КОМПЛЕКТ КОНТОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ по МДК. 03. 01 «Слесарное дело и технические измерения». КОС МДК03.01. ПМ 03. 23.17.03.. Протокол от 202. г. Председатель цмк Текуев А. Т. Утверждаю
 Скачать 2.5 Mb. Скачать 2.5 Mb.
|

|
Задание для отчета. Задание 1. Заполнить таблицу:
Задание 2. Составить инструкционную карту притирки клапанов ГРМ.
Лабораторно – практическая работа № 8.Тема: Нарезание наружной резьбы Цель: составить инструкционные карты для нарезания наружной резьбы. Теоретический блок. Инструкционно - технологическая карта – это документ в котором указана последовательность выполнения операций, инструменты и оборудование, примечания.
Инструменты, материалы, оборудование для нарезания метрической резьбы: метчики; метрические метчики; резьбомеры; штангенциркуль (0,1 мм); напильники разные 2 и 3; круглые плашки (разрезные и цельные); резьбовые калибры кольца; чертилки; ветошь; машинное масло; слесарный верстак; параллельные тиски; плашкодержатель; вороток. Технологический процесс нарезания наружной резьбы. Нарезание резьбы плашками. 1. Определить по чертежу диаметр и систему резьбы и длину нарезаемой части. 2. Подобрать по таблице длину и диаметр нарезаемого стержня (диаметр стержня должен быть на 0,1 0,2 мм меньше наружного диаметра нарезаемой резьбы). 3. Отмерить длину нарезаемой части. 4. Сделать на конце стержня фаски шириной немного большей, чем высота профиля резьбы. 5. По заданной резьбе подобрать две круглые плашки разрезную и цельную и соответствующий плашкодержатель. 6. Закрепить стержень в тисках вертикально на мм больше длины нарезаемой резьбы. 7. Смазать конец стержня маслом. 8. Установить разрезную плашку в плашкодержатель и винтами закрепить ее так, чтобы она не была сжата. 9. Наложить плашку на нарезаемый конец стержня так, чтобы клеймо было внизу, а ее плоскость перпендикулярна оси стержня. 10.Ладонью правой руки нажимать на корпус плашки вниз; левой рукой вращать по часовой стрелке плашкодержатель, пока заборная часть плашки не врежется в стержень; затем, вращая плашкодержатель за ручки, делать 1 2 оборота в направлении нарезания резьбы и пол-оборота в обратную сторону. 11.Обратным вращением снять плашку со стержня; проверить качество резьбы (не должно быть задиров и сорванных ниток резьбы); сжать плашку на меньший диаметр и сделать второй рабочий ход. 12.Вынуть разрезную плашку из плашкодержателя и заменить ее калибрующей цельной плашкой. 13.Вращая цельную плашку попеременно в ту и другую стороны, калибровать резьбу до окончательного размера. 14.Протереть резьбу чистой ветошью и проверить ее резьбовым калибром-кольцом или гайкой; шаг резьбы проверить резьбомером. 15.Вынуть плашку из плашкодержателя, протереть ее чистой ветошью и смыть смазку. Задание. Необходимо нарезать резьбу с шагом 1,25 мм и длиной нарезанной части 35мм на прутке диаметром 10 мм. Составить инструкционно – технологическую карту, подобрать слесарный и контрольно-измерительный инструмент ИНСТРУКЦИОННО - ТЕХНОЛОГИЧЕСКАЯ КАРТА Нарезание резьбы_________________________________________.
Лабораторно - практическая работа № 7.Нарезание внутренней резьбы Цель: составить инструкционные карты для нарезания внутренней резьбы. Теоретический блок. Инструкционно - технологическая карта – это документ в котором указана последовательность выполнения операций, инструменты и оборудование, примечания.
Инструменты, материалы, оборудование для нарезания метрической резьбы: Сверло, зенковки, настольно-сверлильный станок, черновой метчик, машинное масло, вороток, калибрующий метчик, резьбовой калибр пробка Технологический процесс нарезания внутренней резьбы. 1. Подготовить заготовку к нарезанию резьбы. Подобрать по таблице резьб или по формуле, соответствующее заданному размеру резьбы, сверло. Закрепить сверло в патроне станка. Просверлить отверстие в заготовке насквозь. Раззенковать отверстие на 1,0 1,5 мм зенковкой 90 или 120º с одной или двух сторон (по чертежу). 2. Нарезать резьбу в отверстии Подобрать метчики в соответствии с требованиями чертежа. Смазать рабочую часть первого (чернового) метчика маслом. Вставить метчик заборной частью в отверстие строго по его оси. Надеть на квадрат хвостовика метчика вороток . Нажимая правой рукой на метчик вниз, левой рукой вращать вороток по часовой стрелке до врезания метчика в металл на несколько ниток. Нарезать резьбу, вращая метчик за рукоятку воротка по часовой стрелке на один-два оборота и на пол-оборота обратно для срезания стружки до полного входа метчика в отверстие. Вывернуть метчик обратным ходом и прорезать резьбу вторым (калибрующим) метчиком. Примечание Вороток выбрать по формуле: L = 20D мм L = длина воротка, мм. D = диаметр метчика, мм 3. Проверить качество резьбы Проверить резьбу внешним осмотром (не допускаются задиры, перекос резьбы и сорванные нитки). Проверить резьбу контрольным резьбовым калибром пробкой: проходной конец навинчивается, непроходной не навинчивается. Таблица 1.Соответствие диаметра сверла диаметру нарезаемой резьбы 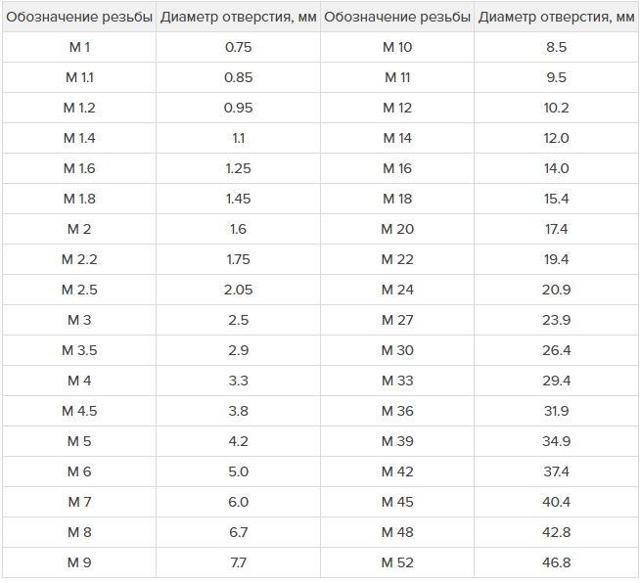 Задание. Необходимо нарезать резьбу с шагом 1,25 мм и длиной нарезанной части 35 мм в отверстии диаметром 10 мм. Составить инструкционно – технологическую карту, подобрать слесарный и контрольно-измерительный инструмент ИНСТРУКЦИОННО - ТЕХНОЛОГИЧЕСКАЯ КАРТА Нарезание резьбы_________________________________________.
