где Тшт-к − штучно-калькуляционное время на выполнение сварочной операции, ч.;
tосн− основное время, ч.;
tпз− подготовительно-заключительное время, ч.; tв− вспомогательное время, ч.;
tобс − время на обслуживание рабочего места, ч.; tп − время перерывов на отдых и личные надобности, ч.
Основное время (tосн, ч)– это время на непосредственное выполнение сварочной операции. Оно определяется по формуле:
tосн = Lшв (2.2)
Vсв
где Lшв− сумма длин всех швов, мΣLшв = 68,556 м;
Vсв− скорость сварки (проектируемый вариант), м/ч, Vсв = 15 м/ч;
Vсв – скорость сварки (базовый вариант), м/ч, Vсв = 8 м/ч
Определяем основное время по формуле для обоих вариантов
tосн =  = 8,6 ч. (базовый вариант) tосн = = 8,6 ч. (базовый вариант) tосн =  = 4,6 (проектируемый вариант) = 4,6 (проектируемый вариант)
Подготовительно-заключительное время (tпз) включает в себя такие операции как получение производственного задания, инструктаж, получение и сдача инструмента, осмотр и подготовка оборудования к работе и т.д. При его определении общий норматив времени tпз делится на количество деталей, выпущенных в смену. Примем:
tпз = 10% от tосн
|
 tпз (базовый вариант) tпз (базовый вариант)
tпз = 0,46 ч. (проектируемый вариант)
Вспомогательное время (tв) включает в себя время на заправку кассеты с электродной проволокой tэ, осмотр и очистку свариваемых кромок tкр, очистку швов от шлака и брызг tбр, клеймение швов tкл, установку и поворот изделия, его закрепление tуст: tв= tэ + tкр + tбр + tуст + tкл (2.3)
При полуавтоматической и автоматической сварке во вспомогательное время входит время на заправку кассеты с электродной проволоки. Это время можно принять равным tэ = 5 мин = 0,083 ч.
Время зачистки кромок или шва tкр(мин.) вычисляют по формуле:
tкр= Lшв (0,6 + 1,2 ∙ (nC − 1)) (2.4)
где nC − количество слоев при сварке за несколько проходов, nC=3; Lшв − длина шва, м, Lшв = 69м.
Рассчитываем время зачистки кромок или шва по формуле для обоих вариантов
tкр= 69 ∙ (0,6 + 1,2∙ (3-1)) = 205,7 мин. = 3,5 ч.
Сварка и в базовом и проектируемом варианте производится в один проход.
Время на очистку швов от шлака и брызг tбр(мин.) рассчитываем по формуле
tбр= Lшв (0,6 + 1,2 ∙ (nC − 1)) (2.5)
tбр=3,5 ч.
|
Время на установку клейма (tкл) принимают 0,03 мин. на 1 знак, tкл = 0,21 мин.= 0,0035 ч.
Время на установку, поворот и снятие изделия (tуст) зависит от его массы, данные указаны в таблице 2.1.
Таблица 2.1 − Норма времени на установку, поворот и снятие изделия в зависимости от его массы
-
Элементы работ
|
|
|
Вес изделия, кг
|
|
|
5
|
10
|
15
|
25
|
до 40
|
до 50
|
до 100
|
|
|
Время, мин
|
|
|
|
вручную
|
|
|
краном
|
|
Установить, повернуть, снять сборочную единицу и отнести на место складирования
|
1,30
|
3,00
|
4,30
|
6,00
|
5,20
|
6,30
|
8,40
|
tуст = 8,4 мин. = 0,14ч.

Таким образом рассчитываем значение tв для обоих вариантов (оно одинаково) tв= 0,083 + 3,5 + 3,5 + 0,14 + 0,0035 = 7,2 ч.
Время на обслуживание рабочего места (tобс) включает в себя время на установку режима сварки, наладку автомата, уборку инструмента и т.д., принимаем равным:
tобс= (0,06…0,08) ∙ tосн (2.6)
Рассчитываем время на обслуживание рабочего места (tобс) по формуле для обоих вариантов
|
tобс= 0,07 ∙ 8,6 = 0,6 ч. tобс= 0,07 ∙ 4,5 = 0,3 ч.
