Производственный менеджмент методические указания
 Скачать 0.84 Mb. Скачать 0.84 Mb.
|

|
Практическое занятие № 4 Разработка циклового графика производства Цель занятия: ознакомление с графиками производства и приобретение навыков их построения Вопросы для обсуждения темы Понятие производственного цикла изготовления продукции. Структура производственного цикла. Расчет длительности цикла простого процесса. Расчет длительности цикла сложного процесса. Пути сокращения длительности производственного цикла. Задания для решения Задание 4.1. Построить график изготовления комплектов деталей по заказам в механообрабатывающем цехе при равномерной загрузки оборудования. Определить степень равномерности загрузки ведущей группы оборудования. Исходные данные. Число станков по ведущим группам оборудования: сверлильных – 6, токарных – 7, фрезерных – 4. По каждому заказу изготавливается 10 изделие. Длительность цикла обработки ведущей детали по каждому изделию, трудоемкость и срок подачи деталей на сборку приведены в табл. 1. Таблица 1 Трудоемкость изготовления заказов
Число рабочих дней в январе – 21, в феврале – 20, в марте – 22. Режим работы: восьмичасовой рабочий день, две смены в сутки. Потери времени на переналадку оборудования составляют 2 процента от номинального фонда времени. Практическое занятие № 5 Расчет календарно-плановых нормативов производства Цель занятия: ознакомление с календарно-плановыми нормативами, используемыми на предприятиях серийного, массового и единичного типов производств. Приобретение навыков расчета календарно-плановых нормативов. Вопросы для обсуждения темы Понятие календарно-плановых нормативов. Состав календарно-плановых нормативов, рассчитываемых в серийном типе производства. Состав календарно-плановых нормативов, рассчитываемых в единичном типе производства. Состав календарно-плановых нормативов, рассчитываемых в массовом типе производства. Что понимается под размером партии деталей. Определение опережения запуска-выпуска партии деталей. Задания для решения Задание 5.1. В цехе установлено 4 станка шлифовального оборудования. Месячный действительный фонд времени одного станка за одну смену – 160 часов, режим работы оборудования двухсменный. Фактически отработано за месяц 920 станко-часов. Задание: определите пропускную способность и коэффициент загрузки шлифовального оборудования. Задание 5.2. Определить время опережения запуска-выпуска партии деталей в производство относительно окончания сборки изделия А. Исходные данные. Из механического цеха завода в сборочный детали подаются партиями через каждые три дня. Сборочный цех запускает их в производство партиями, равными однодневной потребности. На складе механического цеха предусматривается страховой запас деталей, равный шестидневной потребности сборочного цеха. Длительность производственного цикла обработки в механическом цехе составляет 4 дня, а в сборочном – 6 дней. Задание 5.3. Суточный выпуск сборочного цеха в планируемом месяце – 5 изделий, в следующем за планируемым - 8. Опережение выпуска изделий механическим цехом относительно выпуска сборочного цеха составляет 5 дней. Режим работы цехов: 21 рабочий день, одна смена, продолжительность рабочего дня – 8 часов. Задание: рассчитайте число запуска изделий в механический цех в планируемом месяце. Задание 5.4. Годовая программа обработки деталей в механическом цехе составляет 400 штук. Норма штучного времени на фрезерную операцию 30 мин/шт., а наладку оборудования – 50 мин. Коэффициент допустимых потерь времени на переналадку оборудования – 0,07. Задание: определите минимальный и нормальный размер партии деталей. Задание 5.5. Определить время опережения начала обработки изделий в механическом цехе по сравнению с окончанием сборки в сборочном цехе. Исходные данные. Детали из механического цеха подаются в сборочный. Длительность производственного цикла в механическом цехе составляет 8 дней, в сборочном – 10 дней. Страховой запас перед сборочным цехом равен 15 комплектам