материаловедение. валки. Прокатные валки. Валки для прокатных станов Производственноинжиниринговая компания ence gmbH
 Скачать 0.58 Mb. Скачать 0.58 Mb.
|

|
Прокатные валки. Валки для прокатных станов Производственно-инжиниринговая компания «ENCE GmbH», являясь одним из совладельцев южнокорейского машиностроительного завода «Bukang» (г. Йончхон), основанного в 1986 году являющегося одним из ведущих производителей Южной Кореи, специализирующимся на изготовлении сменного оборудования и запасных частей для различных металлургических агрегатов, предлагает валки для прокатных станов (прокатные валки). Общее описание Составные компоненты валка. Характеристики параметры валков Листовые и сортовые валки. Гладкие валки Валки обжимных и сортовых линий прокатки Изготовление заготовок для валков Современные способы получения валков. Центробежное литье Изготовление валков методом ковки Материальное исполнение валков Применение валков. Стойкость к износу и твердость валков Валки к листовому стану горячей прокатки. Валки к линиям холодной прокатки листового проката. Контроль качества Общее описание прокатных валков Главная операция в процессе прокатки осуществляется валками стана, состоит в деформации металла. Она достигается обжатием материала, при чем достигаются определенные размеры и поперечный профиль. Валки при вращении берут на себя усилие, имеющее место в процессе работы прокатной линии, и передающееся на составные элементы прокатной клети стана. См. рис.1. со схематичным отображением прокатного стана. 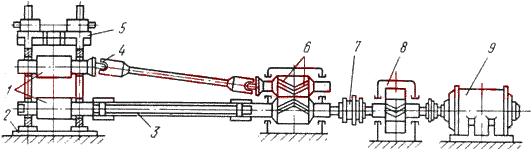 Рис. 1 - Прокатный стан в схематичном отображении 1- валки в клети; 2- основание; 3- треф; 4- шпиндель; 5- клеть стана; 6- клеть шестерни; 7- муфта; 8- редуктор; 9- эл. двигатель  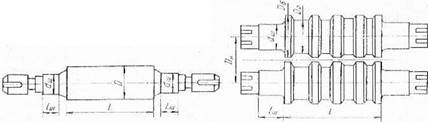 Рисунок 2 (а и б) Составные компоненты валка. Характеристики параметры валков Тремя главными компонентами валка прокатной клети являются (см. рис. 2а): бочка валка (Ø D и длина L); она контактирует в процессе прокатки непосредственно с подвергаемым деформации металлом; опорная часть или шейки (Ø dш и длина lш); они находятся с одной и другой сторонам бочки, опираясь на подшипники валка; приводной конец валка. Характеризующими параметрами валков сортового стана являются: рабочий диаметр (Dб), диаметр буртов и номинальный диаметр (Dp). Если валок предназначен для вращения посредством универсального шпинделя, то приводной конец валка изготавливается в форме лопасти плоской конструкции или в виде цилиндра (чтобы насадит на него втулку с лопастью). Если же валок предназначен для вращения посредством трефа, то приводной конец имеет вид крестовины, выполняющей функцию соединения валка со шпинделем (соединение идет через промежуточную муфту трефа). Листовые и сортовые валки. Гладкие валки  Среди прокатных валков имеются листовые и сортовые. Листовые осуществляют процессы листопрокатки, прокатки полос, ленты. Эти валки ещё называют гладкими, бочка у них в форме цилиндра. Сортовые прокатные валки применяют для прокатывания фасонного материала, имеющего сечение круглое и квадратное, прокатки рельсов, балок двутавровых). При шлифовке бочки валка в вальцешлифовальной мастерской (для горячей прокатки тонколистового материала) ей придают вогнутый профиль. Металл при прокатке разогревается, разогревается и центральная часть валков. Бочка их становится при разогреве цилиндрической. И при прокатке получают равномерную толщину по всей ширине обрабатываемого материала. Для холодной же прокатки тонколистового проката бочку валков шлифуют несколько выпуклой. Во время прокатки средняя часть валков сильно изгибается в сравнении с кромками валков, образующая валка также становится цилиндрической. Прокатываемый материал приобретает правильные размеры в своей геометрии по всей ширине.  