БУрение скважин с применением технологии колтюбинга. КОЛТЮБИНГ. Проблемы, которым посвящена эта работа, в равной степени относятся и к бурению, и к подземному ремонту, и к исследованию скважин
 Скачать 397.13 Kb. Скачать 397.13 Kb.
|

|
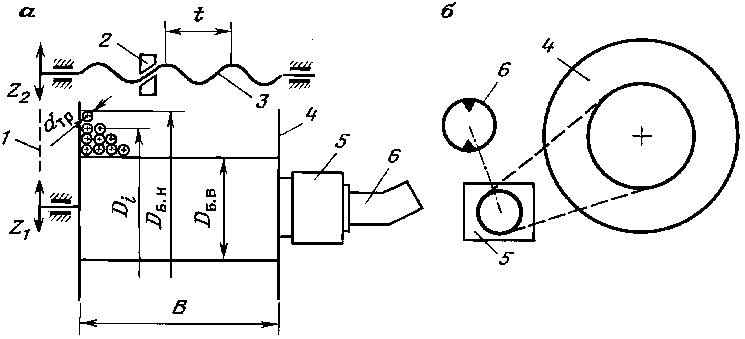
Усилие, развиваемое транспортером, при работе двух гидромоторов при их номинальном давлении P = 2Мкр.ном/R, где Мкр.ном – крутящий момент на валу каждой из ведущих звездочек транспортера; R – радиус звездочки (R = 114 мм). Момент Мкр.ном = Мг.м.номi, где Мг.м.ном – крутящий момент, развиваемый гидромотором, при номинальном давлении, i – передаточное число редуктора, установленного между гидромотором и звездочкой (i = 24). При работе гидромотора с перепадом давления, отличающимся от номинального значения, крутящий момент, развиваемый гидромотором, Мг.м = Мг.м.номРг/Рном, где Рном – давление, соответствующее номинальному крутящему моменту на валу гидромотора; Рг – рабочее давление в гидроприводе. Аналогичные зависимости имеют место и для страгивающего момента. Окончательно усилие, развиваемое транспортером при постоянном движении (при номинальном режиме работы гидромотора), P = 2Мг.м.номi/R = 234224/0,114 = 144 кН. Усилие, действующее на гибкую трубу при страгивании, P = 2Мг.м.стрi/R = 225824/0,114 = 108,63 кН. 3.2. Барабан (лебедка) Определение емкости барабана Емкость барабана определяется его габаритами и диаметром гибкой трубы, наматываемой на него (рис. 16, а). Габариты барабана – внутренний Dб.в и наружный Dб.н диаметры, длина рабочей части Lб. При проектировании внутренний диаметр барабана устанавливают, исходя из опыта эксплуатации аналогичных установок, обычно Dб.в = 1600 мм для труб диаметром 25 мм, наружный диаметр принят из конструктивных соображений – возможности установки барабана на конкретное автомобильное шасси – Dб.н = 1900 2400 мм, длина рабочей части барабана Lб = 1200 мм. Число рядов труб, наматываемых на барабан, определяют по формуле Z = (Dб.н – Dб.в)/2dтр, откуда Z = (1900 – 1600)/225 = 6. Число витков трубы, намотанной на барабан в одном ряду, i = [Lб/(dтр + as)] – 1, где as – сумма допуска на овальность трубы и зазора между трубами (as = 1 мм), отсюда i = [1200/(25 + 1)] – 1 = 45. Емкость барабана рассчитывают по формуле L = iZ(Dб.в + dтрZ) = 3,14456(1600 + 256) = 1483 м. Масса трубы, намотанной на барабан, Mтр = Lqтр, где qтр – масса 1 м трубы. Для 1 м трубы при ее диаметре 25 мм и толщине стенки 2 мм qтр = 1,435 кг, а соответственно при 33 мм и 3 мм qтр = = 2,808 кг. Для труб диаметрами 25 и 33 мм их массы соответственно будут Mтр = 14831,435 = 2128 кг; Mтр=14832,808 = 4164 кг.
