|
|
голякин диплом. Разработка технологического процесса изготовления рамы вибратора
Вращатель предназначен для крепления к нему адаптера для фиксации рамы вагона и обеспечения ее вращения на 360о. Вращатель состоит из опорноповоротного устройства с червячной передачей, червячного редуктора, трехфазного асинхронного электродвигателя и соединительной муфты.
Прижимы предназначены для фиксации деталей в приспособленииспутнике 5. Управление прижимами осуществляется при помощи пневмораспределителей.
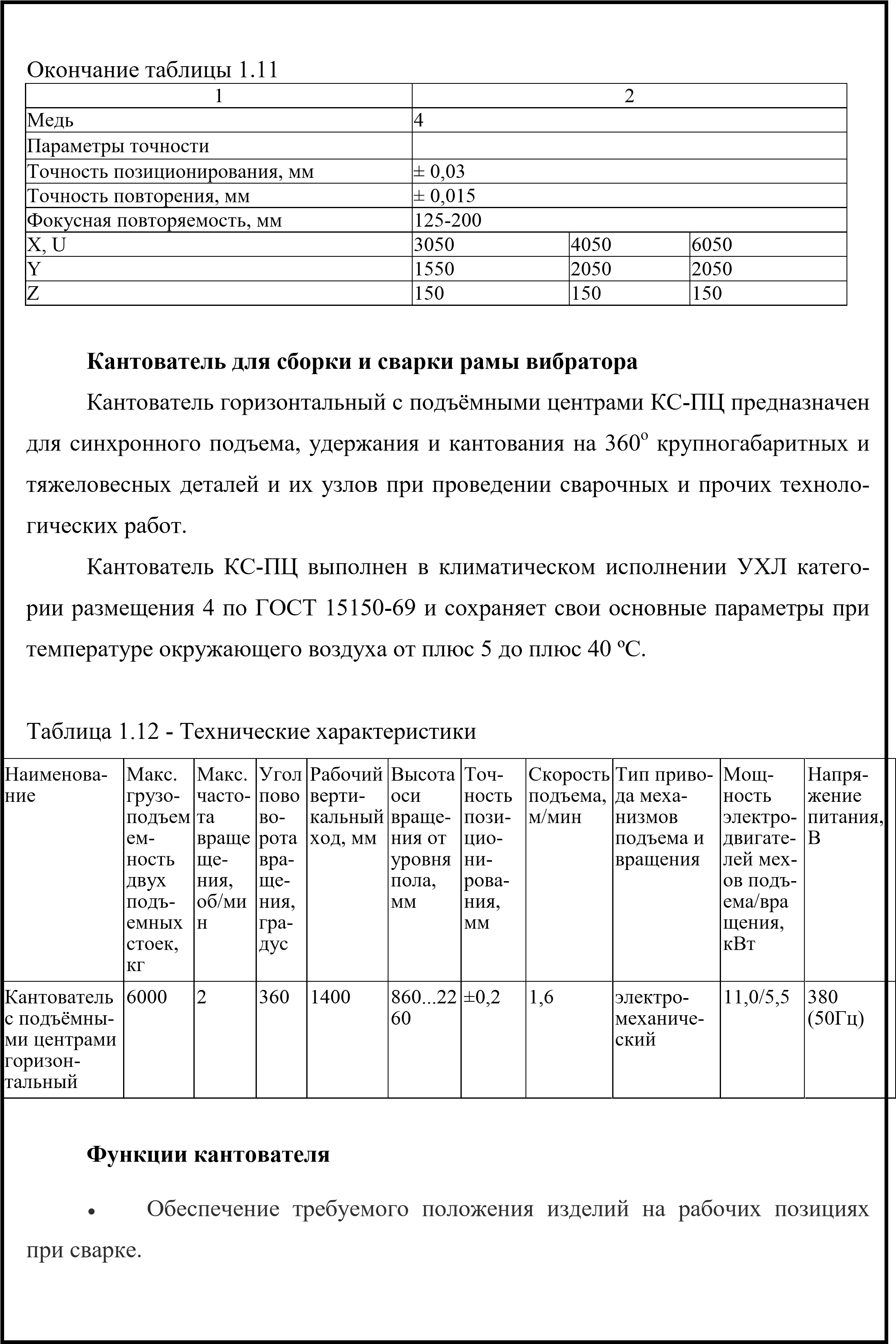
Система управления кантователя
Система электрооборудования кантователя может работать в следующих режимах управления:
Ручной с местной панели управления;
Автоматический с местной панели управления;
Дистанционный автоматический по радиоканалу.
Система электрооборудования предназначена для обеспечения работы кантователя в заданном режиме и защиты обслуживающего персонала и его составных частей от аварийных ситуаций.