Время перерывов на отдых и личные надобности зависит от положения, в котором сварщик выполняет работы. При сварке в удобном положении
tп= 0,07 · tосн (2.7)
Рассчитываем tп по формуле для базового и проектируемого вариантов соответственно
tп= 0,07 ∙ 8,6= 0,6 ч. tп= 0,07 ∙ 4,5 = 0,3 ч.

Таким образом, расчет общего времени Тшт-к на выполнение сварочной операции по обоим вариантам производим по формуле
Тшт-к = 8,6 + 0,86+ 7,2 + 0,6 + 0,6 ≈17,86 ч. (базовый вариант)
Тшт-к = 4,6 + 0,46 + 7,2 + 0,3 + 0,3 ≈12,86 ч. (проектный вариант).
2.2 Расчет количества оборудования и его загрузки
1) Время сварки на одно изделие:
Тшт=Lшв/Vсв (2.8)
tосн=8,6 ч. (базовый вариант) tосн=4,6 ч. (проектируемый вариант).
|
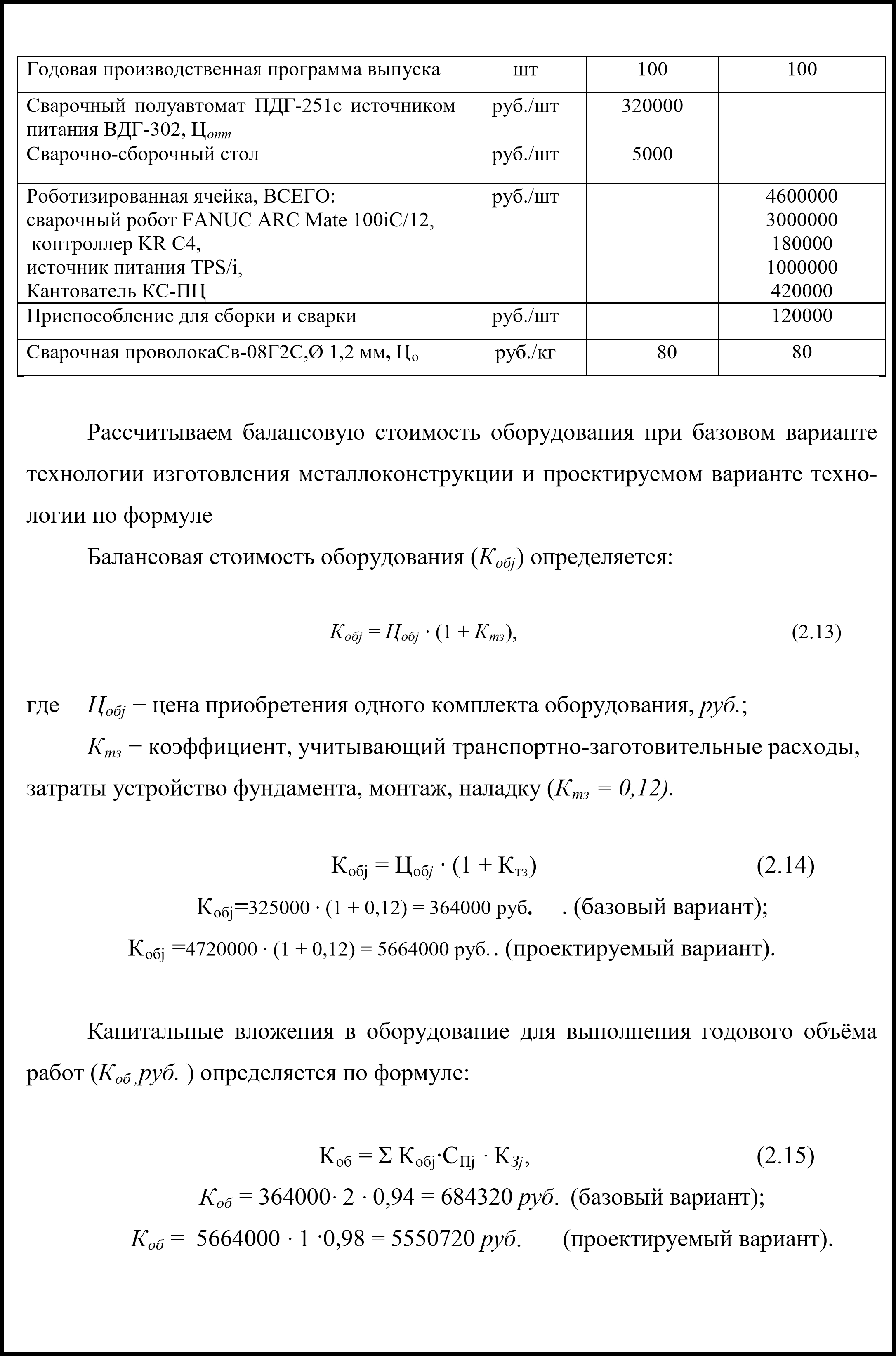
где Кобj − балансовая стоимость j-ого оборудования, руб.;
CПj − принятое количество j-ого оборудования, шт.;
КЗj − коэффициент загрузки j-ого оборудования, КЗj= 1, т.к. загрузка участка другой продукцией не предполагается.
