КОМПЛЕКТ КОНТОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ по МДК. 03. 01 «Слесарное дело и технические измерения». КОС МДК03.01. ПМ 03. 23.17.03.. Протокол от 202. г. Председатель цмк Текуев А. Т. Утверждаю
 Скачать 2.5 Mb. Скачать 2.5 Mb.
|

|
Материал заклепок Заклепки изготавливают из стали (Ст2, Ст3, 09Г2, Сталь 10), латуни (Л63), меди (М3, МТ), алюминиевых сплавов (АМг5П, Д18, АД1) и других материалов. Материал заклепок должен быть достаточно пластичным для обеспечения возможности формирования головок и однородным с материалом соединяемых деталей во избежание электрохимической коррозии. Расчеты заклепочных соединений Определение длины заклёпки Правильная установка заклёпки предусматривает создание полной формы замыкающей головки и отсутствие при этом каких-либо избыточных зазоров и наплывов. Для правильной установки заклёпки необходимо определить длину тела заклёпки, зависящую от толщины склёпываемых материалов и типа заклёпки. "Справочник конструктора-машиностроителя" под редакцией Анурьева В.И. предлагает пользоваться одной универсальной формулой для всех форм головок заклёпок. Здравый смысл подсказывает, что такой подход ошибочный - поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года. Таблица 1. Расчеты заклепочных соединений 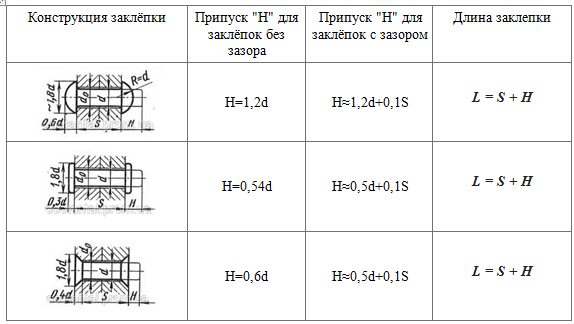 Вычислив по формуле необходимый размер припуска, можно определить длину заклёпки L, прибавив к толщине склёпываемых материалов S значение припуска H. Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм): Стандартный ряд 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180 Исходные данные для расчета
Задание Необходимо склепать несколько листов общей толщиной S, мм; склёпывать будем без зазора заклёпками с полукруглой головкой d, мм (1-я конструкция в таблице).данные взять из таб.2 Пример расчёта длины заклёпки Например, нам необходимо склепать несколько листов общей толщиной S мм; склёпывать будем без зазора заклёпками с полукруглой головкой d мм Дано: d = ___ мм S = ____ мм L=? 1. Определить припуск "Н" для заклёпок без зазора H = 1,2×d = ---- мм 2.Определить длину заклепки. L = S + H = ___ мм Из стандартного ряда выбрать ближайшую длину из ряда . Вывод: для склёпывания пакета листов толщиною S мм нам понадобится заклёпка размера Ø × L мм Лабораторно - практическая работа №10 Пайка детадей. Цель: изучить способы выполнения соединения деталей при помощи пайки. 1. Оборудование и инструмент: 1.Паяльники электрические. 2.Мягкие припои. 3.Твердые припои. 4.Напильники для зачистки швов. Меры безопасности Основными условиями безопасной работы являются: Спецодежда должна быть без свисающих завязок, рукава надо застегнуть или закатать выше локтя. Рабочее место необходимо содержать в чистоте и порядке. Перед работой нужно разложить инструмент в соответствующем порядке. Инструмент (паяльники, напильники) должен обеспечить безопасную работу, т.е. должен быть чистым, исправным и хорошо подогнанным. рабочее место паяльщика должно быть оборудовано местной вентиляцией; не допускается работа в загазованных помещениях; пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту; при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева; работать электрическим паяльником, ручка, которого должна быть сухой и не проводящей тока. Ход работы: Пайкой называется процесс получения неразъемного соединения различных металлов при помощи расплавленного промежуточного металла, плавящегося при более низкой температуре, чем соединяемые металлы. Промежуточный металл или сплав, применяемый при пайке, называют припоем.  Припои бывают легкоплавкие и тугоплавкие. Легкоплавкие припои широко применяются во всех отраслях промышленности и в быту и представляют собой сплав олова со свинцом. Различные количественные соотношения олова и свинца определяют свойства припоев Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов, серого чугуна, алюминия, керамики и стекла. Тугоплавкие (твердые) припои представляют собой тугоплавкие металлы и сплавы. Из них широко применяются медно-цинковые и серебряные припои. Для получения определенных свойств в эти сплавы добавляют олово, марганец, алюминий, железо и другие металлы. Флюсы улучшают условия смачивания поверхности паяемого металла расплавленным припоем, предохраняют поверхность паяемого металла и расплавленного припоя от окисления при нагреве и в процессе пайки, растворяют имевшиеся на поверхности паяемого металла и припоя окисные пленки. Различают флюсы для мягких и твердых припоев, а также для пайки алюминиевых сплавов, нержавеющих сталей и чугуна.  Флюсы для мягких припоев — это хлористый цинк, нашатырь, канифоль, пасты и др. Флюсы для твердых припоев — это бура, борная кислота и некоторые другие вещества. Флюсы для пайки алюминиевых сплавов. В качестве флюсов при пайке алюминиевых сплавов применяют сложные по химическому составу смеси, состоящие из фтористого натрия, хлористого лития, хлористого калия, хлористого цинка и др. Основным инструментам для выполнения пайки является паяльник. Паяльники с электрическим подогревом применяются широко, так как они просты и удобны в обращении. При работе не образуются вредные газы, спаиваемые места нагреваются равномерно, при постоянной температуре, что повышает качество пайки. Электрический паяльниксостоит из медного стержня (жало), проволоки высокого сопротивления (нагреватель), изоляции, корпуса, пластмассовой ручки и электропровода 6.  