КОМПЛЕКТ КОНТОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ по МДК. 03. 01 «Слесарное дело и технические измерения». КОС МДК03.01. ПМ 03. 23.17.03.. Протокол от 202. г. Председатель цмк Текуев А. Т. Утверждаю
 Скачать 2.5 Mb. Скачать 2.5 Mb.
|

|
3.6. Задания для практических работ (ПК3.1, ПК3.2, ПК3.3, ПК3.4, ПК3.5;ОК 01-11; Л15; Л26)
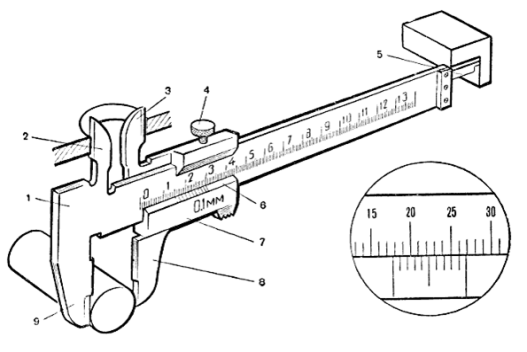
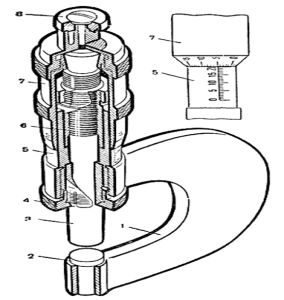
Лабораторно - практическая работа № 1.Тема Измерение размеров детали Цель: формировать навыки по измерению линейных размеров штангенинструментом и микрометрическим инструментом. Методические рекомендации Перед выполнением практической работы необходимо повторить следующие теоретические понятия: конструкция штангенциркуля ШЦ-1; конструкция гладкого микрометра. 1 Штангенциркули ШЦ-1 применяются для измерения наружных и внутренних размеров деталей (рис. 1) с ценой деления 0,1 мм. Штангенциркуль состоит из штанги 5, на которой нанесена шкала с ценой деления 1 м. По штанге передвигается рамка 3 со вспомогательной шкалой 7 нониуса, которая позволяет отсчитывать доли деления шкалы штанги. Цена деления шкалы нониуса у рассматриваемого штангенциркуля 0,1 мм. Штангенциркуль снабжен губками 8 для наружных измерений и 1 для внутренних измерений, а также зажимным винтом 2. К рамке 3 нониуса прикреплена линейка 6 глубиномера и плоская пружина 4. 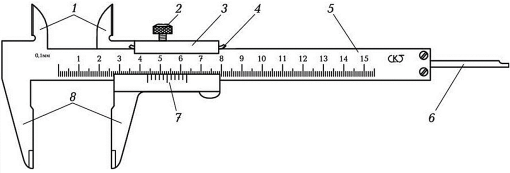 Рис. 1. Штангенциркуль ШЦ-1 При измерении определяют целое число миллиметров контролируемого размера по шкале штанги, для чего отсчитывают на ней штрих, ближайший меньший к нулевому штриху нониуса. Этот штрих, указывающий на целое число миллиметров контролируемого размера детали, необходимо запомнить и далее, если требуется, определить десятые доли миллиметра по шкале нониуса. Для этого отсчитывают на шкале нониуса штрих, совпадающий со штрихом штанги, запоминают число делений от его нулевого штриха и умножают на цену деления шкалы нониуса. Результат измерения вычисляют, суммируя целое число миллиметров и десятые доли миллиметра 2. Микрометры применяются для измерения наружных линейных размеров для контроля размеров детали используется гладкий (рис. 2.), диапазон измерения которого от 0 до 25 мм. Цена деления шкалы стебля 0,5 мм, шкалы барабана — 0,01 мм. Скоба 1 является основанием микрометра, а винтовая пара, состоящая из стопорного микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5, — передаточным устройством. В скобе 1 установлены стебель 5 и пятка 2. Положение микрометрического винта и пятки фиксируется зажимным (стопорным) винтом 4. Измеряемая деталь охватывается измерительными поверхностями пятки 2 и микрометрического винта 3. Барабан 6присоединен к микрометрическому винту корпусом 7 трещотки 8. Для приближения микрометрического винта к измеряемой поверхности детали его вращают за барабан или за трещотку правой рукой от себя, а для удаления микрометрического винта от поверхности детали его вращают на себя. Измерительное усилие микрометра в момент плотного соприкосновения измерительных его поверхностей с деталью стабилизируется благодаря повороту трещотки, который сопровождается небольшим треском. Целое число миллиметров определяется по шкале стебля, для чего выбирается штрих, ближайший наименьший к коническому скосу барабана. Если на нижней части шкалы стебля виден штрих, делящий пополам расстояние между верхними штрихами шкалы, то прибавляется еще 0,5 мм. Затем на шкале барабана определяется штрих, совпадающий с горизонтальной линией на стебле. Этот штрих показывает сотые доли миллиметра. 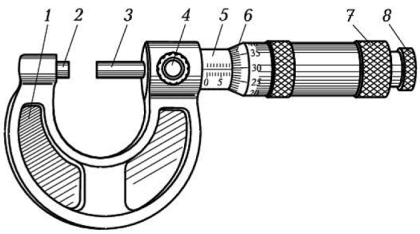 Рис. 2. Микрометр Измеряемые детали Детали, подлежащие измерению могут быть разными по форме. Возможен контроль тел вращения, как, например, деталей типа «вал» на рис. 2.2, и деталей, ограниченных плоскими поверхностями. Материально-техническое оснащение: микрометр гладкий, штангенциркуль ШЦ-1, детали для измерения (валы ). Задания практической работы Задание1Провести замеры каждой из шеек коленчатого вала с помощью штангенциркуля ШЦ-1 и микрометра, результаты измерений занести в таблицу 1.Сравнить полученные результаты измерений. Таблица 1. Результаты измерений
Задание 2 Обозначьте в соответствии с нумерацией детали штангенциркуля
Задание 2 Обозначьте в соответствии с нумерацией детали микрометра
