасности. Значительным называется дефект, который существенно влияет на использование детали по назначению и на ее долговечность, не является критическим. Малозначительным называется дефект, который не оказывает существенного влияния на использование детали по назначению и ее долговечность. Определенные сочетания дефектов, каждый из которых при отдельном его рассмотрении является малозначительным или значительным, могут быть эквивалентны критическому дефекту. Из этого следует, что изношенная деталь должна выбраковываться не только в случае, когда размер одной из ее поверхностей превышает допустимый для ремонта, но и когда совокупность нескольких дефектов (малозначительных и значительных) делает ее восстановление экономически нецелесообразным. На основе анализа дефектов разрабатывают ремонтные чертежи, которые служат рабочими конструкторскими документами, предназначенными для разработки технологических процессов восстановления деталей. Таблица 2.1 - Анализ дефектов детали и требований, предъявляемых к отремонтированной детали
2.3 Последовательность дефектации и составление дефектовочной ведомости 2.3.1 Последовательность дефектации Оси отверстий нижней и верхней головок шатуна должны лежать в одной плоскости и быть параллельными друг другу. Допускаемые отклонения положений осей шатуна на 100 мм длины шатуна: при изгибе - 0,4 мм, а при скручивании - 0,6 мм. Очень важными операциями при ремонте шатунов автомобильных двигателей являются проверка шатунов на прямолинейность, скрученность и наличие двойного изгиба, рисунок 4, а также правка шатунов в случае необходимости. 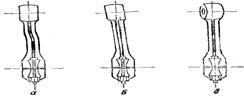 а – двойной изгиб; б - изгиб; в - скрученность Рисунок 4 - Схема различных деформаций шатунов Проверку шатунов в процессе ремонта, как правило, проводят 3 раза. После соединения поршня с шатуном проводят четвертую проверку для установления правильности сборки. Первый раз проверяют отремонтированный шатун перед запрессовкой втулки в верхнюю головку и до заливки баббитом установки вкладышей нижней головки. Второй раз проверяют шатун после запрессовки и подгонки по поршневому пальцу втулки верхней головки. Третий раз шатун проверяют уже после заливки и растачивания нижней головки установки вкладышей. 2.3.2 Правка шатунов Правку шатунов проводят 2 раза. Первую правку выполняют после первой проверки, вторую правку - после второй проверки, но только в том случае, если погнутость или скрученность не будет превышать 0,3 мм на 100 мм длины шатуна. Если после второй проверки будет установлено отклонение более 0,3 мм, то в этом случае шатун не правят, а заменяют втулку. При исправлении погнутости или скрученности и для предохранения от повторной деформации шатуна во время работы его следует перегибать несколько больше, чем это необходимо, а затем уже доводить до нормы, изгибая его в обратную сторону. В процессе работы выправленные шатуны вновь несколько деформируются в результате внутренних напряжений, создавшихся при правки. Для снятия этих напряжений выправленный шатун следует нагреть до 150-200 о С и выдержать его при этой температуре в течение 2-3 часов. В настоящей работе эта операция опущена. | |||||||||||||||||||