Диплом Проектирование технологического процесса изготовления дет. Проектирование технологического процесса изготовления детали Переходник
 Скачать 3.04 Mb. Скачать 3.04 Mb.
|

 Департамент образования города Москвы Департамент образования города МосквыГосударственное бюджетное профессиональное образовательное учреждение ГОРода Москвы образовательный комплекс «ЮГО-ЗАПАД» «Утверждаю» Руководитель ТСП Севастопольское ___________ / А.М. Щукин / « __» ___________ 2020 г. Выпускная квалификационная работа (дипломный проект) Тема: Проектирование технологического процесса изготовления детали «Переходник» ОК ЮЗ 15.02.08 230.000 ПЗ
Департамент образования города Москвы Государственное бюджетное профессиональное образовательное учреждение ГОРода Москвы образовательный комплекс «ЮГО-ЗАПАД»
ЗАДАНИЕ НА ВЫПУСКНУЮ КВАЛИФИКАЦИОННУЮ РАБОТУ (дипломный проект)
Тема: Проектирование технологического процесса изготовления детали «Переходник» Содержание Раздел 1. Общая часть
Введение , характеристика и принцип работы детали Раздел 2. Технологическая часть
Раздел 3. Конструкторская часть
Раздел 4. Экономическая часть
Раздел 5. Организационная часть.
С  одержание: одержание: Раздел 1. Общая часть. 1.1. Введение………………………………………………………………………7 1.2. Назначение детали и ее характеристика……………………………………8 Раздел 2. Технологическая часть. 2.1. Анализ исходных данных……………………………………………………9 2.2. Анализ технологичности детали…………………………………………….9 2.3. Характеристика типа производства………………………………………..13 2.4. Выбор и характеристика материала………………………………………..14 2.5. Расчет припусков на обработку……………………………………………14 2.6. Выбор вида исходной заготовки…………………………………………...18 2.7. Выбор и характеристика технологического оборудования………………22 2.8. Выбор и характеристика технологической оснастки……………………..24 2.9. Расчет режимов резания……………………………………………………28 2.10. Маршрутная технология…………………………………………………..31 2.11. Операционная технология………………………………………………...31 2.12. Нормирование операции…………………………………………………..35 Раздел 3. Конструкторская часть. 3.1. Расчет усилия зажима………………………………………………………40 3.2. Проектирование и расчет режущего инструмента………………………..41 3.3. Проектирование и расчет измерительного инструмента…………………42 Раздел 4. Экономическая часть. 4.1. Расчет количества станков………………………………………………….43 4.2. Расчет количества рабочих мест и численности работающих…………...43 4.3. Баланс времени одного рабочего…………………………………………..45 4.4. Расчет списочной численности рабочих цеха…………………………….46 4.5. Расчет фонда оплаты труда………………………………………………...47 4.6. Расчет годового фонда заработной платы основных и вспомогательных рабочих…………………………………………………………………………...48 4.7. Расчет заработной платы руководителя, специалистов и служащих……49 4.8. Расчет стоимости основного фонда………………………………………..49 4.9. Расчет первоначальной стоимости оборудования………………………...50 4.10. Расчет суммы амортизационных отчислений……………………………51 4.11. Расчет стоимости строительства цеха……………………………………51 4.12. Расчет стоимости инструментов, производственного и хозяйственного инвентаря…………………………………………………………………………53 4.13. Расчет суммы амортизационных отчислений……………………………54 4.14. Расчет полной себестоимости изделия…………………………………...54 4.15. Расчет стоимости материалов…………………………………………….55 4.16. Расчет стоимости покупных полуфабрикатов…………………………...55 4.17. Фонд заработанной платы (ФЗП) основных рабочих…………………...56 4.18. Отчисления на социальное страхование основных рабочих……………56 4.19. Расходы на содержание и эксплуатацию оборудования (РСЭО)………56 4.20. Расчет общецеховых расходов……………………………………………57 4.21. Расчет общезаводских расходов………………………………………….59 4.22. Расчет выручки…………………………………………………………….60 4.23. Расчет балансовой прибыли………………………………………………60 4.24. Расчет налогооблагаемой прибыли………………………………………61 4.25. Расчет чистой прибыли……………………………………………………62 4.26. Расчет рентабельности предприятия……………………………………..62 4.27. Расчет общей рентабельности производства…………………………….62 4.28. Расчетная рентабельности………………………………………………...63 4.29. Рентабельность продукции………………………………………………..63 4.30. Технико – экономические показатели……………………………………63 4.31. Расчет фонда вооружённости труда……………………………………...64 4.32. Расчет энерговооруженности труда………………………………………64 4.33. Фондоотдача……………………………………………………………….64 4.34. Годовая производительность труда………………………………………64 4.35. Валовая выручка…………………………………………………………...64 4.36. Расчет срока окупаемости и экономической эффективности производства……………………………………………………………………..65 Раздел 5. Организационная часть. 