Рассчитанные данные заносим в таблицу 2.3.
Таблица 2.3 − Расчеты капитальных вложений по вариантам
-
Статьи расчетов
|
Базовый вариант
|
Проектируемый вариант
|
Цена комплекта оборудования, руб.
|
325 000
|
4 720000
|
Балансовая стоимость оборудования (стоимость приобретения с расходами на монтаж и пусконаладочные работы), руб.
|
364 000
|
5 664 000
|
Количество комплектов оборудования, шт.
|
2
|
1
|
Суммарные капитальные вложения в технологическое оборудование, руб.
|
684320
|
5550720
|
Определение себестоимости изготовления металлоконструкций
2.4 Расчет технологической себестоимости металлоконструкций
Таблица 2.4 – Данные для расчета технологической себестоимости изготовления годового выпуска изделий
Показатели
|
Единицы
измерения
|
Базовый
вариант
|
Проектируемый
вариант
|
Сталь 09Г2С, Цк.
|
руб./т
|
40000
|
40000
|
Тариф на электроэнергию, Цэлм
|
руб./кВтчас
|
3,16
|
3,16
|
Защитный газ СО2, Цз.г
|
руб./л
|
0,08
|
|
Защитный газ (смесь К18), Цз.г
|
руб./л
|
|
0,13
|
Расход защитного газа
|
л/мин
|
8
|
26
|
|
|
Длина сварного шва
|
|
м
|
69
|
69
|
|
Квалификационный разряд электросварщика
|
|
разряд
|
4
|
5
|
Тарифная ставка, Тст
Сварщики
Вспомогательные рабочие
|
|
руб.
|
144
130
|
168
130
|
Масса конструкции
|
|
кг
|
5694
|
5694
|
Технологическая себестоимость формируется из прямых затрат, связанных с расходованием ресурсов при проведении сварочных работ в цехе. Расчет технологической себестоимости проводим по формуле (2.12).
Ст = МЗ + Зэ + Зпр , (2.12)
где МЗ - затраты на все виды материалов, основных, комплектующих и полуфабрикатов;
Зэ - затраты на технологическую электроэнергию (топливо);
Зпр - затраты на заработную плату с отчислениями на социальные нужды
(социальный взнос - 30% от фонда оплаты труда).
Расчет материальных затрат
К материальным затратам относятся затраты на сырье, материалы, энергоресурсы на технологические цели.
Материальные затраты (МЗ, руб.) рассчитываются по формуле (2.13).
МЗ = Со.м + Сдр +СЭН, (2.13)
где Со.м - стоимость основных материалов в расчете на одно металлоизделие, руб.;
Сэн - стоимость электроэнергии при выполнении технологической операции сварки металлоизделия, руб;
|
Сдр. - стоимость прочих компонентов в расчете на одно металлоизделие.
К основным - относятся материалы, из которых изготавливаются конструкции, а при процессах сварки также учитываются и сварочные материалы: электроды, сварочная проволока, присадочный материал (защитный газ, сварочный флюс).
Стоимость основных материалов (Со.м, руб.) в расчете на одно металлоизделие c учетом транспортно-заготовительных расходов рассчитывается по формуле
(2.14).:
Со.м = [Ск.м + Ссв.пр.+(Сзг + Ссв.фл.)] ∙ Ктр , (2.14)
где Ктр – коэффициент, учитывающий транспортно-заготовительные расходы, его можно принять в пределах 1,05…1,08.
