Проектирование электроснабжения инструментального цеха
 Скачать 2.45 Mb. Скачать 2.45 Mb.
|

|
Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение высшего образования «Российский государственный профессионально-педагогический университет» ПРОЕКТИРОВАНИЕ ЭЛЕКТРОСНАБЖЕНИЯ ИНСТРУМЕНТАЛЬНОГО ЦЕХА Выпускная квалификационная работа бакалавра направления подготовки 44.03.04 Профессиональное обучение (по отраслям) Идентификационный код ВКР: 638 Екатеринбург 2017 Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение высшего образования «Российский государственный профессионально-педагогический университет» Институт инженерно-педагогического образования Кафедра электрооборудования и энергоснабжения К ЗАЩИТЕ ДОПУСКАЮ: Заведующая кафедрой ЭС ______________А.О. Прокубовская « _____ » ________________ 2016 г. ПРОЕКТИРОВАНИЕ ЭЛЕКТРОСНАБЖЕНИЯ ИНСТРУМЕНТАЛЬНОГО ЦЕХА Выпускная квалификационная работа бакалавра направления подготовки 44.03.04 Профессиональное обучение (по отраслям) профиля подготовки «Энергетика» профилизация «Энергохозяйство предприятий, организаций, учреждений и энергосберегающие технологии» Идентификационный код ВКР: 638 Исполнитель: студент(ка) группы ЗЭС-403С_________________Д.В. Возломитель Руководитель: ст. преподаватель кафедры ЭС_________________Ю.А. Юксеев Нормоконтролёр: ст. преподаватель кафедры ЭС_________________Т.В. Лискова Екатеринбург 2017 СОДЕРЖАНИЕ
3 БР.44.03.04.638.2017 5. Расчет капиталовложений в электрохозяйство цеха 41 6. Разработка инструкции по монтажу концевых кабельных муфт 45 ЗАКЛЮЧЕНИЕ 50 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 51 ПРИЛОЖЕНИЕ А 54 ПРИЛОЖЕНИЕ Б 55 ПРИЛОЖЕНИЕ В……..…………………………………………………………56 ПРИЛОЖЕНИЕ Г………………………………………………………………..57 4 БР.44.03.04.638.2017 РЕФЕРАТ Выпускная квалификационная работа выполнена на 61 странице, со-держит 5 рисунков, 10 таблиц, 24 источник литературы. Ключевые слова: ГЕНЕРАЛЬНЫЙ ПЛАН ЦЕХА, АНАЛИЗ НАГРУ-ЗОК, РЕКОНСТРУКЦИЯ ОСВЕЩЕНИЯ, КОМПЕНСАЦИЯ РЕАКТИВНОЙ МОЩНОСТИ, ВЫБОР СЕЧЕНИЙ ПРОВОДНИКОВ, РАСЧЕТ ТОКОВ К.З., ТЕХНИКО-ЭКОНОМИЧЕСКИЙ РАСЧЕТ, ЗАЗЕМЛЕНИЕ, МОЛНИЕЗАЩИТА, МЕТОДИЧЕСКАЯ ЧАСТЬ. Объектом исследования выпускной квалификационной работыявляется проектирование электроснабжения инструментального цеха. машиностроительного предприятия, с учетом модернизации оборудования и реконструкции освещения. Предметом исследования является электрооборудованиеинструментального цеха, выбор коммутационной аппаратуры и средств селективной защиты. Целью выпускной квалификационной работы является спроектироватьсистему электроснабжения инструментального цеха отвечающую всем правилам и стандартам. Задачи: произвести расчет нагрузок силовой частиэлектрооборудования; расчет освещения, и последующая модернизация; выбор трансформатора подстанции цеха; выбор схемы электроснабжения цеха; разработка безопасной эксплуатации оборудования; реконструкция цехового освещения. Произведен расчет токов короткого замыкания и расчет коммутационного оборудования по номинальным