Рис. 2а. Гладкие валки   Рис. 2б. Калиброванные валки На сортовых валках прокатных линий, предназначенных для сортового материала, прокатывают заготовки и сортовой профильный подкат На бочке у таких валков имеются так называемые рифы (углубления). Они как бы повторяют профиль прокатываемого металла. У этих углублений есть определение, их называют "ручьи". Ручьи двух валков с промежутками между ними называют калибрами). Сами валки определяют как ручьевые (калиброванные). См. калиброванные валки на рис. 2 б. Длина бочки листового валка на стане листового проката определяется, прежде всего, максимальным значением ширины прокатываемого материала (листа, полосы). Длина бочки сортового валка, на котором прокатывают материал на обжимных и сортовых линиях прокатки, зависит от условий калибровки, от ширины раскатываемого материала. Важным соотношением валков прокатной линии является отношение длины бочки L к ее Ø D. При выборе рациональных отношений L/D стремятся к получению высокой прочности валков при их минимальной упругой деформации. Для различных станов прокатки установлены следующие отношения длины бочки и диаметра (L/D): станы обжимные 2,2—2,7; сортовые станы прокатки 1,6—2,5; толстолистовые станы прокатки 2,0—2,8; четырехвалковые станы: а) 3—5 (для РВ); б) 0,9—2,5 (для ОВ). Длину шейки валка обычно выбирают равной диаметру валка. Диаметры шеек валков с подшипниками качения и скольжения (закрытый тип) принимают с учетом конструкции. А для валков в первом случае, с подшипниками качения, диаметр определяют, учитывая размеры самих подшипников. Когда размеры валков будут согласованы и приняты, окончательные размеры необходимо будет согласовать с персоналом фирмы ENCE GmbH. Необходимо провести проверочные и дополнительные расчетов прочности валков, способности к деформации. Валки обжимных и сортовых линий прокатки Валки обжимных и сортовых линий прокатки можно рассматривать по назначению, материалу, твердости и изменению (спаду) твердости, исходя из поперечного сечения валка. По назначению сортовые валки можно подразделить на: 1) валки тяжелых обжимных станов, как блюмингов, слябингов, заготовочных станов; 2) рельсобалочных и крупносортных станов; 3) линий для прокатки среднесортового проката; 4) прокатных линий для мелкосортового проката; 5) проволочных станов; 6) штрипсовых станов. Основной характеристикой сортовых валков являются номинальный (средний) Ø D и длина бочки L. Если стан многоклетевой с валками различных диаметров, то определяющим является номинальный Ø валков чистовой клети. Пo материалу сортовые валки могут быть стальные (кованые, литые) и чугунные. Изготовление заготовок для валков В настоящее время изготовление заготовок для валков осуществляется методом вертикального литья, центробежным литьем заготовок или методом ковки первоначального слитка. Метод вертикального литья заготовок является наиболее дешевым, но при этом металл валка имеет менее плотную структуру и соответственно меньше срок его эксплуатации.   Современные способы получения валков. Центробежное литье Одним из современных способов получения литых валков является способ центробежного литья. Данный метод более дорогой, но позволяет максимально уплотнить структуру металла ближе к наружной поверхности, которая является рабочей и обеспечивает более долгий срок службы валка. Для этого используют машину с горизонтальной осью вращения формы для центробежного литья. Машина содержит форму, установленную на опорные ролики. Два приводных ролика с двигателями размещены в одной плоскости переднего ряда. Это обеспечивает синхронизацию их вращения. Верхний страховочный ролик установлен с зазором относительно ободов катания формы. Все ролики одного ряда установлены в одной опорной раме, что исключает непараллельность осей вращения роликов и формы. Между ободами роликов и ступицей установлены демпфирующие прокладки, поглощающие вибрацию. Опорная рама отделена от кожуха и передает вибрацию только на несущую раму, влитую в бетонный фундамент. За счет уменьшения вибрации и рыскания формы исключается брак отливок, например прокатных валков из металлов и сплавов.  Центробежное литье валков выполняют из высоколегированного чугуна. В литейную форму, вращающуюся вокруг вертикальной оси, заливают металл рабочего слоя в объеме 0,95±0,05 объема рабочего слоя валка. Изготовление валков методом ковки Наиболее дорогой способ изготовления валков методом ковки литой заготовки, который позволяет упрочнить метал во всем объеме тела валка, что существенно повышает надежность детали и увеличивает долговечность.     Валки, изготавливаемые из стали, особенно кованые, высокопрочные. Ковка производится на автоматизированных ковочных комплексах 31,5МН, 60МН, 150МН с применением передовых технологий.  