Механизм укладчика трубы на барабан обеспечивает ее плотную регулярную намотку без образования пережимов и петель. При работе в штатном режиме перемещение каретки укладчика должно быть синхронизировано с вращением барабана. Подобная система принята во всех агрегатах, производимых в США и Канаде (см. рис. 16). На ряде установок работой укладчика трубы на барабан оператор управляет вручную. В таких условиях он должен концентрировать свое внимание на приборах пульта управления, поэтому подобную конструкцию следует считать не соответствующей современному уровню развития оборудования данного типа. В то же время механизм укладчика должен обеспечивать возможность ручной корректировки укладки трубы, что обусловлено, например, неизбежным смещением наружных витков при транспортировании агрегата со скважины на скважину, отклонением наружного диаметра от номинального из-за смятия трубы, погрешности ее изготовления и т.д. Кинематическая схема укладчика включает (см. рис. 16) каретку, установленную на ходовом винте с шагом t, цепную передачу (или передачи) с передаточным отношением i, обеспечивающую синхронизацию движения каретки и барабана. Ведомая звездочка цепной передачи соединена с ходовым винтом посредством кулачковой муфты. Ходовой винт также имеет привод от гидромотора, вал которого соединен с ходовым винтом через редуктор. Условие согласования перемещения каретки и вращения барабана следующее: один оборот барабана должен соответствовать перемещению каретки на величину, равную диаметру гибкой трубы. Частота вращения ходового винта nх.в = nб(Z1/Z2), где nб – частота вращения барабана; Z1, Z2 – число зубьев соответственно ведущей и ведомой звездочек (Z1/Z2 = i). Перемещение каретки по ходовому винту s = tnх.в = tnбZ1/Z2. За один оборот барабана каретка должна переместиться на величину диаметра укладываемой трубы, т.е. s = dтр. Тогда dтр = t(Z1/Z2) = ti. Таким образом, кинематические характеристики укладчика трубы не зависят от емкости барабана и числа рядов труб на нем, а определяются только шагом винта укладчика и передаточным отношением синхронизирующей цепной передачи. 3.4. Привод Привод включает в себя двигатель, обеспечивающий энергией все системы агрегата, и трансмиссию. В зависимости от параметров агрегата принято использовать следующие схемы приводов: а) для легких установок – двигатель транспортной базы, т.е. ходовой двигатель серийного автомобильного шасси; б) для средних и тяжелых установок используют один из двух вариантов: – палубный двигатель при выполнении агрегата на прицепе, транспортируемом обычным автомобилем-тягачом. При этом число блоков, когда каждый смонтирован на отдельном прицепе, а в целом составляющих единый комплекс, может быть равно двум или трем; – двигатель, мощность которого определяется согласно условию обеспечения энергией агрегата при монтаже его на специально спроектированном автомобильном шасси. При этом для передвижения используют двигатель агрегата. По существу данный двигатель является палубным, который применяют в качестве ходового. Как и в предыдущем случае, агрегат представляет комплекс, состоящий из двух-трех автономно передвигающихся устройств. Наиболее простой и рациональной является кинематическая схема легкого агрегата при условии его полной гидрофикации. Последнее позволяет компоновать оборудование агрегата исходя из оптимальных условий взаимного расположения его компонентов как для обеспечения функционирования агрегата на скважине, так и для выполнения требований, предъявляемых к нему как к транспортному средству. При использовании стандартного автомобильного шасси кинематическая схема установки включает (рис. 17) ходовой двигатель 1, коробку перемены передач 3, коробку отбора мощности 4 (все перечисленные узлы являются неотъемлемой частью шасси), вал отбора 5 мощности, раздаточный редуктор 4, на котором закреплены насосы гидросистемы 6 (число последних определяется особенностями гидравлической схемы агрегата), передний мост 9 и заднюю тележку 8. В зависимости от типа шасси и конструкции агрегата кинематическая схема раздаточного редуктора может быть последовательной, параллельной или комбинированной. Последовательная схема предполагает передачу энергии от ведомого вала последовательно через все ступени зубчатой передачи. В этом случае первая ступень передает полную мощность, а каждая последующая – часть ее, за исключением отобранной на предыдущем валу. Параллельная схема предполагает поступление энергии от одного ведущего вала к нескольким ведомым. При этом каждая пара шестерен передает только ту энергию, которая необходима для вращения ведомым валом соединенных с ним насосов. Комбинированная схема основана на совместном использовании двух предыдущих вариантов. Применение той или иной схемы устанавливается прежде всего по наличию свободного места на шасси транспортной базы и возможной конфигурации раздаточного редуктора. С точки зрения достижения необходимых весовых параметров и показателей надежности наилучшей является схема с параллельными потоками энергии, поскольку она позволяет обеспечивать наиболее благоприятный режим нагружения основных деталей редуктора. Мощность, передаваемая к гидроприводу установки, зависит от осуществляемых им функций при выполнении конкретных операций.
