Пример выполнения лабораторной работы_2. Разработка технологического процесса изготовления отливок в песчаных литейных формах
 Скачать 4.83 Mb. Скачать 4.83 Mb.
|

НедоливНедолив – дефект в виде неполного образования тела чугунной отливки вследствие частичного незаполнения полости литейной формы металлом. Дефект обнаруживается в результате внешного осмотра отливок (рис.21). Недолив вызывается низкой жидкотекучестью металла, неправильным проектированием литниковой системы. 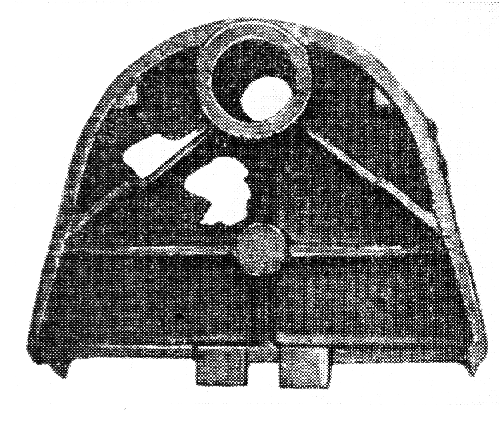 Рис.21. Недолив в результате недостаточной жидкотекучести Несоответствие размеров и формыНесоответствие размеров и формы вызывается: неисправностью модельно - стержневой оснастки; деформацией литейных стержней; износом модельно-стержневой оснастки в процессе эксплуатации. Дефект выявляется при измерениях универсальным измерительным инструментом, контрольными шаблонами или путем механической обработки. НеслитинаНеслитина - это дефект в виде отверстия произвольной формы в тонкой стенке чугунной отливки, образовавшейся вследствие неслияния металла при его заливке. Основными причинами образования неслитины: - низкая температура заливаемого металла; - низкая скорость заполнения формы жидким металлом; - нарушения изготовления технологии изготовления формы; - нарушения технологического процесса заливки. РаздутиеРаздутие - местное утолщение стенки отливки, расположенных в местах малоуплотненных стенках литейной формы. Раздутие - типичный дефект отливок, изготавливаемых в сырых литейных формах с недостаточной степенью уплотнения.КороблениеКоробление - дефект в виде искажения конфигурации отливки под влиянием напряжений, возникающих при охлаждении, а также вследствие нетехнологичности отливки. Основными причинами коробления отливок являются внутренние напряжения, возникающими вследствие неравномерной усадки толстых и тонких отливок, а также вследствие сопротивления усадке со стороны материала формы и стержней. Для предупреждения коробления отливок: необходимо конструировать отливки таким образом, чтобы обеспечить равномерное охлаждение всех сечений отливки. ПерекосПерекос - дефект в виде смещения одной части чугунной отливки относительно осей или поверхности другой части по плоскости разъема модели, стержневого ящика или опок, возникающей вследствие неточной фиксации при формовке и сборке. Причинами перекоса могут быть: -дефекты оснастки (коробление, поломка и т.д.); -плохое состояние опочной оснастки и подмодельных плит; -некачественная сборка формы; -нарушение технологии изготовления формы. СпаиСпай - дефект отливки в виде углубления на поверхности, образовавшегося неполностью слившимися потоками прерванного при заливке или преждевременно застывшего в форме металла. Внешне это выражается в образовании спаев: самых разнообразных по размерам и форме углублений, рубцов или швов на поверхности отливки. Сплавы, обладающих лучшей литейной свариваемостью, менее склонны образованию спаев. Для получения качественной отливки необходимо обеспечить литейную свариваемость потоков, которая в свою очередь зависит от характера кристаллизации сплава и ширины интервала кристаллизации (tкр). Лучшей свариваемостью обладают широкоинтервальные сплавы с объемной кристаллизацией. Узкоинтервальные сплавы, эвтектики и чистые металлы, кристаллизирующиеся последовательно, с узкой зоной твердожидкого состояния, напротив, плохо свариваются и склонны образованию спаев. Это подтверждается практикой: при литье алюминиевых и медных сплавов спаи практически не образуются, в то же время получение отливок из чистых металлов без спаев затруднительно. ЗаливыЗаливы - это нарост на поверхности отливки, возникающей вследствие проникновения жидкого металла по плоскости разъема литейной формы и в зазоры между стержневыми знаками стержня и литейной формы. Механическое повреждениеМеханическое повреждение отливок - дефект в виде нарушения целостности отливки, возникающей после затвердевания отливки и ее выбивки. Несоответствие по массе Несоответствие по массе - дефект, вызванный превышением допустимой массы. Вызывается раздутием и несоответствием размеров. ПригарПригар - дефект в виде песчано-металлической корочки на поверхности отливки, образовавшейся от взаимодействия жидкого металла с материалом литейной формы. Толщина слоя может составлять 30 ... 40 мм. Существует две разновидности пригара: механический пригар; химический пригар. Пригар наиболее распространенных дефектов на отливках из черных металлов. Трудноотдалимый пригар получается при проникновении металла или продуктов реакции металла с формой на глубину, превышающую диаметр кварцевого зерна. Механический пригар – это слой формовочной или стержневой смесей, скрепленной жидким металлом, проникшим между зернами смеси. Прочность механического пригара составляет 2.0 ... 2.2 МПа. Согласно теории, жидкий металл проникает в поры формы в результате действия капиллярных сил и металлостатического давления. Жидкий металл проникает в поры смеси на границе металл форма. Глубина проникновения металла в поры зависит от смачиваемости металла поверхности формы и диаметра пор, а также металлостатического давления. Согласно Пуазейлю, глубину проникновения металла можно приблизительно рассчитать по формуле  (33) (33)где - поверхностное натяжение расплавленного металла на границе металл - форма, Н/м; - угол смачивания жидким металлом поверхности формы и стержней; - вязкость жидкого металла, Па·С; r - средний размер пор между зернами смеси, м; t - время, в течение которого металл в порах остается в жидком состоянии, с; Ргаз - газовое давление в порах литейной формы, Па; Н - высота столба жидкого металла, м; - удельный вес жидкого металла, Н/м3. Поверхностное натяжение на границе металл - форма зависит от содержания углерода в металле и может быть приближенно определено по формуле = 1.6 - 0.1 ·( % С ), Н /м2 (34) C увеличением Р, S, Si - поверхностное натяжение металла уменьшается; S -нежелательная примесь в чугуне, поэтому его содержание в металле не должно превышать 0.12% . Кислород резко снижает поверхностное натяжение чугуна и стали. Хорошо раскисленная сталь имеет угол смачивания 120...160? ,т.е. проникновение в форму возможно при действии большого металлостатического давления. Окисленная сталь хорошо смачивает применяемые в литейном производстве формовочные и стержневые смеси и образует механический пригар. При химическом пригаре на поверхности отливке образуется металлонеорганическое химическое соединения типа файолит, образующееся при взаимодействии материала формы и металла n·FeО + SiO2 = n·FeO · SiO2 . (35) В практике литейного производства для предотвращения пригара в первую очередь используют: - снижение металлостатического напора; - замены песчано-глинистых формовочных и стержневых смесей смесями, выдерживающими большие критические давления (например, жидкостекольными, хромомагнезитовыми); - вводят в состав смесей противопригарных добавок; - используются противопригарные краски; (поверхность контакта металл - форма покрывается противопригарными красками); - уменьшается температура и время заливки жидким металлом литейной формы. |