Лабораторно - практическая работа №2. Разметка и резка заготовки Цель: изучить способы выполнения плоскостной разметки и резки листового металла. 1. Оборудование и инструмент: 1.Разметочная плита. 2.Чертилки, применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой. 3.Центроискатели. 4.Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров, с измерительных линеек на деталь. 5.Металлические линейки. 6.Карандаши. 7.Мел. 8.Ручные ножницы Меры безопасности Вводный инструктаж Основными условиями безопасной работы являются: Спецодежда должна быть без свисающих завязок, рукава надо застегнуть или закатать выше локтя. Рабочее место необходимо содержать в чистоте и порядке. Перед работой нужно разложить инструмент в соответствующем порядке. Инструмент должен обеспечить безопасную работу, т.е. должен быть чистым, исправным и хорошо подогнанным. Проверить слесарный верстак, который должен быть прочным и устойчивым, соответствовать росту рабочего. Методические рекомендации Перед выполнением практической работы необходимо повторить следующие теоретические понятия: Плоскостная разметка применяется при обработке деталей, изготовляемых обычно из листового материала. При этом ограничиваются нанесением рисок только на одной плоскости. Подготовка к разметке Перед разметкой необходимо выполнить следующее: очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.; тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно). Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов; изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников; определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. Подготовка поверхности с помощью окрашивания:  Окрашивание поверхностей. Для окраски используют различные составы. 1.Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Окрашивание выполняют при помощи распылителей (пульверизаторов), которые обеспечивают равномерную и прочную окраску. 2.Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок. 3.Раствор медного купороса. На стакан воды берут три чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью. На поверхности заготовки осаждается тонкий слой меди. Приемы разметки Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых линий: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными. 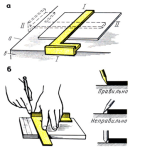 Нанесение линий на заготовке Прямые линии наносят чертилкой, которая должна быть наклонена в сторону от линейки и по направлению перемещения чертилки. Углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали. Риску ведут только один раз. При повторном проведении линий невозможно попасть точно в то же место, в результате получается несколько параллельных линий. Перпендикулярные линии наносят при помощи угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не сдвигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхностиразметочной плиты. После это угольник прикладывают полкой к боковой поверхности и проводят вторую риску, которая будет перпендикулярна первой. Параллельные линии наносят при помощи угольника перемещая его на нужное расстояние. Отыскание центров окружностей осуществляют при помощи центроискателей и центронаметчиков. Простейший центроискатель представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник-центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол, проводят вторую прямую. На их пересечении и будет находиться искомый центр. 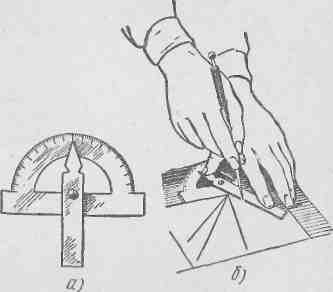 Определение центра Примеры разметки: Разметка по чертежу. Разметку гаечного ключа выполняют в такой последовательности: 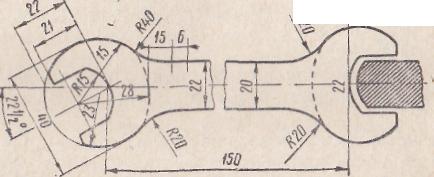 Разметка гаечного ключа 1.Изучают чертеж; 2.Проверяют заготовку; 3.Окрашивают места разметки купоросом или мелом; 4.Забивают в зев ключа планку; 5.Проводят осевую линию вдоль ключа; 6.Наносят окружность и делят ее на шесть частей; 7.Выполняют эти же операции для второй головки ключа; 8.Откладывают все размеры, указанные на чертеже. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей иногда для разметки даже малых партий, но .сложных изделий  Шаблоны изготовляются из листового материала толщиной 0,5—1 мм, а для деталей сложной формы или имеющих отверстия— толщиной 3—5 мм. При разметке шаблон накладывают на окрашенную заготовку и проводят риску чертилкой по контуру шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки. Разметка карандашом производится, как и чертилкой, по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали при помощи чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии. При нанесении рисок пользуются штангенрейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору, более точную установку можно получить, применяя плоскопараллельные меры длины (плитки), закрепляя их в специальных державках. Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под углом 90. 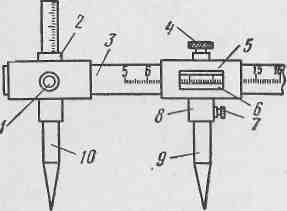 Разметочный штангенциркуль | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||