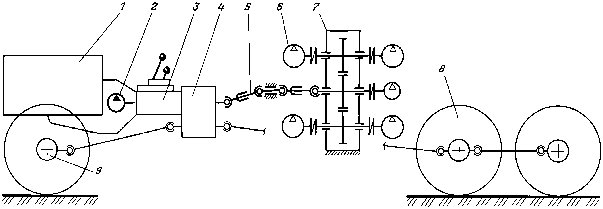
Рис. 17. Кинематическая схема агрегата ПРС легкого типа:1 – ходовой двигатель автомобильного шасси; 2 – насос масляный, входящий в состав силового агрегата шасси; 3 – коробка перемены передач шасси; 4 – коробка отбора мощности; 5 – карданный вал отбора мощности; 6 – насос гидросистемы агрегата; 7 – раздаточный редуктор; 8 – задняя тележка шасси; 9 – передний мост шасси. Вспомогательные операции заключаются в приведении в действие гидравлических домкратов агрегата и привода грузоподъемных устройств, работающих при развертывании и свертывании установки. К основным операциям относятся следующие. Перемещение колонны гибких труб. Можно выделить несколько основных режимов при перемещении труб, например, их движение с максимальной и минимальной скоростью, которые отличаются в 10 – 15 раз и соответственно определяют величины необходимых мощностей. По затрачиваемой мощности следует выделить движение колонны вниз и вверх. В первом случае необходимое давление рабочей жидкости, определяемое настройкой тормозного клапана, минимально. Кроме того, в процессе спуска труб транспортер должен обеспечить усилие, требуемое для разматывания трубы с барабана и перемещения ее через укладчик и канал транспортирования. При этом необходимая мощность минимальна и ее в общем балансе можно принимать равной нулю. Максимальное усилие при перемещении труб будет иметь место при ходе вверх и определяться весом колонны труб и силами трения. Отметим, что термин "максимальное усилие" не означает максимального усилия, на которое рассчитан транспортер и которое он должен обеспечивать при возникновении аварийной ситуации. К последней следует отнести случай прихвата колонн гибких труб. При возникновении подобной ситуации перемещение последней осуществляется на минимальной скорости. Наматывание (разматывание) трубы на барабан. При наматывании трубы на барабан привод должен обеспечивать его вращение с крутящим моментом, необходимым для деформирования трубы в процессе ее проводки по всей длине канала. Величина этого момента зависит от диаметра, толщины стенки и прочностных свойств гибкой трубы, но на нее не влияет скорость подъема КГТ. Частота вращения барабана определяется скоростью перемещения трубы транспортером. При проведении расчетов следует учитывать ее максимальную величину. При спуске трубы в скважину и сматывании ее с барабана привод не затрачивает энергию на эти процессы. Барабан раскручивается за счет натяжения трубы, создаваемого транспортером. Нагнетание технологической жидкости в колонну гибких труб. При спуске и подъеме колонны, а также выполнении технологических операций по удалению пробок или бурении в колонну подается технологическая жидкость. Независимо от длины колонны, спущенной в скважину, гидродинамические потери в колонне постоянны и определяются ее длиной. Влиянием кривизны труб, намотанных на барабан, при проведении большинства расчетов можно пренебречь. При проведении технологических операций насос, подающий жидкость, должен преодолевать еще и перепад давления на забойном двигателе либо на гидромониторной насадке. Подъем и спуск колонны можно выполнять не при максимальной подаче технологической жидкости, а при некотором минимально возможном ее значении, обеспечивающем безопасное выполнение работ. Поэтому при расчетах принимают и минимальную, и максимальную величины подачи. Для определения необходимой мощности приводного двигателя дан сравнительный анализ мощностей, потребляемых основными узлами агрегата, при выполнении различных технологических операций, качественные оценки которых приведены ниже:
Мощность приводного двигателя необходимо определять в зависимости от конкретных значений параметров агрегата и номенклатуры технологических операций, выполняемых им. Как показано выше, параметрический ряд агрегатов подземного ремонта скважин, работающих с колонной гибких труб, должен состоять из трех-четырех типоразмеров. Сделанные расчеты позволили определить мощности, необходимые для выполнения операций при различных параметрах агрегатов. Их результаты представлены на специальной гистограмме, из которой следует, что в случае использования стандартной транспортной базы – автомобильного шасси грузоподъемностью 12 – 16 т, серийно выпускаемого промышленностью, с мощностью двигателя 130 – 180 кВт максимальный диаметр колонны труб составляет 33 мм, а длина – 2000 м. С помощью транспортной базы такого агрегата можно обеспечить выполнение всех необходимых технологических операций. Для создания мощных агрегатов необходимы технические решения, базирующиеся на применении либо специальных транспортных средств, либо прицепов, оборудованных палубными двигателями. 4. Колонна гибких труб 4.1. Мировой опыт применения колонн гибких труб Впервые массовое использование гибких труб большой длины было осуществлено при проведении операции по форсированию Ла-Манша при высадке союзных войск во Франции во время второй мировой войны. Для обеспечения снабжения войск горючим было развернуто 23 нитки трубопроводов по дну пролива: 6 трубопроводов были стальными с внутренним диаметром 76,2 мм, а остальные имели композиционную конструкцию – внутри слой из свинца, снаружи стальная оплетка. Укладку стальных трубопроводов проводили с плавучих катушек диаметром порядка 12 м. На них были намотаны секции трубопроводов длиной 1220 м. Каждая секция, в свою очередь, состояла из сваренных встык труб длиной 6,1 м. Подобная технология была положена в основу изготовления колонн гибких непрерывных труб в начальный период проведения работ на промыслах. Впервые это осуществила компания "Creat Lakes Steel Co." (США) в 1962 г. Трубы диаметром 33,4 мм с толщиной стенки 4,4 мм сваривали в атмосфере инертного газа встык из 15 кусков. Изготовленную трубу наматывали на катушку с диаметром сердечника 2,7 м. Технологию создания гибких труб все время совершенствовали и отрабатывали, но только к концу 70-х годов их качество стало соответствовать требованиям, необходимым для проведения работ на нефтепромыслах. Параллельно специалисты Канады создавали гибкие трубы для бурения скважин. К 1976 г. фирмой "Flex Tube Service Ltd." была изготовлена и использована при проведении буровых работ гибкая колонна из стали диаметром 60,3 мм, которая наматывалась на катушку с диаметром сердечника около 4 м и состояла из сваренных встык 12-метровых труб. Вскоре специалисты этой же фирмы изготовили колонну бурильных труб диаметром 60,3 из алюминия. Работы по созданию труб подобной конструкции были прекращены из-за их низкой прочности, при которой спуск на глубину колонны возможен лишь до 900 м. Основное внимание изготовителей труб было сосредоточено на отработке технологии, которая могла бы обеспечить как можно большую длину отдельных плетей и таким образом сократить число поперечных стыков, а также на совершенствовании конструкции самого стыка. К 1983 г. благодаря использованию заготовок ленты из Японии специалистам фирмы "Quality Tubing Inc." (США) удалось увеличить длину плетей до 900 м. Стыки отдельных плетей выполняли еще до поступления ленты в трубогибочную машину, что позволило существенно повысить качество труб. При этом наружный диаметр последних был увеличен до 89 мм. К 1991 г. глубина спуска КГТ увеличилась до 5200 м, а в 1995 г. был начат выпуск труб с наружным диаметром 114,3 мм . 4.2. Материалы, применяемые для изготовления колонны В настоящее время большинство гибких труб изготавливают из стали обычной малоуглеродистой, низколегированной и нержавеющей. Небольшое количество труб производят и из других металлов, например, сплавов титана. К малоуглеродистым относится сталь А-66 типа 4 со следующим химическим составом:
Эта сталь характеризуется следующими прочностными и деформационными показателями:
Улучшение прочностных показателей трубы может быть достигнуто за счет использования высокопрочных низколегированных сталей, подвергаемых термообработке, включающей закалку и отпуск. Химический состав сталей отличается повышенным содержанием хрома и молибдена, обеспечивающих способность стали принимать закалку. Прочность труб из низколегированных сталей выше малоуглеродистых на 40 % (предел текучести 690 – 760 МПа) при сохранении пластических свойств. К преимуществам труб, изготавливаемых из низколегированных сталей, следует отнести их высокую прочность при статических и циклических нагрузках. Однако их недостатком является сложность ремонта в промысловых условиях, так как выполнение сварочных работ приводит к местному отпуску и снижению предела текучести до 550 МПа. В качестве примера использования нержавеющей стали для изготовления труб можно привести сталь 08Х18Н10Т (ГОСТ 5632–72). В начале 90-х годов для производства труб стали использовать титан и его сплавы, что позволило, с одной стороны, улучшить их прочностные характеристики, а с другой, повысить надежность, поскольку титановые, как и алюминиевые трубы, изготавливают методом экструзии, что позволяет исключить продольный шов. Сплавы титана имеют следующие механические свойства:
4.3. Технология изготовления гибкой трубы В настоящее время наиболее крупными изготовителями гибких труб за рубежом являются следующие компании: "Precision Tube Technology", "Quality Tubing Inc.", "Southwestern Pipe Inc.". В 1989 г. в производство были внедрены цельнопрокатные трубы с минимальным количеством поперечных швов. В результате дефекты, связанные с образованием свищей, сократились до минимума. Например, компания "Quality Tubing Inc." контролирует качество каждого сварного шва, присваивает ему соответствующий идентификационный номер и в случае потери герметичности выплачивает страховую сумму для устранения дефекта. Технология изготовления труб из малоуглеродистых и низколегированных сталей состоит из следующих этапов: а) вначале из рулонов тонколистовой стали необходимой толщины вырезают непрерывные ленты, ширина которых соответствует длине окружности образующей готовой трубы. Длина полос определяется возможностями прокатных станов производителей листа. Для США она соответствует 570 м, для Японии – 900 – 1000 м; б) отдельные ленты сваривают встык, причем листы соединяют либо наискосок, либо "ласточкиным хвостом". Швы зачищают, поверхность обрабатывают механически и термически. После этого качество сварочных швов проверяют с помощью дефектоскопии; в) полученную стальную ленту направляют в трубопрокатный стан, где она проходит между валками, формирующими из нее трубу. Для соединения кромок последней применяют кузнечную сварку в атмосфере инертного газа – кромки трубы нагревают с помощью индуктора, а затем прижимают друг к другу валками; г) с наружной поверхности трубы механическим способом удаляют сварочный грат и зачищают стык; д) зону сварочного шва подвергают отпуску и последующему охлаждению; е) проверяют качество шва; ж) трубу пропускают через калибровочный стан и подвергают окончательной термообработке – среднему отпуску с последующим охлаждением на воздухе и в ванне. В результате выполнения указанных операций происходит образование перлитовой и ферритовой структуры металла. Готовую трубу наматывают на транспортную катушку или барабан установки, в которой ее предполагают использовать. Особенности технологии изготовления трубы из низколегированной стали заключаются в том, что после калибровки колонну подвергают закалке и последующему отпуску. В результате материал приобретает мартенситную структуру. 