деталей. Среднедневная потребность сборочного цеха – 3 комплекта. Задание 5.6. Годовая программа обработки деталей в механическом цехе составляет 300 штук. Норма штучного времени на расточную операцию 20 мин/шт., а наладку оборудования – 80 мин. Коэффициент допустимых потерь времени на переналадку оборудования – 0,1. Задание: определите минимальный и нормальный размер партии деталей. Задания для самостоятельного решения Задание 5.7. Механический участок за месяц (21 рабочий день) выпускает 1050 деталей партиями по 210 штук. Детали проходят механообработку по следующим операциям: токарная, фрезерная, сверлильная и шлифовальная. Штучное время выполнения операций: токарной – 6 минут, фрезерной – 4, сверлильной – 2 и шлифовальной – 5 минут. Выполнение норм времени по операциям составляет в среднем 135 процентов. Контроль качества выборочный (10 процентов от размера партии) после первой и четвертой операций длительностью 1,5 минуты на деталь. На передачу партии с операции на операцию и готовых изделий в цеховую кладовую требуется по 20 минут. Движение партии в процессе производства параллельное, причем до 30 процентов межоперационного времени поглощается временем технологических операций. Продолжительность смены – 8 часов. Определить нормативный размер циклового задела по деталям. Практическое занятие № 6 Формирование производственной инфраструктуры предприятия Цель занятия: ознакомление со структурой и основными элементами производственной инфраструктуры предприятия. Приобретение навыков формирования производственной инфраструктуры. Вопросы для обсуждения темы Понятие производственной инфраструктуры. Состав вспомогательных и обслуживающих процессов на предприятии. Формы и методы обслуживания и обеспечения производственных процессов Задания для решения Задание 6.1. На рис. 1 и 2 представлены варианты инфраструктуры предприятия.  Рис. 1. Инфраструктура промышленного предприятия Вопросы для обсуждения: 1. Является ли перечень служб достаточным для эффективного функционирования инфраструктуры предприятия? Ответ обоснуйте. 2. Какие службы можно добавить в состав производственной инфраструктуры предприятия? Ответ обоснуйте. 3. Какие службы можно сократить и/или объединить в составе производственной инфраструктуры предприятия? Ответ обоснуйте.  Рис. 2. Структура транспортного хозяйства предприятия Задания для самостоятельного выполнения На основе собственного опыты или интернет-источников приведите фрагмент производственной инфраструктуры предприятия с кратким описание основных функций каждого подразделения. Объем работы 2-3 страницы. Практическое занятие № 7 Разработка системы обслуживания и обеспечения рабочих мест на участке производства Цель занятия: ознакомление со структурой и основными элементами системы обслуживания и обеспечения рабочих мест на производственных участках предприятия. Вопросы для обсуждения темы Цели и задачи инструментального обслуживания производства. Особенности технического обслуживания и ремонта оборудования. Организация материального обеспечения производства. Цели и задачи энергетического обеспечения производства. Современные подходы к организации внутризаводского транспорта. Задания для решения Задание 7.1. Определение оптимального размера заказа на комплектующее изделие Исходные данные По данным учета затрат известно, что стоимость подачи одного заказа составляет 200 рублей, годовая потребность в комплектующем изделии — 1550 штук, цена единицы комплектующего изделия — 560 рублей, стоимость содержания комплектующего изделия на складе равна 20% его цены. Определить оптимальный размер заказа на комплектующее изделие. Сделайте выводы. Методические рекомендации по решению задачи Уровень суммарных издержек графически представлен на рис. 3. 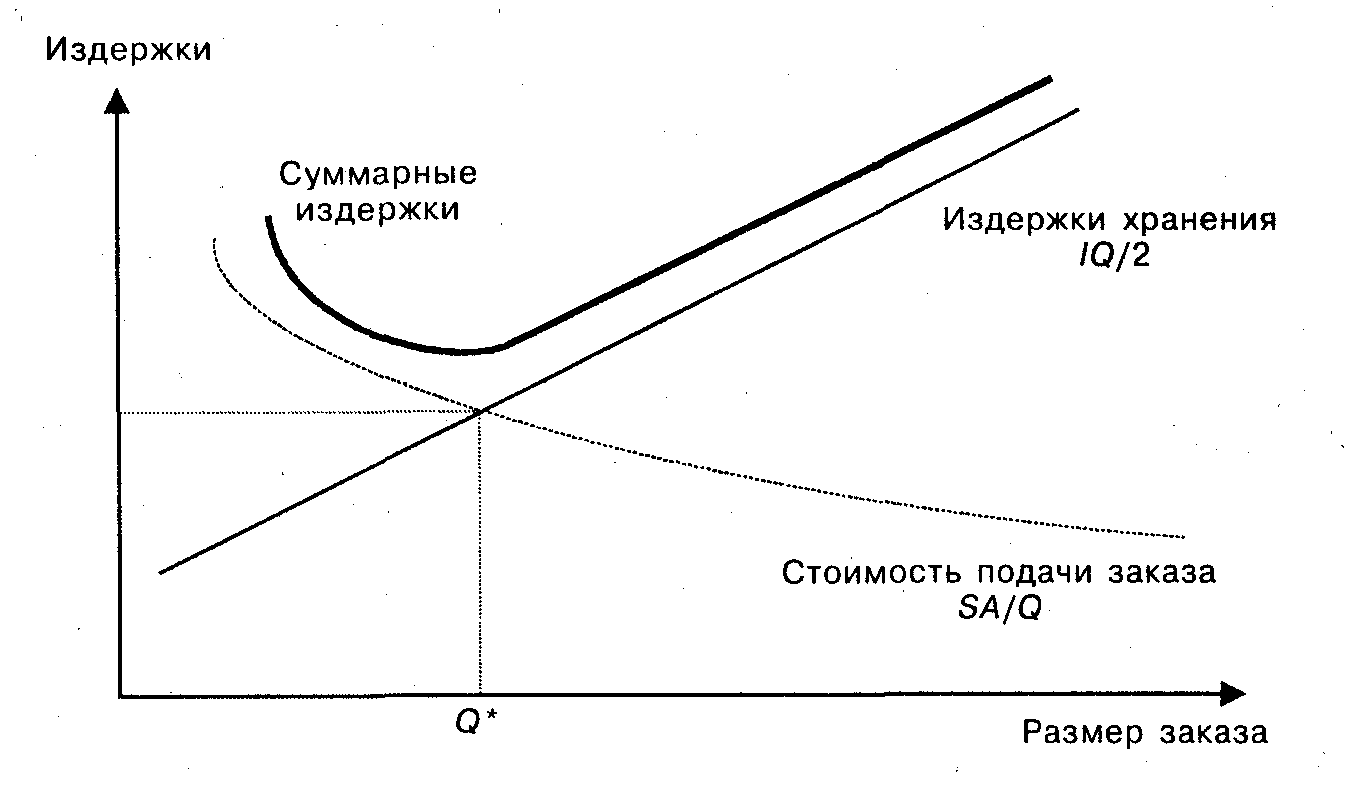 Рис. 3.