Стоимость конструкционного материала (Ск.м)
Затраты на конструкционный материал, которым является сталь 20.
Ск.м = mк х Цк.м, (2.15)
где mк – масса конструкции, mк= 5,964 т;
Цк.м - цена одной тонны конструкционного материала, Цк.м=40000 руб.
Ск.м = 5,964 ∙ 40000 = 227760 руб.
Стоимость конструкционного материала составляет 40000 руб. как для базового, так и проектируемого вариантов.
Расчет затрат на электродную проволоку
Ссв.пр = Мнм ∙ ψ∙ Ц с.п. ∙ Ктр, (2.16)
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
46
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
где Мнм – масса наплавленного металла, кг; ψ- коэффициент разбрызгивания электродного металла (сварка в среде СО2-
ψ = 1,15-1,20; сварка в смеси К18 ψ = 1,01-1,04);
Цс.п.- оптовая цена 1 кг сварочной проволоки, Цс.п = 80 руб.;
Ктр – коэффициент, учитывающий транспортно-заготовительные расходы, его можно принять в пределах 1,05…1,08.
Масса наплавленного металла Мнм рассчитывается по формуле:
Мнм = Vнм∙ρнм , (2.17)
где Vнм- объем наплавленного металла, см3;
3 3 ρнм - плотность наплавленного металла, г/см (ρстали = 7,8 г/см ).
Объем наплавленного металла Vнм рассчитывается по формуле:
Vнм = Lшв∙ Fо , (2.18)
где Fо – площадь поперечного сечения наплавленного металла, см2; Lшв - длина сварного шва, см.
Исходные данные для расчетов: Lшв = 69 м = 6900 см
Fо = 1218 мм2 = 121,8 см2.
Vнм = 69 ∙ 122 = 835012 см3.
Мнм = 835012 ∙ 7,8 = 6513094 г ≈ 6513,094 кг
Производим расчеты Ссв.пр на изготовление одной металлоконструкции по формуле:
Ссв.пр = 6513 ∙ 1,2 ∙ 80 ∙ 1,05 = 656510 руб. (базовый вариант – сварка в СО2)
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
47
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
Ссв.пр = 6513∙ 1,02 ∙ 80 ∙ 1,05 = 558034 руб. (проектируемый вариант – сварка в защитной смеси К-18).
Расчет затрат на защитный газ проводим по формуле (2.19).
Сдр= tосн∙ qзг ∙ kР ∙ Цзг ∙ Кт , (2.19)
где tосн− время сварки в расчете на одно металлоизделие, базовый вариант tосн =
8,6 ч., проектируемый вариант tосн = 4,6 ч.; qзг − защитного газа, СО2 – 8 л/мин., смесь К18 - 16 л/мин.; kр − коэффициент расхода газа, kР = 1,1;
3
Ц зг − цена газа за один дм газа в свободном состоянии, СО2 – 0,08 руб./ дм , смесь К18 – 0,13 руб./дм3;
3
Ктр – коэффициент, учитывающий транспортно-заготовительные расходы, его можно принять в пределах 1,05…1,08.
Сдр = 86 ∙ 8 ∙ 1,1 ∙ 0,08∙ 1,05 = 63 руб. (базовый вариант – защитный газ СО2)
Сзг= 46∙ 16 ∙ 1,1 ∙ 0,13∙ 1,05 = 110,5 руб. (проектируемый вариант – защитная смесь К-18)
Стоимость основных материалов (Со.м, руб.) в расчете на одно металлоизделие c учетом транспортно-заготовительных расходов рассчитывается по формуле:
Со.м = (227760 + 656510+ 63)1,05=928490 руб.
Со.м = (227760 + 558034+ 110)1,05=825199 руб.
Затраты на электроэнергию, Зэ расходуемую на выполнение технологической операции сварки металлоизделия, рассчитываются по следующей формуле:
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
48
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
Тст - тарифная ставка; для сварщиков в базовом варианте - 144 руб./час., в проектируемом - 168руб./час.; для вспомогательных рабочих - 130 руб/час.;
Ч - количество рабочих; в базовом варианте сварщиков Чсв = 5 чел. в проектируемом Чсв = 3 чел.