4.4. Механизм разрушения гибких труб и основные результаты их эксплуатации В настоящее время несмотря на большой объем накопленной информации о работе КГТ отсутствует общая теория, объясняющая механизм их разрушения в процессе эксплуатации. Наличие подобной теории необходимо для правильной оценки ресурса труб и возможностей прогнозирования их долговечности в промысловых условиях. При нормальной работе КГТ, отсутствии заводского брака и нештатных ситуаций при эксплуатации их долговечность определяется количеством циклов спуска-подъема до потери герметичности. К параметрам режима их работы следует отнести минимальный диаметр барабана Dб или направляющих, на которых происходит изгиб труб, давление технологической жидкости pж в трубе, ее диаметр dтр и толщину стенки тр, а также максимальную глубину спуска КГТ. Кроме того, на долговечность трубы оказывают влияние условия работы и ее состояние. К ним относятся наличие механических повреждений и коррозия. Однако они носят случайный характер и в данной работе не рассматриваются. Анализ перечисленных параметров сразу приводит к выводу о сложности их описания, регистрации и анализа. Это объясняется и уникальностью режимов ведения работ на каждой скважине, и многообразием вариантов нагружения КГТ даже при проведении одного подземного ремонта скважины. Кроме того, в чисто техническом плане сложность представляет регистрация условий работы трубы в процессе проведения всего комплекса операций – спуск колонны, выполнение технологических операций и ее подъема. Например, даже такая простая в технологическом отношении операция, как промывка скважины, сопровождается периодической остановкой КГТ, подъемом ее на небольшую величину, повторным спуском и т.д. При этом изменяются давление технологической жидкости, прокачиваемой через трубы, температуры окружающей среды и жидкости и т.д. Существенное влияние на интересующие показатели оказывают также срок и условия хранения трубы до ввода ее в эксплуатацию. Тем не менее, необходимо прогнозировать срок службы трубы в конкретных условиях и иметь методики расчетов ее долговечности. Сложность создания подобной теории определяется прежде всего тем, что в настоящее время отсутствуют методики расчета деталей в условиях малоциклического нагружения, материал которых работает за пределом упругости, так как в подобных условиях нагружения не работает ни одна из деталей, применяемых в отраслях гражданского и военного машиностроения. В зависимости от конкретных условий работы гибкой трубы и режима эксплуатации агрегата опасными сечениями являются места перегибов трубы в зонах пластического деформирования при взаимодействии с барабаном, направляющим устройством и выходе из транспортера на вертикальном участке. Возможен изгиб трубы с образованием пластических деформаций и в транспортере, однако подобные случаи встречаются лишь при работе неопытного оператора. При деформации трубы в точках, наиболее удаленных от нейтральной линии изгиба, возникают максимальные напряжения. При определенном соотношении наружного диаметра трубы и радиуса ее изгиба напряжения могут превысить предел упругости. Радиус изгиба, соответствующий переходу материала трубы из упругого состояния в пластическое, определяется по формуле R = Edтр/2т, где Е – модуль упругости материала трубы. При пределе упругости (для простоты расчетов его принимают равным пределу текучести) 480 МПа минимальные радиусы изгибов будут следующими:
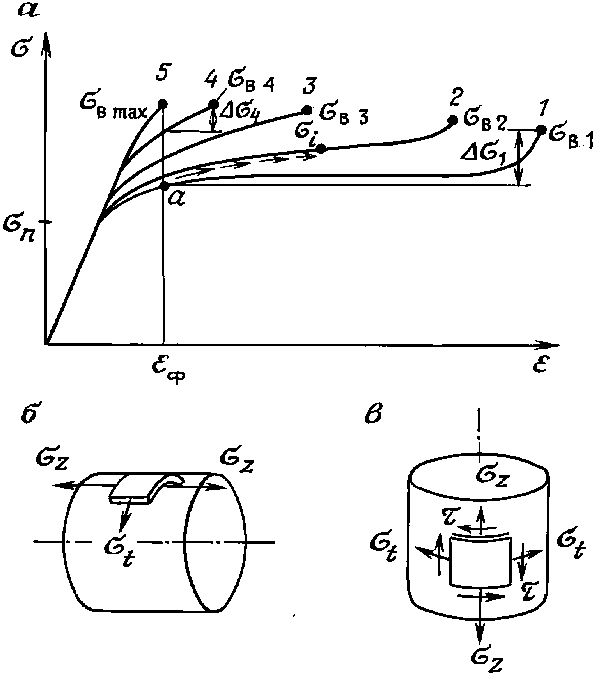
Из описания конструкций агрегатов и их основных узлов, очевидно, следует, что при существующих габаритах установок и реальных размерах деталей и узлов тракта, по которому проходит гибкая труба, радиусы ее изгиба намного меньше приведенных выше, и поэтому, возникновение пластических деформаций неизбежно. С учетом этого и будем рассматривать вопросы прочности гибкой трубы согласно теории пластичности, поскольку напряжения, действующие в опасном сечении, превышают предел пропорциональности. Процесс работы материала КГТ в течение всего срока службы изделия можно охарактеризовать с помощью графиков, приведенных на рис. 18.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||