Суммарные издержки на подачу заказа и хранение запаса Приняты следующие обозначения: I— затраты на содержание единицы запаса, руб./шт.; Q — размер заказа, шт.; Q* — оптимальный размер заказа, шт.; S— потребность в товарно-материальных ценностях за определенный период, шт.; А — стоимость подачи одного заказа, руб. Затраты (Г) на содержание запасов в определенный период складываются из следующих элементов: 1) суммарная стоимость подачи заказов (стоимость форм документации, затраты на разработку условий поставки, на каталоги, на контроль исполнения заказа и др.); 2) цена заказываемого комплектующего изделия; 3) стоимость хранения запаса. Математически можно представить затраты в следующем виде: Г= AS/Q+ SC+ IQ/2, где С — цена единицы заказываемого комплектующего изделия. Величину затрат необходимо минимизировать: Г min. Дифференцирование по Q дает формулу расчета оптимального размера заказа (формулу Вильсона): Q* =  , ,где I— затраты на содержание единицы запаса, руб./шт.; Q — размер заказа, шт.; Q* — оптимальный размер заказа, шт.; S— потребность в товарно-материальных ценностях за определенный период, шт.; А — стоимость подачи одного заказа, руб. Задание 7.2. Расчет параметров системы управления запасами с фиксированным размером заказа. Исходные данные Годовая потребность в материалах 1550 штук, число рабочих дней в году — 226 дней, оптимальный размер заказа — 75 штук, время поставки — 10 дней, возможная задержка поставки — 2 дня. Определить параметры системы с фиксированным размером заказа. Методические рекомендации по решению задачи Порядок расчета параметров системы управления запасами с фиксированным размером заказа представлен в табл. 2. Таблица 2 Расчет параметров системы управления запасами с фиксированным размером заказа
Практическое занятие № 8 Формирование системы менеджмента качества производства продукции Цель занятия: ознакомление со структурой и основными элементами системы менеджмента качества производства продукции. Приобретение навыков анализа системы менеджмента качества промышленного предприятия. Вопросы для обсуждения темы Понятие качества продукции. Современные стандарты менеджмента качества. Элементы системы менеджмента качества. Задания для решения Задание 8.1. Компания "Асте" является крупным производителем бытовых электроприборов. Реализуя политику развития постоянных партнерских отношений, "Асте" оставила одного постоянного поставщика компонента 149, используемого для сборки пылесосов, и этим поставщиком стала компания Elston Indastriels plc, которая была выбрана шесть лет назад. Компонент 149 является относительно дешевым, но существенно влияющим на безопасность эксплуатации пылесоса. Он обеспечивает защиту пользователя от удара электрическим током и поэтому важнейшей его характеристикой является качество изоляции. При выборе поставщика были приняты во внимание качество изоляционного материала и производства (у компании Elston Indastriels plc был соответствующий сертификат соответствия системы менеджмента качества ISO требованиям международных стандартов ISO серии 9000), цена и близость расположения поставщика. Близость расположения компании поставщика позволило компании "Асте" поддерживать только двухдневный запас компонентов. По условиям контракта компания "Асте" не должна была осуществлять входной контроль поставки, т.е. поставщик брал на себя ответственность за качество и гарантировал 100% качество компонента 149. Такая система отлично работала на протяжении более шести лет, однако некоторое время назад компания Elston Indastriels plc без согласования с "Асте" заменила изоляционный материал на более дешевый, что привело к снижению защиты от удара электрическим током и даже к смерти человека со слабым сердцем. Во избежание дальнейших проблем компании "Асте" пришлось отозвать 35 тыс. реализованных пылесосов, при этом поставщик компонента 149 не смог обеспечить срочную поставку требуемых объемов, что привело к остановке сборки пылесосов на две недели. Понятно, какими потерями для компании "Асте" обернулась сложившаяся ситуация. Сделайте выводы и дайте рекомендации по ситуации. Задания для самостоятельного выполнения Задание 8.2. "Энопауэр" – известное