КОМПЛЕКТ КОНТОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ по МДК. 03. 01 «Слесарное дело и технические измерения». КОС МДК03.01. ПМ 03. 23.17.03.. Протокол от 202. г. Председатель цмк Текуев А. Т. Утверждаю
 Скачать 2.5 Mb. Скачать 2.5 Mb.
|

|
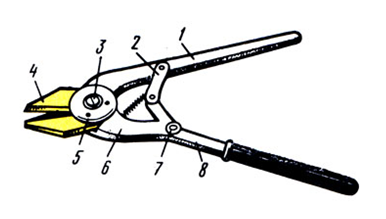
Брак при разметке. Наиболее частыми видами брака при разметке являются: несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента; неточность установки рейсмаса на нужный размер. Причиной является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки; небрежная установка заготовки на плите в результате неточной выверки плиты; установка заготовки на невыверенную плиту. Техника безопасности. При выполнении разметочных работ необходимо соблюдать следующие правила техники безопасности: установку заготовок (деталей) на плиту и снятие с плиты необходимо выполнять только в рукавицах; заготовки (детали), приспособления надежно устанавливать не на краю плиты, а ближе к середине; перед установкой заготовок (деталей) на плиту следует ее проверить; во время работы на свободные (не используемые) остро заточенные концы чертилок обязательно надевать предохранительные пробки или специальные колпачки. Резка ручными ножницами Ручные ножницы применяют для разрезания стальных листов толщиной 0,5 - 1,0 мм и из цветных металлов до 1,5 мм. Ручные ножницы изготовляют с прямыми (рис. 16, а, 6) и кривыми (рис. 16, в) режущими лезвиями. По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые. Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки (рис. 110, 6). Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки (рис. 110, в). 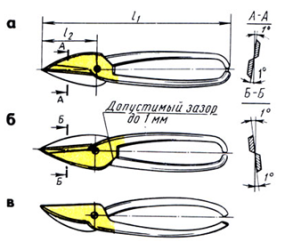 Рис. 16. Ручные ножницы: a - прямые левые, б - прямые правые, в - кривые левые Длина ножниц I1 200, 250, 320, 360 и 400 мм, а режущей части I2 (от острых концов до шарнира) соответственно 55 - 65; 70 - 82; 90-105; 100 - 120 и 110 - 130 мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами. Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц (рис. 17,а). 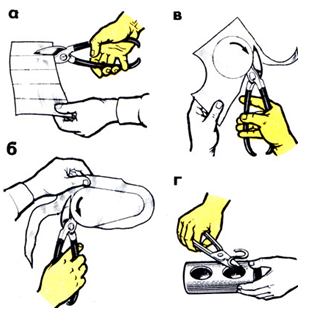 Рис. 17. Резание ножницами жести толщиной до 0,5 мм: а - положение пальцев на рукоятке при резании ножницами, б - правыми, в - левыми, г - вырезание внутреннего криволинейного контура Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинцем и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 17, б), подают его между режущими кромками, направляя верхнее лезвие точно по середине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание. На рис. 17, в, г показаны приемы работы ножницами. Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках (рис. 18, б): Стуловые ножницы (рис. 18,а) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 2 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 2 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 18,а), что не всегда удобно. Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют. 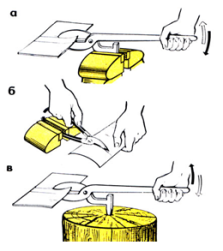 Рис. 18. Ножницы: а - стуловые, закрепленные в тисках, б - ручные, закрепленные в тисках, в - стуловые на деревянном основании Малогабаритные силовые ножницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 19). Для резки рукоятку 7 закрепляют в тисках, а за рукоятку 8 (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 6, на одном плече которого закреплен нож 4, соединен при помощи винта 3 с рукояткой 7. 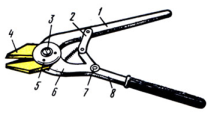 Рис. 19. Силовые малогабаритные ножницы Второе плечо рычага 6, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром 7, или собственно рукояткой ножниц. Концевым шарниром рукоятка 8 при помощи двух шарнирного звена 2 соединена с рукояткой 7. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках. Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски 5 с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия. Малогабаритные силовые ножницы обеспечивают хорошее качество реза. Задания для отчета Задание 1. Заполнить таблицу
Задание 2. Обозначьте в соответствии с нумерацией детали силовых малогабаритных ножниц
Лабораторно - практическая работа №3. Гибка заготовки. Цель: составить инструкционную карту гибки скобы из полосовой стали . Оборудование и инструмент: Заготовки полосового металла, тиски, молотки, оправки плоские, чертилки. Ход работы Получение нужных размеров детали после гибки обеспечивается правильным определением длины заготовки, если она не указана на чертеже. Длину заготовки находят, подсчитав по чертежу (рис.1 а) детали длину средней линии. С этой целью определяют размеры прямых участков, подсчитывают длины закруглений и суммируют результаты. L = а + h + с + π(r + t/2),мм Гибну прямоугольной скобы из полосовой стали выполняют в следующем порядке (рис. 1 б, в): определяют длину развертки заготовки; отмечают длину с дополнительным припуском на обработку торцов по 1 мм на сторону и зубилом отрубают заготовку; выправляют вырубленную заготовку на плите; опиливают в размер по чертежу; наносят риски загиба; зажимают заготовку в тисках между угольниками-нагубниками на уровне риски и ударами молотка загибают конец скобы (первый загиб);переставляют заготовку в тисках, зажимая ее между угольником и бруском-оправкой, более длинным, чем конец скобы; загибают второй конец - второй загиб; снимают заготовку и вынимают брусок-оправу 6; снимают заусенцы на ребрах скобы и опиливают концы лапок в размер. 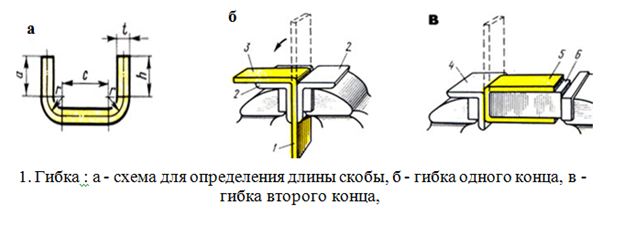 Задание 1 Подсчитать длину развертки заготовки скобы с закруглением (рис. 1а). Размеры указаны таблице 1 Таблица 1.
Задание 2. Составить инструкционную карту (порядок выполнения) гибки скобы из полосовой стали
Лабораторно - практическая работа № 4. Рубка, правка металла Цель: изучение выполнения операций правки и рубки металла. 1. Оборудование и инструмент: 1.Правильная плита. 2.Рихтовальные бабки. 3.Молотки слесарные и со специальными вставками. 4.Гладилки деревянные или металлические. 5.Материал для правки и рубки. 6.Линейки металлические 2.Зубила. 34.Крейцмейсели. Меры безопасности Основными условиями безопасной работы являются: Спецодежда должна быть без свисающих завязок, рукава надо застегнуть или закатать выше локтя. Рабочее место необходимо содержать в чистоте и порядке. Перед работой нужно разложить инструмент в соответствующем порядке. Инструмент должен обеспечить безопасную работу, т.е. должен быть чистым, исправным и хорошо подогнанным. Проверить слесарный верстак, разметочную плиту, которые должен быть прочными и устойчивыми, соответствовать росту рабочего. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||