5.1 Организация рабочего места станочника…………………………………..67 5.2 Разработка мероприятия по охране труда, пожарная и электробезопасность…………………………………………………………….68 Раздел 6. Результирующая часть. 6.1. Технико-экономические показатели проектирования технологического процесса…………………………………………………………………………..73 6.2. Заключение…………………………………………………………………..74 6.3. Перечень используемой литературы………………………………………75 6.4. Приложение………………………………………………………………….77 Раздел 7. Графическая часть. 7.1. Чертеж заготовки. 7.2. Чертеж детали. 7.4. Карта наладок. 7.5. Чертеж приспособления. 7.6. Чертеж режущего инструмента. 7.7. Чертеж измерительного инструмента. 7.9. Экономические показатели. Раздел 1. Общая часть. 1.1. Введение. Цель дипломного проекта – проектирование технологического процесса по изготовлению детали «Переходник». Переходник является элементом сопряжения насоса с корпусом редуктора, а так же установочным элементом для приводной шестерни, передающей крутящий момент насосу. Современное машиностроение развивается в условиях жесткой конкуренции, и развитие его идет в направлениях: существенное повышение качества продукции; сокращение времени обработки на новых станках за счет технических усовершенствований; повышение интеллектуальной оснащенности машиностроительной отрасли. Каждые 10 лет развития науки и техники характеризуются усложнением технических объектов в 2—3 раза. Эта задача в машиностроении решается главным образом путем автоматизации производственного процесса и совершенствования управления производственным процессом. Эти цели и преследует данный дипломный проект. В проекте предстоит рассчитать технико-экономические показатели (ТЭП), чтобы определить рентабельность, себестоимость и т.п. При выполнении дипломного проекта предполагается использовать современное высокоточное оборудование и эффективный высокопроизводительный инструмент, что обеспечит высокое качество обработки изготовляемой детали. 1.2. Назначение детали и ее характеристика. Деталь «Переходник» используется в коммунальной машине МК1500М2. Данная коммунальная машина предназначена для уборки дворов, тротуаров и других прилегающих территорий. Коммунальная машина марки ЗиК работает по принципу «пылесоса» и осуществляет уборку территории, исключая подъём пыли и мусора в воздух. Деталь «Переходник» – относится к деталям типа фланец. В отверстие Ø120G7 устанавливается подшипник шариковый с ведущей шестерней, с валом насоса шестерня зацепляется через шлицевое отверстие. Канавка Ø124Н13 предназначена для установки стопорного кольца, фиксирующего подшипник в осевом положении. Поверхность Ø160g7 является установочной в посадочном отверстии редуктора. В канавку Ø153h9 устанавливается уплотнительное кольцо. Отверстия Ø18Н13 предназначены для крепления детали к корпусу редуктора через шпильки. Отверстия М14х1,5-7Н предназначены для вворачивания шпилек. На шпильки устанавливается насос и крепится гайками. Отверстие Ø137Н9 предназначено для установки уплотнительной канавки. 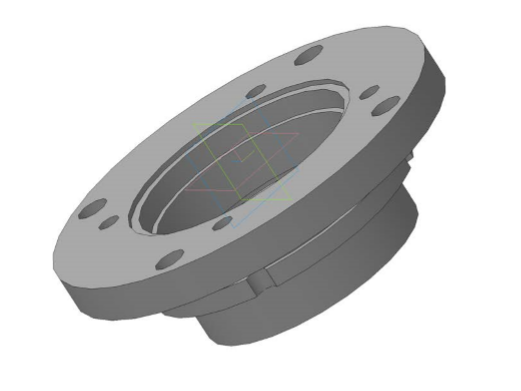 Рис. 1. Переходник. Раздел 2. Технологическая часть. 2.1. Анализ исходных данных. К основным источникам исходных данных относятся: рабочий чертёж детали «Переходник». Для разработки технологического процесса необходимы данные имеющиеся в справочниках и нормативах машиностроения, тип производства – предположительно среднесерийный. 