данным. Рассмотрены вопросы безопасности, экологичности, освещения и вентиляции рабочих помещений производственного цеха. 5 БР.44.03.04.638.2017 ВВЕДЕНИЕ Современный уровень производства требует применения самых разнообразных видов инструментов, приспособлений, штампов, моделей, пресс-форм. В процессе изготовления продукции используются и расходуются тысячи инструментов. Это, в свою очередь, оказывает существенное влияние на экономику производства. Именно от качества и прогрессивности инструмента, от рациональной организации обеспечения им рабочих мест и размера затрат на инструмент существенно зависят технико-экономические показатели производственной деятельности предприятия. Главной задачей инструментального хозяйства на предприятии (в объединении) является своевременное и бесперебойное обеспечение производства всеми видами технической оснастки, организация ее хранения, эксплуатации и ремонта. Также неотъемлемой частью на предприятии является проектирование схемы электроснабжения и освещения. Таким образом, тема данной выпускной квалификационной работы является актуальной,так как именно грамотное проектирование схемыэлектроснабжения и освещения дает наилучшие результаты при функционировании оборудования на предприятии. Объектом исследования выпускной квалификационной работыявляется система электроснабжения инструментального цеха. Предметом исследования является схема электроснабжения,заземления и освещения с подбором оптимального сечения кабельных линий учетом номинальных данных и средств защиты от коротких замыканий. Для соблюдения всех норм и стандартов производства высокоточного инструмента предприятие пошло на совершенствование электрооборудования и полную замену осветительной техники. Для этого рассмотрен вопрос создания надежной системы электроснабжения предприятия, направленный на развитие электрических сетей и 6 БР.44.03.04.638.2017 электрооборудования, автоматизированных систем управления, обеспечение быстродействия и селективности релейной защиты и оперативной автоматики, автоматизацию измерений и учета электроэнергии, внедрение новейшего электрооборудования. Целью выпускной квалификационной работы является проектированиесистемы электроснабжения, отвечающей всем требованиям безопасности и правилам при эксплуатации электроустановок с учетом дальнейшей модернизации производства и полной реконструкции освещения цеха. Для достижения данной цели перед нами были поставлены следующие задачи: собрать данные по нагрузкам инструментального цеха; рассчитать параметры внутрицехового освещения; произвести расчет токов короткого замыкания для электрооборудования; выполнить выбор схемы и конструктивное выполнение; внутрицехового электроснабжения 1кВ; произвести расчет и составить схема заземления инструментального цеха. Решение поставленных задач проводилось с привлечением следующих методов: метод обобщения анализируемой литературы; метод сравнения и систематизации информации; описательный метод; метод теоретического анализа и синтеза; Новизна нашей выпускной работы состоит в оптимизации расходовпредприятия на освещение и внедрение для предприятия новейших энергосберегающих технологий. Список использованной литературы включает 24 наименования. 