Такие валки широко применяют, прежде всего, на тяжелых обжимных станах, как блюминги, слябинги, заготовочных станах, на черновых клетях сортовых станов. Валки из стали имеют при соприкосновении с прокатываемым материалом повышенный коэффициент трения. Это положительно сказывается на применении в клетях, где осуществляются высокие обжатия. Ковка цельных опорных валков ничем не отличается от ковки рабочих валков и состоит из следующих операций: биллетировки слитка, осадки, протяжки и ковки на размер поковки. После ковки валки подвергаются сложной термической обработке, на заключительной стадии - поверхностной закалке с отпуском. У чугунных валков прочность не такая высокая, однако они обладают высокой износостойкостью. Их монтируют, как правило, в предчистовые и чистовые клети, иногда и в промежуточных клетях прокатных линий. Валки для многих сортовых станов отливают в специальных формах из металла, отливают с черновыми калибрами, которые по форме должны напоминать конфигурацию ручьев будущих калибров. Такие валки целесообразно отливать из чугуна, тогда весь ручей будет иметь определенную толщину отбеленного слоя. В случае вреза ручья в бочку валка снимается наиболее износостойкий слой высокотвердого материала валка. Материальное исполнение валков Валки обжимных и сортовых станов изготавливаются из различного сортамента сталей при учете их назначения:
В прокатные цехи валки поставляются после термического отделения. Механические характеристики и твердость валков регламентированы. Например, валки из сорта стали 9ХФ должны иметь твёрдость HB241-285; из углеродистой стали 55—НВ215 - 255; валки из сорта стали 9Х2МФ — HВ 352 -429. Сортовые линии горячей прокатки оснащают, как правило, валками из различного сортамента чугуна.  Для прокатных агрегатов мелкосортового и среднесортового проката валки предусматривают из чугуна СПХН-60 (химсостав с %-ым содержанием элементов: С - 3,9; Si - 0,7; Мn-0,8; Р-0,5; Сr-0,16; Ni- 0,4—1,0; Мо- 0,6—1,2). Твердость их по Шору выбирают 60—70. Материал прокатных валков очень важен для получения высококачественного проката, заданных значений обжатий материала и высокой стойкости валков. Материал для валков определяют специфично, учитывая действительные условия функционирования. Для обжимных и черновых клетей выбирают стальные валки (литые, кова-ные), для промежуточных групп клетей — из полутвердого чугуна. Чистовые клети оснащают валками из полутвердого или закаленного чугуна. На новых прокатных агрегатах для сортового проката, характеризующихся высоким темпом скорости прокатки, для получения прецизионного проката с заданными допусками и качеством поверхности применяют высокопрочные прокатные валки с повышенными показателями по износостойкости. Их изготавливают из заэвтектоидной стали, которые заменяют стальные кованые и литые чугунные валки. Применение валков. Стойкость к износу и твердость валков Следует отметить, что кованые валки на металлургических сортовых агрегатах горячей прокатки используют мало. Применяют литые валки в основном из заэвтектоидных (так называемых адамитовых) марок стали. Стальные литые валки применяют иногда даже на тяжелых обжимных станах, как блюминги, слябинги. При использовании вновь разработанных технологических смазочных средств в процессе прокатки эффективно повышается стойкость прокатных валков. Стойкость к износу у валков в 1,5—2 раза при такой смазке выше.  По качеству материала валки бывают из мягких, полутвердых, твердых и сверхтвердых сортов. Мягкие валки с твердостью ниже НВ 270. Их применяют на обжимных станах, в обжимных клетях, иногда в черновых клетях сортовых прокатных линий. Их изготавливают из кованой и литой стали. Для повышения стойкости рабочие поверхности мягких валков обычно подвергают наплавке высокопрочными материалами (3X2BS, 18ГСЛ и др.). Для черновых клетей при небольших нагрузках мягкие валки могут быть изготовлены чугунными с перлито-графитным рабочим слоем. Полутвердые валки, твердость которых НВ 270-420. Их применяют в чистовых, предчистовых и черновых клетях линий сортового проката. Это основной тип валков для рельсобалочных и крупносортных прокатных линий. Кроме того, полутвердые валки применяют довольно широко в среднесортных и черновых клетях прокатных линий мелкосортного и проволочного проката. Их изготавливают из половинчатого чугуна, а также из заэвтектоидной стали.  