2.2. Анализ технологичности детали. Анализ технологичности конструкции детали производится с целью повышения производительности труда, снижения затрат и сокращения времени на технологическую подготовку производства. Технологический анализ детали проводят как качественный, так и количественный. Качественная оценка технологичности детали. Достоинства: - предусмотрена удобная и надёжная технологическая база в процессе механической обработки; - отверстия, возможно, обрабатывать за проход; - обеспечен свободный вход и выход инструмента из зоны обработки; - конфигурация детали и её материал позволяют применять наиболее прогрессивные заготовки, сокращающие объём механической обработки; - при конструировании изделия используются простые геометрические формы, позволяющие применять высокопроизводительные методы производства; - для снижения объема механической обработки предусмотрены допуски только точных поверхностей; - деталь допускает обработку поверхностей на проход; - предусмотрена возможность удобного подвода жёсткого - высокопроизводительного инструмента к зоне обработки детали; Недостатки: - перепада между размерами ø230 и ø160 превышающий 15% и наличие 4-ти глухих резьбовых отверстий М14х1,5. При качественной оценке положительных характеристик больше чем отрицательных, поэтому можно считать, что конструкция детали технологична. Количественная оценка технологичности детали. Коэффициенты точности обработки и коэффициенты шероховатости определяются в соответствии с ГОСТ 18831-73 и сравниваются с базовыми показателями. Для этого необходимо рассчитать среднюю точность и среднюю шероховатость обработанных поверхностей и сравнить с базовыми показателями. Данные по деталям сведём в таблицы 3 и 4, где Ti – квалитеты; Шi – значение параметра шероховатости; ni – количество размеров или поверхностей для каждого квалитета или шероховатости. В соответствии с ГОСТ 18831-73 значения базовых коэффициентов следующие: - коэффициент точности Ктбаз = 0,8; - коэффициент шероховатости Кшбаз = 0,18. Определим коэффициент точности, а результаты занесём в таблицу 1. Таблица 1. Определение коэффициента точности
Σni = 27; ΣTi∙ni = 314   т. к. Ктч=0,914>Ктбаз=0,80, следовательно данная деталь технологична. Определение коэффициента шероховатости, а результаты занесём в таблицу 2. Таблица 2. Определение коэффициента точности
Σni = 25; ΣШi∙ni =117,8   т. к. Кш=0,212>Кшбаз=0,18, следовательно, деталь по данному показателютехнологична. Коэффициент использования материала:  Низкий коэффициент использования материала говорит о том, что вероятный вариант получения заготовки – методом проката не оптимален, следует применить другой вид получения заготовки, например - штамповка. Исходя из служебного назначения, анализа рабочего чертежа можно сформулировать основные технологические задачи детали «Переходник»: - обеспечить качество: отверстий Ø120G7, Ø137H9, Ø124H13, поверхности Ø160g7, 4-х торцевых поверхностей по Ra2,5мкм; 4-х отверстий М14х1,5-7Н и левого торца по Ra3,2мкм; поверхности Ø230 по Ra12,5мкм; остальные поверхности по Ra6,3мкм; - обеспечить точность: 4-х отверстий М14х1,5 по квалитету 7Н; отверстия ø120 и поверхности ø160 по 7-му квалитету; отверстия ø137 и поверхности канавки ø153 по 9-му квалитету; отверстия ø127, поверхности ø130, ширины канавки 4,6 мм и размера 21 мм по 12-му квалитету; 4-х отверстий ø18, канавки ø124, ширины канавки 2,8мм по 12-му квалитету; остальные поверхности и размеры по 14-му квалитету; - Обеспечить допуск радиального биения поверхности ø31 60g7 относительно отверстия ø120G7 (база A) в пределах 0,025мм. - Обеспечить допуск торцевого биения правого торца Ø230 относительно отверстия ø120G7 (база A) в пределах 0,06мм. - Обеспечить допуск торцевого биения левого торца Ø230 относительно поверхности ø160g7 (база Е) в пределах 0,025мм. - Обеспечить допуск торцевого биения правого торца Ø127G7 относительно отверстия ø120G7 (база A) в пределах 0,035мм. - Обеспечить допуск соосности отверстия Ø127F12 относительно отверстия ø120G7 (база A) в пределах 0,16мм. - Обеспечить позиционный допуск отверстий М14х1,5-7Н в пределах 0,15мм на радиус. - Обеспечить позиционный допуск отверстий ø18Н13 в пределах 0,15мм на радиус. - Обеспечить покрытие поверхностей Ц6хр. |