Различают типы паяных соединений: встык, внахлестку, ступенчатый с косым срезом, встык с накладкой. Пайка мягким припоями. Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва. Подготовка изделий к паянию. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают. Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью. Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до. кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой. Обезжиривание в органических растворителях применяется для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др. Химическое травление применяется в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и' других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом.. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот.  Нагретый паяльник очищают от окалины погружением в хлористый цинк, затем набирают с прутка 1—2 капли припоя и двигают паяльником по куску нашатыря, пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места паяния. Пайка твердыми припоями. Паяние твердыми припоями применяют для получения прочных и термостойких швов. Паяние твердыми припоями осуществляют, соблюдая следующие основные правила; как и при паянии мягкими припоями, поверхности подгоняют друг к другу, опиливанием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом; подогнанные детали в месте спая покрывают флюсом; на место спая накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой; подготовленные детали (заготовки) нагревают паяльной лампой, в кузнечном горне или электропечи; когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва; затем деталь охлаждают предварительно на воздухе до температуры 80—100° С и погружают в воду. Такой способ охлаждения повышает прочность соединения и облегчает удаление шлаковой пленки; после охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником. Особенности пайки некоторых металлов и сплавов Низкоуглеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовистые припои, а в качестве флюса - хлористый цинк или канифоль. Высоко углеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями. Паяние чугунных деталей выполняют латунями и серебряными припоями. Перед паянием детали очищают от окислов, масла и обрабатываемую поверхность зачищают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают и очищают от окислов и покрывают бурой. Лужение деталей. Лужение, как правило, применяется при подготовке деталей к паянию, а также для предохранения изделий от коррозии, окисления. Полуду приготавливают так же, как и припой. В качестве полуды пользуются оловом и сплавами на оловянной основе. Сплавами из олова со свинцом и цинком лудят металлические изделия в целях предохранения от ржавчины. Красивую белую и блестящую полуду для лужения художественных изделий получают из сплавов олова с висмутом. Процесс лужения состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность. Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и от способа нанесения полуда. Перед покрытием оловом поверхность обрабатывают щетками, шлифованием и обезжириванием травлением. Щетками обрабатывают обычно поверхности, покрытые окалиной Жировые вещества удаляют венской известью. Минеральные масла удаляют бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течении 20 —23 мин в 20— 30%-ном растворе серной кислоты с подогревом. Лужение растиранием выполняют, предварительно нанеся на очищенное место волосяной щеткой или паклей хлористый цинк. Затем равномерно нагревают поверхность изделия до температуры плавления полуды, которая наносится от прутка. Обсыпав паклю порошкообразным нашатырем, растирают нагретую поверхность так, чтобы на ней полуда распределилась равномерно. После этого нагревают и в таком же порядке облуживают другие места. По окончании лужения изделие промывают. Техника безопасности при пайке, лужении. Подготовка металлов и процесс паяния связаны с выделением пыли, вредных паров цветных металлов и солей, которые, попадая в организм человека через дыхательные органы, пищевод или кожу, вызывают раздражение слизистой оболочки глаз, поражение кожи и отравление. Поэтому при паянии и лужении необходимо строго соблюдать следующие правила:' рабочее место паяльщика должно быть оборудовано местной вентиляцией; не допускается работа в загазованных помещениях; после окончания работы и перед принятием пищи тщательно мыть руки мылом; химикаты засыпать осторожно, малыми порциями, не допуская брызг. Попадание кислоты в глаза может вызвать слепоту, испарения кислот очень вредны; серную кислоту хранить в стеклянных бутылях с притертыми пробками в деревянных или плетеных корзинах с мягкой прокладкой из бумаги или стружки; пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с выделением большого количества тепла. Даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрыву; не допускаются ручные операции, при которых возможно непосредственное соприкосновение кожи работающего (промывка, протирка изделий, розлив и др.) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями; при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева; работать электрическим паяльником, ручка которого должна быть сухой и не проводящей тока. Задание для отчета Задание 1. Заполнить таблицу:
|