Образец Инструкционно - технологическая карта Нарезание внутренней резьбы в сквозном отверстии .
Лабораторно - практическая работа № 9. Соединение заготовок методом ручной клёпки Цель: рассчитать длину заклепки для соединения нескольких деталей. Теоретический блок. Заклепочное соединение (рис. 2) относят к неразъемным. Детали крепятся посредством заклепки (рис. 1)– стержня круглого поперечного сечения с головками на концах. Этот стержень устанавливается в совмещенные отверстия соединяемых деталей и осаживается с одной стороны. Одна из головок, называемая закладной, выполняется на заготовке заранее (на рисунке 1 она снизу), а другая, называемая замыкающей, образуется в процессе клепки (на рисунке 1 – сверху). 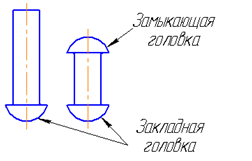 Рис. 1. Заклепка Обычно заклепками соединяют листовые конструкции. Заклепки изготавливают на высадочных автоматах. Клепку могут выполнять холодным (для стальных заклепок диаметром до 10 мм и заклепок из латуни, меди и легких сплавов) или горячим способом. Клепку можно производить вручную или с помощью пневматических молотков, прессов. Отверстия в деталях под заклепку получают сверлением или продавливанием.  Рис. 2. Заклепочное соединение Заклепки позволяют создать прочное компактное соединение двух и более деталей, выполненных из любых материалов. К недостаткам заклепочного соединения можно отнести большой расход металла на заклепки, высокую стоимость, высокую трудоемкость сборки: все отверстия в соединяемых деталях должны выполняться в сборе, необходимо клепальное оборудование. Большое число отверстий под заклепки ослабляет конструкцию и создает значительную концентрацию напряжений. Заклепочные соединения в последнее время в значительной степени вытеснены сварными. Применяются они в особо ответственных конструкциях, воспринимающих большие вибрационные и повторные нагрузки, и в некоторых специальных случаях: 1) соединения, в которых нагрев при сварке недопустим из-за опасности коробления деталей или отпуска термообработанных деталей; 2) соединения несвариваемых материалов; 3) соединения в самолетах; 4) соединения в автомобилестроении для рам грузовых машин Виды заклепок Различают следующие виды заклепок: заклепки со сплошным стержнем, заклепки полупустотелые, заклепки пустотелые. Наибольшее распространение получили сплошные стержневые заклепки. Диаметр отверстия под заклепки устанавливают на 0,1 мм больше стержня заклепки, который при клепке осаживается и заполняет отверстие. Полупустотелые заклепки используются в случаях, когда нежелательно или недопустимо заклепочные соединения подвергать ударам. Пустотелые заклепки применяют, чтобы использовать их отверстия в заклепочных соединениях, к примеру, для пропуска электрических, крепежных или других деталей. Все эти заклепки могут быть с полукруглой головкой (наиболее технологичные), с плоской головкой или с потайной головкой (на рисунке): 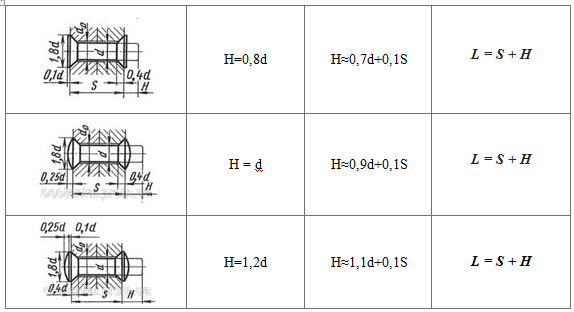 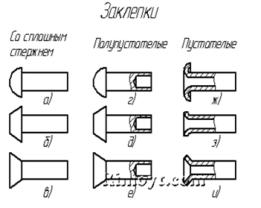 Рис. 3. Виды заклепок По назначению заклепочные соединения подразделяют на: прочные (силовые) прочноплотные (силовые плотные) плотные (присутствуют не во всех классификациях). Прочные заклепочные соединения воспринимают внешние нагрузки и применяются в металлических конструкциях машин и строительных сооружениях. Прочноплотные обеспечивают герметичность соединения при восприятии значительных усилий и применяются в некоторых паровых котлах, резервуарах и трубопроводах для газов и жидкостей с большим внутренним давлением. Плотные как и прочноплотные заклепочные соединения используются в резервуарах, но с небольшим внутренним давлением. |