N - годовая программа выпуска металлоизделий, N = 100 шт.
Рпв –расценка за единицу изделия для сварщиков Рпвсв и вспомогательных рабочих Рпввс, руб.;
Кпр – коэффициент премирования, (данные предприятия), Кпр = 1,5;
Ксс − коэффициент, учитывающий отчисления на социальные нужды (социальный взнос), Ксс = 1,3;
Кд - коэффициент, определяющий размер дополнительной заработной платы, (статья «Дополнительная заработная плата производственных рабочих» отражает выплаты, предусмотренные законодательством за непроработанное в производстве время (оплата отпускных, компенсаций, оплата льготных часов подросткам, кормящим матерям). Размер выплат предусмотрен обычно в пределах 10% -
20% от основной зарплаты), Кд - 1,2;
Двр – доплата за вредные условия труда, руб.
Рпвсв = 144 · 1870 ·5 /100=13464 руб. (базовый вариант)
Рпвсв = 168 · 1870 · 3 /100=9425 руб. (проектируемый вариант)
Доплата за вредные условия труда (только для сварщиков) рассчитывается по формуле
Двр = Тст ·Твр , (2.25)
где Двр – доплата за вредные условия труда, руб.;
Тст – тарифная ставка сварщиков, для базового варианта Тст = 144 руб.; для проектируемого Тст = 168 руб.;
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
51
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
Твр – время работы во вредных условиях труда,
Твр = Тшт-к (0,05 …0,51), мин.; для полуавтоматической и роботизированной сварки коэффициент принимаем соответственно 0,51 и 0,05.
Выполним расчет расходов на оплату труда рабочих Зпр (с учетом доплат за вредность для сварщиков) приходящихся на одно изделие:
Двр = 144 · 8,6 ·8,6· 0,5 =4954 руб. (базовый вариант) Зпр = 13464 + 4954 =18418 руб.
Двр = 168· 4,6 ·4,6· 0,5 = 1777 руб. (проектный вариант) Зпр = 9425 + 1777 =3175 руб.
Выполним расчет расходов на оплату труда рабочих Зпр на годовую программу:
Згод = N · Зпр
Згод = 100 · 18418 = 1841800 руб. (базов. вариант)
Згод = 100 · 11202 = 1120200руб. (проект. вариант)
Приведем расчетные данные технологической себестоимости Ст изготовле-
ния годового объема выпуска металлоконструкций (N = 100 шт.) в таблицу 2.5.
Таблица 2.5 – Результаты расчета технологической себестоимости изготовления годового выпуска металлоконструкций
Статьи затрат
|
Базовый вариант
|
Проектный вариант
|
Затраты на основные материалы, Со.м , руб.
|
928490
|
825095
|
Затраты на технологическую электроэнергию (топливо), Сэн, руб.
|
15874046
|
9921279
|
Затраты на заработную плату с отчислениями на социальные нужды (социальный взнос), Зпр, руб.
|
18418
|
11202
|
Технологическая себестоимость, Ст, руб./металлоизделие
|
16820954
|
10757578
|
Расчет производственной себестоимости изготовления металлоизделия
|
Производственная себестоимость (СПР, руб.) включает затраты на производство продукции, обслуживание и управление производством, расчет СПР проводят по формуле:
СПР = Ст + Рпр + Рхоз , (2.26)
где Ст − технологическая себестоимость, руб.;
Рпр – общепроизводственные (цеховые) расходы, руб.;
Рхоз – общехозяйственные расходы, руб.
В статью «Общепроизводственные расходы» (Рпр, руб.) включаются:
− амортизационные отчисления технологического оборудования, установленного в цехе;
− расходы на содержание и эксплуатацию оборудования;
− расходы на оплату труда управленческого и обслуживающего персонала цехов, сигнализацию, отопление, освещение, водоснабжение цехов;
− расходы на охрану труда работников и др.
Рпр = СА + Ср +Рпр (2.27)
где СА – затраты на амортизацию оборудования, руб.;
Ср - на ремонт и техническое обслуживание оборудования, руб.;
РПР* - расходы на содержание производственных помещений (отопление, освещение).