в России и за рубежом предприятие электротехнического профиля. Электрические машины с торговой маркой "Энопауэр" успешно эксплуатируются во многих странах мира. Система гарантии качества основана на контроле качества продукции на всех этапах производства. Система контроля качества была разработана, апробирована и зарегистрирована в 1978 г. В 1997 г. система качества, действующая на предприятии "Энопауэр", прошла сертификацию на соответствие международному стандарту ISO 9001. В 1999 г. компания получила отраслевой сертификат, а в апреле 2000 г. система качества, действующая в компании, прошла сертификацию в учреждениях более высокого уровня. В компании действует принцип: "продукция – лучшая реклама". Торговая марка "Энопауэр" представляет собой надежную гарантию качества на уровне мировых стандартов. Цель стратегии в области закупок – надежное обеспечение производственных подразделений фирмы качественными материальными ресурсами, необходимыми для выполнения производственного графика. Производственный график составляется в соответствии с маркетинговой стратегией на рынке готовой продукции. Достижение основной цели стратегии "Энопауэр" в области закупок опирается на решение следующих задач: 1) соблюдение обоснованных сроков закупки сырья и комплектующих изделий (материалы, закупленные ранее намеченного срока, ложатся дополнительной нагрузкой на оборотные фонды предприятия, а опоздание в закупках может сорвать производственный график или привести к его изменению); 2) обеспечение точного соответствия между объемами поставок и потребностями в них (избыток или недостаточный объем товарно-материальных ресурсов негативно влияет на баланс оборотных фондов и устойчивость выпуска продукции и, кроме того, может вызвать дополнительные расходы на восстановление материального баланса); 3) соблюдение требований производства по качеству сырья и комплектующих изделий. Обеспечение производства сырьем, материалами, покупными полуфабрикатами и изделиями связано с выполнением таких функций, как закупка, транспортировка, складская грузопереработка, управление запасами и т.д. Все эти операции планируются, контролируются, регулируются, осуществляются службой закупок "Эпопауэр" и требуют определенных затрат. В снабженческой деятельности предприятия можно выделить два основных вида функций: внешние и внутренние. Внешние функции службы закупок: взаимоотношение "Эпопауэр" с предприятиями-поставщиками, снабженческо-сбытовыми организациями, органами государственного управления. Внутренние функции службы закупок: взаимодействие с производственными цехами, подразделениями аппарата управления производством. Закупочная деятельность как часть производственно-хозяйственной деятельности предприятия испытывает влияние факторов, связанных с производственным профилем, объемом выпуска продукции, перспективами развития предприятия. Закупочная деятельность как обеспечивающий процесс входит во все производственные, обслуживающие и другие обеспечивающие процессы, а через них – во все цели "Эпопауэр". Производственный процесс определяет ассортиментный состав, объем и ритм потребления материальных ресурсов. Процесс закупки на предприятии неоднороден, поскольку является результатом воздействия неоднородных по происхождению и различных по силе влияния факторов. Одна часть его параметров устойчиво изменяется на протяжении длительного времени (номенклатура и структура потребления материальных ресурсов), другая – меняется периодически или имеет колебательный характер (ремонтно-эксплуатационные нужды и т.п.), третья часть – случайная (поставки). Материальное обеспечение основного производства в машиностроении сложнее, чем в других отраслях. Основными видами материальных ресурсов, используемых на "Энопауэр", являются материалы, покупные полуфабрикаты и комплектующие. Сделайте выводы об эффективности системы менеджмента качества в сфере снабжения производственной компании "Эпопауэр". | ||||||||||||||||||||||||||||||||||||||||||||||||||||||