Твердые валки (твердостью НВ 420-600) применяют на чистовых и черновых клетях проволочных, мелкосортных станов. Изготовляются они из отбеленного чугуна. Делают их однослойными и двухслойными. Сверхтвердые валки (твердостью по Шору более 100 единиц) изготовляют из металлокерамических сплавов. Основа - карбид вольфрам. С такой основой валки долго стоят в чистовых клетях проволочных станов. Стойкость валков с такой основой в несколько десятков раз выше стойкости валков из чугуна (отбеленного). В процессе прокатки калибры сортовых прокатных валков изнашиваются. При выработке (износе) калибров валков нарушается расчитанный для прокатки режим обжатия, а следовательно, страдает качество поверхности проката. Поэтому выработанные валки подвергают переточке на вальцешлифовальных станках. Число переточек сортовых валков зависит от типа стана, качества валков, условий режимов эксплуатации и колеблется пределах (от 3-4 до 8-9 раз и более). В результате многократных перешлифовок валков их исходный (максимальный) диаметр Dmax становится меньше. Валки к листовому стану горячей прокатки При прокатывании листов создаются большие усилия, значительные термические воздействия на валки. Поэтому для таких условий прокатывания и требования к качеству прокатных валков выше: по механическим свойствам; структуре; стойкости к износам; качеству поверхности и твердости. Чем выше стойкость валков, тем меньше простоев при перевалке валков. Производительность, следовательно, выше. Меньше расход валков, значит, лучше технико-экономические характеристики производства. Широкий сортамент листов (относительно толщины и ширины), огромное число листовых станов, отличающихся по расположению, числу и исполнению рабочих клетей, предопределяют большое число размеров валков, жесткие требования к их качеству. На основании выше названных характеристик, прокатные валки для листовых станов изготовляют стальными или чугунными. Рабочие валки изготовляют цельнокованными или литыми, а опорные - и цельноковаными (литыми), и составными (с кованым или литым бандажом, кованой осью). Для каждого сорта стали и валков каждого размера стандартом предусмотрены соответствующие виды термообработки. Валки из чугуна для линий горячекатаных полос и листов изготовляют литыми:  из чугуна нелегированного с пластинчатым графитом; из легированного с шаровидным графитом и из легированного с пластинчатым графитом. Твердость поверхности бочек валков, глубина слоя (рабочего) из отбеленного чугуна, хим. состав являются главными показателями качества чугунных валков, определяющими эксплуатационную стойкость валков в работе. Эти требования при учете условий режимов эксплуатации, сортамента и нагрузок на валки оговариваются специальными стандартами качества или техническими условиями фирмы ENCE GmbH. Валки к линиям холодной прокатки листового проката Валки для линий листовой холодной прокатки по их использованию делят на: рабочие и опорные. См. рис. 3 и 4. Диаметр валка подбирают на основе расчетов, выполненных при учете сортамента (его толщины), условий работы, механических свойств проката, максимальных усилий, обжатий, конструкции линии. Длина бочки РВ зависит от ширины полосы, листа, ленты. Приводными валками обычно делают РВ. В клетях, где отношение длины бочки к Ø валка = или > 5:1, и прокатывается очень тонкая лента из легированной стали, на многовалковых агрегатах приводными выполняются ОВ (опорные валки). У валков с подшипниками качения, шейки изготовляют ступенчатыми. На станах, где используются подшипники скольжения, шейки валков, как правило, гладкие. Для редуцирования давления на подшипники, повышения прочности валковых шеек, работающих на ПЖТ, шейки имеют макс. Ø, а места переходов от шеек к бочке закругляются. 