Затраты на амортизацию оборудования, приходящиеся на одно изделие (СА), при базовом варианте технологии изготовления металлоконструкции и проектируемом варианте технологии рассчитаем по формуле:
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
53
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
А Коб ⋅Н А ⋅no ⋅Тшт−к О (2.28)
С = ⋅К 100⋅ФД ⋅КВ
где Коб − балансовая стоимость единицы оборудования, руб.;
НА − норма годовых амортизационных отчислений, %; для механизированной сварки НА = 14,7 %;
ФД − действительный эффективный годовой фонд времени работы оборудования, час. ФД = 1914 час.;
Тшт-к − время на выполнение сварочной операции на годовую программу производства, час.;
KО – коэффициент загрузки оборудования, KО = 0,9; nо – количество оборудования, шт.;
KВ − коэффициент, учитывающий выполнение норм времени, KВ = 1,1. Базовый вариант:
СА  . .
Проектируемый вариант
СА  . .
Другие затраты на ремонт и техническое обслуживание оборудования, Ср, руб. рассчитываются по формуле:
 Ср = Коб100⋅Д (2.29) Ср = Коб100⋅Д (2.29)
где Коб – капитальные вложения в оборудование и техоснастку, руб.;
|
Значение Д принимается равным 3 %.
Ср  руб руб
Ср  . .
Расходы на содержание производственных помещений (отопление, освещение), прочие цеховые расходы принимаются в процентах от заработной платы производственных рабочих
%
РПР* = РПР ⋅ЗПо , (2.30)
100
Р (базовый вариант); (базовый вариант);
Р  (проектируемый вариант). (проектируемый вариант).
где ЗПпр − заработная плата производственных рабочих, руб.;
%РПР – процент общепроизводственных расходов на содержание производственных помещений и прочих цеховых расходов, %. РПР = 10%.
Расчет общехозяйственных расходов. В статью «Общехозяйственные расходы» (РХОЗ, руб.) включаются: расходы на оплату труда, связанные с управлением предприятия в целом, командировочные; канцелярские, почтово-телеграфные и телефонные расходы; амортизация зданий и сооружений общезаводского назначения; расходы на содержание зданий и сооружений общезаводского назначения (ремонт и расходы по эксплуатации, отопление, освещение, водоснабжение заводоуправления, прочие расходы по содержанию и охране, содержание легкового автотранспорта, обязательное страхование работников от несчастных случа-
|
ев на производстве и профзаболеваний и т.д.). Эти расходы рассчитываются в процентах от основной заработной платы производственных рабочих по формуле:
%Р ⋅ЗПо
РХОЗ = ХОЗ
100 , (2.31)
где ЗП − основная заработная плата производственных рабочих, руб.;
% РХОЗ – процент общехозяйственных расходов, % РХОЗ = 25%.
РХОЗ  (базовый вариант); (базовый вариант);
РХОЗ  (проектируемый вариант). (проектируемый вариант).
Выполним расчет общепроизводственных расходов (2.27) по базовому варианту:
Рпр = 170668+ 20530 +1842 = 193040 руб.
по проектируемому варианту:
Рпр = 49449 + 166522 +1120 = 217091 руб.
Выполним расчет производственной себестоимости по формуле (2.26) По базовому варианту:
СПР = 16820954 + 193040 + 4605 = 17018599 руб.
По проектируемому варианту
|
СПР = 10757576 + 217091 + 2801 = 10977468 руб.
2.5 Расчет полной себестоимости
Расчет полной себестоимости изготовления металлоконструкций, Сп производим по формуле:
СП = СПР + Рк, (2.32)
где Рк – коммерческие расходы, руб.
Расчет коммерческих расходов. В статью «Коммерческие расходы» (Рк, руб.) включаются расходы на производство или приобретение тары, упаковку, погрузку продукции и доставку её к станции, рекламу, участие в выставках. Эти расходы рассчитываются по формуле:

где %Рк – процент коммерческих расходов от производственной себестоимости, %Рк = 0,1-0,5%.
 (базовый вариант) (базовый вариант)

СП = 17018599+ 17019 = 17035618 руб.
СП = 10977468+ 10977 = 10988445 руб.