7 БР.44.03.04.638.2017 ХАРАКТЕРИСТИКА ОБЪЕКТА Для выпускной квалификационной работы был предложен инструмен-тальный цех машиностроительного предприятия. Мощности объекта проектирования включает в себя: участок шлифовальных, токарных, сверлильных, заточных станков. На которых производится изготовление специализированной оснастки и нормального режущего, измерительного, вспомогательного инструмента. инструментальном цехе для повышения эффективности производительности, планируется замена устаревшего и изношенного оборудования новым более производительным. В связи с этим необходимо спроектировать новую систему электроснабжения с применением нового оборудования и отвечающую современным техническим требованиям. Необходимо произвести расчет и выбор оборудования освещения на рабочих местах обслуживающего персонала с учетом более жестких требований и норм, а также дальнейшая замена на более экономичные источники светового излучения. Производственная программа цеха Как правило, машиностроительные заводы должны получать весь необходимый нормальный и отчасти специальный инструмент со специализированных инструментальных заводов, где его изготовление ведется методами массового и крупносерийного производства. Инструментальные цехи, входящие в состав машиностроительных или других металлообрабатывающих заводов различного профиля, являются вспомогательными; они не должны изготовлять нормальный инструмент или изготовляют его в ограниченном количестве. Каждый такой инструментальный цех обслуживает свой завод и изготовляет, ремонтирует и восстанавливает для него специальный (необходимый для данного производства) режущий, измерительный и 8 БР.44.03.04.638.2017 вспомогательный (крепежно-зажимной) инструмент; а также ремонтирует и восстанавливает нормальный инструмент; изготовляет и ремонтирует приспособления для станочных, сборочных и контрольных работ, штампы, деревообрабатывающие инструменты, металлические модели, кокили, подмодельные плиты и прессформы (формы для отливки металлических изделий под давлением и отливки из пластмасс); ремонтирует пневматические инструменты и приборы. Для рационального использования изношенного инструмента следует включать в производственную программу цеха восстановление такого инструмента, причем для выполнения этих работ должна быть составлена определенная программа. В числе работ по восстановлению изношенного или поломанного инструмента входят: перешлифовка изношенного режущего (сверла, зенкеры, развертки и др.), штампового и измерительного инструмента на другие размеры; хромирование изношенных поверхностей измерительного инструмента и изношенных поверхностей направляющих частей других видов инструмента (разверток, протяжек и др.) электронаплавка и газовая наплавка режущего инструмента (фрез, протяжек, резцов и др.); сварка поломанного инструмента; использование непригодного инструмента в качестве заготовок для изготовления инструмента меньшего размера путем кузнечной и механической обработки после предварительного отжига. 