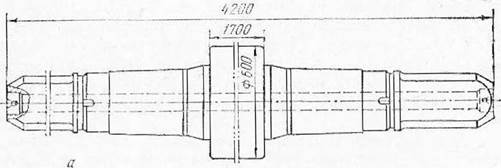 Рис. 3. Рабочий валок  Рабочий валок 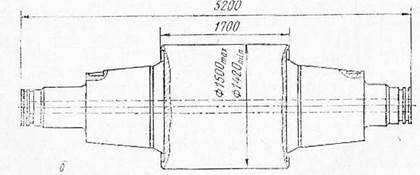 Рис. 4 Рабочий и цельнокованый опорный (б) валки четырехвалковой клети 1700 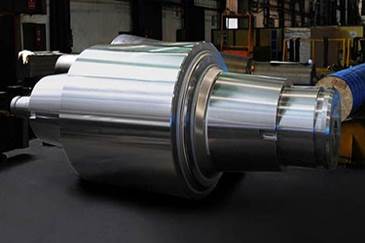 В РВ (при Ø бочки >160 мм) делают сквозные пазы по оси, так называемые осевые каналы. В валках больших размеров эти каналы в области бочки переходят в более широкие камеры. Камеры имеют Ø, превышающий в значительной степени Ø входных отверстий. Осевые каналы способствуют охлаждению центра валка в момент его закалки. Такое дополнительное охлаждение РВ в процессе функционирования линии создаёт стабильный термальный режим, повышая, таким образом, стойкость валка. Опорные валки могут быть цельноковаными (как на рис. 3 и 4), литыми, бандажированными (см. рис. 5). К качеству подготовки ОВ предъявляются особо жесткие требования. Возникающее при работе биение бочки ОВ относительно шеек ведёт к разнотолщинности прокатываемой полосы. Макс. допустимое биение бочки валка Ø1500 мм будет равно 0,03 мм. Для агрегатов холодной прокатки валки предусматривают из высококачественных сталей, в составе которых небольшое содержание вредных компонентов S и P. Наряду с механич. свойствами после термообработки стали оценивают по технологическим характеристикам — закаливаемости, склонности к перегреву, чувствительности к деформации при закалке, обрабатываемости, шлифуемости и др. Важнейшими признаками для сталей, идущих на производство валков, считаются твердость и прокаливаемость. Твердость стали марки 9Х в закаленном состоянии достигает 100 ед. по Шору. РВ многовалковых прокатных линий производят из сталей 9Х и 9Х2. За границей для этого служат инструментальные, среднелегированные и быстрорежущие стали. Твёрдость рабочей поверхности в состоянии после термообработки достигает HRC 61-66. В последних технологиях все чаще упоминаются РВ, изготовленные из металлокерамических твердых сплавов (основу их образует карбид вольфрам). Изготовление валков из твердых сплавов основано, как правило, на горячем прессовании или спекании пластифицированных заготовок. Количество кобальтового порошка принимается, равным 8-15 % (остальной компонент – карбид вольфрам). Твёрдосплавные валки, по сравнению с валками из легированных марок стали, более износостойкие. Их стойкость к износам в 30—50 раз выше. При прокатке ими может быть получена макс. шероховатость на поверхности прокатываемого материала. Их изготавливают цельными и составными. В качестве РВ многовалковых прокатных линий, как правило, применяют цельные металлокерамические валки. При проектировании твёрдосплавных валков учитывают определенные соотношения Ø шейки к Ø бочки (≥ 0,6) и Ø и длины бочки (≤ 4). Основным недостатком металлокерамических валков является повышенная хрупкость, что исключает возможность эксплуатации их при толчках, ударах, больших прогибах. При завалке их в клеть необходимо полностью устранить перекосы, влияющие на качество прокатываемого материала. ОВ для линий холодной прокатки обычно изготовлены из сталей марок 9X2, 9XФ, 75ХМ, 65XНМ. В последнее время сталь марки 75ХМ для цельнокованых ОВ наиболее широко применяется. Марки сталей 40ХНМА, 55Х, 50ХГ и стали 70 идут на изготовление осей составных (бандажированных) ОВ (малых и средних). Для изготовления осей крупных ОВ тяжелонагруженных станов применяют стали марок 45XHВ и 45XHМ. Стали 9Х, 9ХФ, 75ХН, 9X2, 9Х2Ф и 9Х2В используются для изготовления бандажей составных ОВ. Твёрдость поверхности бандажа после конечной термообработки 60—85 ед. по Шору. Целесообразно применение литых ОВ, они дешевле кованых, обладают значительно большей износостойкостью. Крупные литые опорные валки изготавливают из хромоникельмолибденовых и хромомарганцево-молибденовых сталей. Например, изготовляют ОВ из стали типа 65ХНМЛ. Они после термообработки имеют твёрдость 45—60 ед. по Шору. ОВ многовалковых станов изготавливают из инструментальной стали. В ней содержится 1,5% С и 12 % Сг. Твёрдость их после термообработки HRC 56— 62. Контроль качества      В производстве валков особое внимание уделяется контролю качества на стадии литья материала и качества готового изделия, в том числе осуществляется контроль: Химического состава исходного материала Анализ структуры материала валка Анализ геометрических размеров и центричности Контроль твердости рабочей поверхности Контроль шероховатости рабочей поверхности Структура металла в поверхностном слое   Упаковка валков Не менее важным для заказчика является качественная упаковка валков для транспортировки готовых изделий от производителя к конечному заказчику. Отсутствие надежного крепления валков и хорошей защиты рабочей и посадочной поверхностей может свести на нет все усилия производителя валков по качественному изготовлению.    Инженеры всегда готовы проконсультировать или предоставить дополнительную техническую информацию по предлагаемым валкам для прокатных станов. Горячая прокатка |