Результаты расчетов себестоимости изготовления металлоизделий сводятся в таблицу 2.6
|
Статьи затрат
|
Базовый вариант
|
Проектируемый вариант
|
Отклонения (+,-) проектируемый вариант в сравнении с базовым
|
1
|
2
|
3
|
4
|
1. Материальные затраты:
|
928490
|
825095
|
103395
|
2. Затраты на технологическую электроэнергию
|
15874046
|
9921279
|
5952767
|
3. Заработная плата производственных рабочих
|
18418
|
11202
|
7216
|
Итого технологическая себестоимость, Ст
|
16820954
|
10757576
|
6063378
|
4. Общепроизводственные расходы, РПР
|
193040
|
217091
|
-24051
| Таблица 2.6 – Калькуляция себестоимости по сравниваемым вариантам, руб.
Окончание таблицы 2.6
-
1
|
2
|
3
|
4
|
5. Общехозяйственные расходы, Рхоз.
|
4605
|
2801
|
1804
|
Итого производственная себестоимость, Спр
|
17018599
|
10977468
|
6041131
|
6. Коммерческие расходы, Рк
|
17019
|
10977
|
6042
|
Итого полная себестоимость, Сп
|
17035618
|
10988445
|
6047173
|
2.6 Расчет основных показателей сравнительной эффективности
Расчет годовой экономии по полной себестоимости, ∆Сп, руб., производим по формуле:
∆Сп = Сп1 – Сп2, (2.34)
∆Сп =17035618 - 10988445= 6047173
где Сп1, Сп2 - полная себестоимость годового выпуска продукции по базовому и проектируемому вариантам соответственно.
Технологическая себестоимость в проектируемом варианте меньше технологической себестоимости в базовом варианте за счет снижения расходов на заработ-
|
ную плату и общехозяйственные нужды, а также за счет снижения коммерческих расходов.
Расчет прибыли от реализации годового объема металлоизделий по базовому и проектируемому вариантам, П, руб. рассчитываем по формуле (2.35).
Сначала рассчитываем отпускную цену металлоконструкции (Ц, руб.) по формуле (2.33) по базовому и проектируемому вариантам. Среднеотраслевой коэффициент рентабельности продукции, Кр , определяющий среднеотраслевую норму доходности продукции и учитывающий изменение качества металлоизделия (надежность, долговечность) в эксплуатации принимаем равным соответственно в базовом варианте - 1,3; в проектируемом - 1,5.
Ц = (Сп * K р ) / N , (2.35)
где N – годовой объем выпуска изделий, шт., N = 100
Ц1 = (17035618⋅ 1,3)/100 = 221463 руб.
Ц2 = (10988445⋅ 1,5)/100 = 164827 руб.
Рассчитываем выручку от реализации годового объема металлоизделий (В) по базовому и проектируемому вариантам:
В = Ц ∗ N (2.36)
В1 = 221463 ⋅ 100 = 22146300 руб.
В2 = 164827 ⋅ 100 = 16482700 руб.
Соответственно, прибыль от реализации годового объема металлоизделий в соответствии с формулой (2.33) по базовому и проектируемому вариантам будет равна разнице между выручкой и полной себестоимостью производственной программы выпуска металлоизделий
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
59
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
П = В – Сп , (2.37)
П1 = 22146300 - 17035618 = 5110682 руб.
П2 = 16482700 – 10988445 = 5494255 руб.
Изменение (прирост, уменьшение) прибыли ∆П в проектируемом варианте в сопоставлении с базовым рассчитывается по формуле:
∆П = П2 - П1 , (2.38)
∆П = 54942550 - 5110682 = 3835730 руб.
Определение точки безубыточности (критического объема выпуска металлоконструкций, Nкр) проводим по формуле по базовому и проектируемому вариантам:
N кр = Cпост
Ц−Спер. , (2.39)
где Nкр - критический объем выпуска продукции, металлоизделий в расчете на год;
Cпост. - постоянные затраты (полная себестоимость годовой производственной программы выпуска металлоизделий Сп, за вычетом технологической себестоимости в расчете на годовую программу выпуска, Ст);
Ц - отпускная цена металлоконструкции, руб./изделие;
Спер - переменные затраты, включающие технологическую себестоимость единицы изделия, руб./изделие.