9 БР.44.03.04.638.2017 ЭЛЕКТРОСНАБЖЕНИЕ ОБЪЕКТА Снабжение инструментального цеха электроэнергией осуществляется ОАО «МРСК Урала» межрегиональная распределительная компания Урала. До цеховой КТП напряжение идет по кабелю АВБбШв 4х240 L=530м, проложенному под землей с подстанций, расположенной на территории предприятия. Передача электроэнергии, в цехе по плану, должна выполняется от шинопровода соединенным с силовым пунктом распределения энергии, далее вся система коммутируется в один единый узел через предохранители. По степени надежности электроприемники относятся к III категории . Задачей системы электроснабжения инструментального цеха является оптимальный выбор проводников электрической энергии электрического питания, которым является главная понизительная подстанция, к комплектной трансформаторной подстанции цеха с компенсаторами реактивной мощности, для дальнейшего распределения энергии по электрооборудованию цеха и хозяйственным помещениям. Схема сетей должна удовлетворять требования надежности, экономичности, безопасности, удобства в эксплуатации, дальнейшего развития, обеспечивать необходимое качество энергии у потребителей и экономическую чистоту, т.е. малое влияние на окружающую среду. При проектировании систем электроснабжения необходимо использовать надежные простые схемы построения электрических сетей. 2.1 Анализ нагрузок инструментального цеха На данное время производство инструментальной продукции для пред-приятия является основой для снижения себестоимости продукции, так как, при производстве собственного инструмента качество продукции, характери- 10 БР.44.03.04.638.2017 стика и цена, отвечает всем требованиям и стандартам данного предприятия, значительно сокращается время доставки до цеха в котором необходим тот или иной инструмент и средства затраченные на поиск необходимых постав-щиков. Проектируемое предприятие является средним по мощности, и имеет единый инструментальный цех с соответствующими участками, специализи-рующимися на определенных видах работ. Так же в цехе находятся электро-приёмники II и III категории надежности. Исходные данные цеха представлены в таблице 1 Таблица 1-Исходные данные цеха
Окончание таблицы 1 11 БР.44.03.04.638.2017
Характеристики условий среды III категорий надежности: Группа подготовки и нормалей, Механическая группа холодных штампов, Механическая группа горячих штампов, Отделение электроэрозионных станков, Группа энергетика, Механическая группа прессформ, Слесарная группа механика, Бытовые помещения, склады. План цеха с расположением оборудования представлен на рисунке 1 12 БР.44.03.04.638.2017 А 12000 Б 12000 В
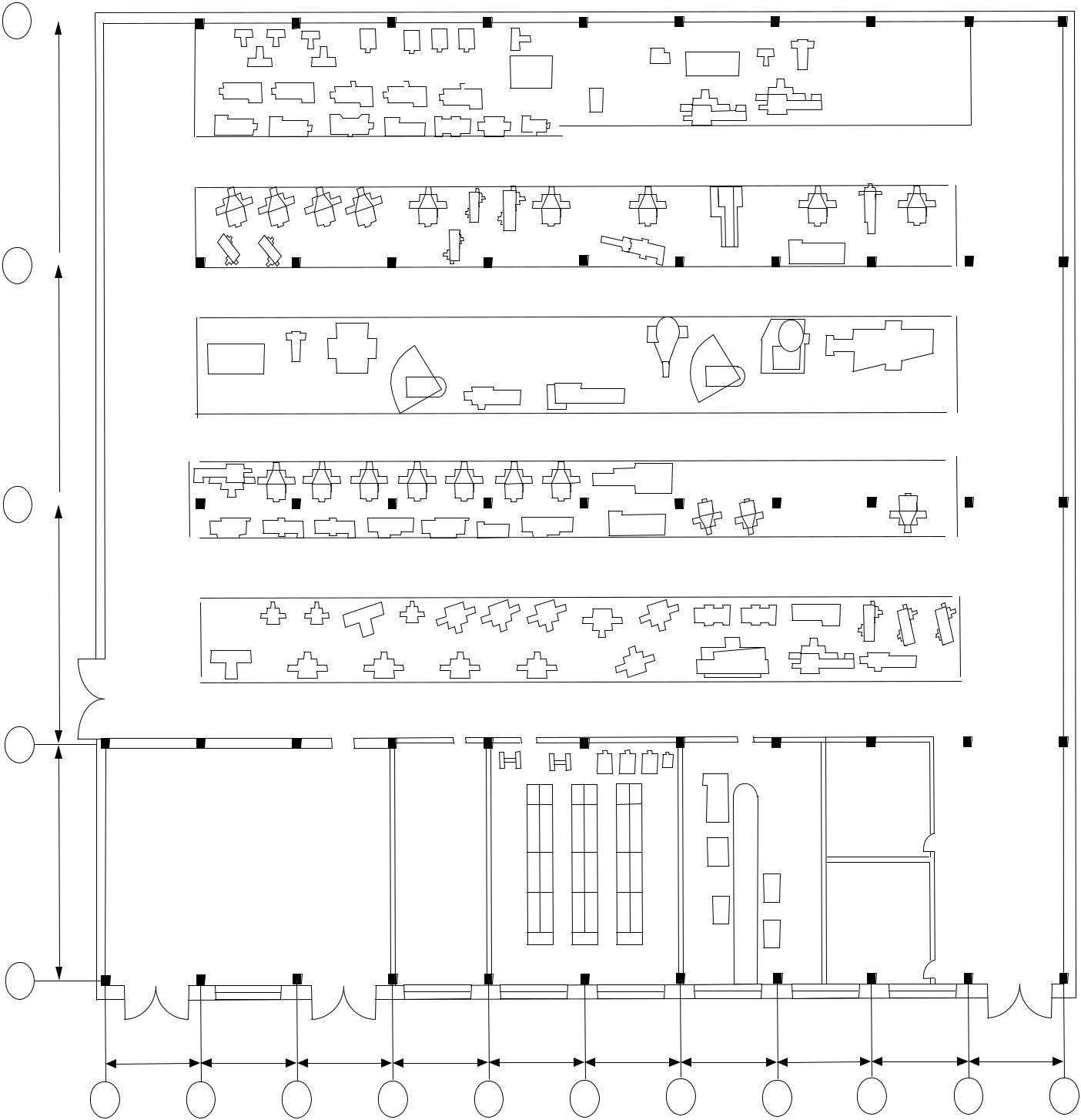 12000
Рисунок 1 – Генеральный план цеха 13 БР.44.03.04.638.2017 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||