Спер=Стех/N (2.40)
Спер=16820954/100 = 168209,54 руб
Спер=10757576/100 = 107575,76 руб
|
Nкр1 = 17035918221463 −-16820954168210 = 4 шт.
Nкр2 =  = 51 шт. = 51 шт.
Расчет рентабельности продукции, R, выполняем по формуле:
R= П *100 (2.41)
Сп
R % %
R % %
Расчет производительности труда (выработка в расчете на 1 производственного рабочего (в базовых ценах), тыс. руб./чел.), Птр производим соответственно по базовому и проектируемому вариантам:
В
Птр =
Ч ор , (2.42)
Птр1 =  = 4429260 руб./чел. = 4429260 руб./чел.
Птр2 =  = 5494233 руб./чел. = 5494233 руб./чел.
Расчет срока окупаемости капитальных вложений, То производим по формуле:
То =∆Кд (2.43)
∆П
То =  =1,44года =1,44года
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
61
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
После проведения экономических расчетов сгруппируем результирующие показатели экономической эффективности в виде таблицы.
Таблица 2.7 – Технико-экономические показатели проекта
№
п/п
|
Показатели
|
Ед. измерения
|
Значение показателей
|
Изменение
показателей
(+,-)
|
Базовый вариант
|
Проектируемый вариант
|
1
|
2
|
3
|
4
|
5
|
6
|
1
|
Годовой выпуск продукции, N
|
шт.
|
100
|
100
|
-
|
2
|
Выручка от реализации годового выпуска продукции,
В
|
руб.
|
22146300
|
16482700
|
5663600
|
3
|
Капитальные вложения, К
|
руб.
|
684320
|
5550720
|
-486640
|
4
|
Технологическая себестоимость металлоизделия, Ст
|
руб.
|
16820954
|
10757576
|
6063378
|
Окончание таблицы 2.7
1
|
2
|
3
|
4
|
5
|
6
|
5
|
Полная себестоимость годового объема выпуска металлоизделий, Сп
|
руб.
|
17035618
|
10988445
|
6047173
|
6
|
Прибыль от реализации годового объема выпуска, П
|
руб
|
5110682
|
5494255
|
-383573
|
7
|
Численность производственных рабочих, Ч
|
чел.
|
5
|
3
|
2
|
8
|
Производительность (выработка в расчете на 1 производственного рабочего, в базовых ценах), Птр
|
руб./чел.
|
4429260
|
5494233
|
-1064973
|
9
|
Рентабельность продукции, R
|
%
|
20
|
50
|
30
|
10
|
Срок окупаемости дополнительных капитальных вложений (Ток)
|
год
|
1,44
|
|
|
11
|
Точка безубыточности (критический объем выпуска металлоизделий)
|
шт.
|
4
|
51
|
-46
|
Вывод: Предложенный в проекте технологический способ сварки металлоизделия эффективен, прежде всего, в сфере эксплуатации за счет повышения качества и увеличения срока службы сварных соединений металлоизделия.
|
В сфере производства изделия экономия по себестоимости обеспечена за счет сокращения доли общепроизводственных и общехозяйственных расходов в удельной себестоимости металлоизделия, поскольку эти затраты, оставаясь неизменными в целом по предприятию, списываются на себестоимость изделий пропорционально заработной плате производственных рабочих.
3 Методическая часть
В технологической части разработанного дипломного проекта разработана технология сборки и сварки рамы вибратора. В процессе разработки предложена замена механизированной сварки рамы на электродуговую сварку с использованием роботизированного сварочного комплекса. Для осуществления данного технологического процесса разработана технология, предложена замена сборочного и сварочного оборудования на более современное, что позволяет использование сварочного автомата для производства процесса сварки. Реализация разработанной технологии предполагает подготовку рабочих, которые могут осуществлять эксплуатацию, наладку, обслуживание и ремонт предложенного оборудования.
К сварочным работам по проектируемой технологии допускаются рабочие по профессии «Оператор роботизированной сварки» уровень квалификации 3. В базовой технологии работы выполнялись рабочими по профессии «Сварщик частично механизированной сварки плавлением» (4-го разряда), в связи с этим целесообразно разработать программу переподготовки рабочих сварочной специализации и провести данную программу в рамках промышленного предприятия.
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
63
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
| |
 Скачать 4.08 Mb.
Скачать 4.08 Mb.