Система электрооборудования выполняет следующие функции:
включение и выключение электрооборудования кантователя;
управление операцией загрузки и вращением кантователя в ручном или автоматическом режиме;
дистанционное управление исполнительными устройствами кантователя по радиоканалу с переносного пульта;
непрерывный контроль положения исполнительных механизмов и световую индикацию их на панели управления;
аварийное завершение испытания при возникновении нештатных режимов работы.
Органы управления, визуализации и световой сигнализации размещены на двери шкафа. Светосигнальный маяк закрепляется снаружи в верхней части шка-
| |
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
29
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
ет изменения в работе сварочной горелки, тем самым сводит к минимуму время на техническое обслуживание.
Особенности модели:
Шестиосевой робот предназначен для работы с большими деталями, за счет объемной рабочей площади
Отличается универсальностью крепления как в перевернутом виде, под углом так и в стандартном положении, для эффективного использования рабочего пространства
Выполняет сварочные работы на большой скорости
Соотношение радиуса рабочего действия и длины хода составляет1420 мм к 1066 мм
Совместно с встроенным контроллером R-30iB происходит интеграция с системой сварки, на базе контроллера подключается функция технического зрения
Таблица 1.13 - Технические характеристики
|
|
Количество осей
|
6
|
Общие сведения
|
|
Вес, кг
|
130
|
Технические характеристики станка
|
|
Грузоподъемность, кг
|
12
|
Диапазон температур
|
0°C - +45 °C
|
Интегрированные компоненты
|
Восемь встроенных входов и восемь встроенных выходов
|
Максимальный радиус действия
|
1420 мм
|
Стабильность повторяемости
|
± 0.08 мм
|
Электропитание
|
200 - 230 В
|
|
|
|
Сварочный источник LORCH S-RoboMIG
|
Источники питания для роботизированной сварки мощностью от 25 до 500 А. Данные аппараты были построены на основе импульсных аппаратов серии S.
|
|
|
|
|
|
ДП 44.03.04.614 ПЗ
|
Лист
|
|
|
|
|
|
31
|
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
Магнитопорошковый контроль (МПД). Для обнаружения дефекта на поверхность контролируемого изделия наносят магнитный порошок. После намагничивания детали частички порошка соединяются в цепочку, а над дефектом они скапливаются под действием результирующей силы.
МПД предназначен для выявления тонких поверхностных и подповерхностных нарушений сплошности металла - дефектов, распространяющихся вглубь изделий. Такими дефектами могут быть трещины, волосовины, надрывы, флокены, непровары, поры. Чувствительность МПД определяется магнитными характеристиками материала контролируемого изделия, шероховатостью поверхности контроля, ориентацией намагничивающих полей по отношению к плоскости дефекта, качеством дефектоскопических средств и освещенностью контролируемой поверхности.
Виды наружных дефектов: перекос и смещение кромок, неравномерное сечение шва по ширине и толщине, подрезы кромок основного металла, прожоги, не провары, незаверенные углубления швов, наружные трещины в шве, основном металле и др.
Лазерный датчик слежения за швом Scansonic TH 6D
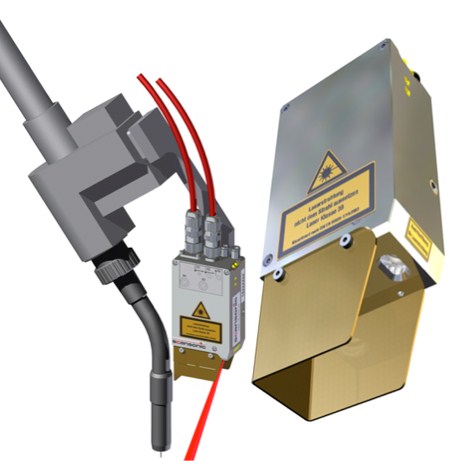
Рисунок 1.10 - Лазерный датчик слежения за швом Scansonic TH 6D
|
Система оптического слежения за швом TH6D предназначена для использования в автоматизированных производственных процессах лазерной и дуговой сварки, клейки или в других технологических операциях, где требуется четкое и безошибочное позиционирование рабочего инструмента.
Триангуляционный датчик, не касаясь поверхности, определяет шов между деталями и передает информацию роботу о положении шва, размере зазоров, смещениях, а также ориентирует сварочную технику к обрабатываемой поверхности. Датчик очень надежен в эксплуатации. Особенно, благодаря встроенному фильтру, который отсекает посторонний свет, помехи, и обеспечивает бесперебойную работу даже вблизи обрабатываемой поверхности. Качественная обработка сигналов позволяет надежно отслеживать швы на деталях со сложной геометрией и на поверхностях, обладающих высоким коэффициентом отражения.
Таблица 1.14 - Технические характеристики лазерного датчика слежения за швом Scansonic TH 6D
Наименование M drive Rob 2Standart
Линий измерения 3
Диапазон измерения (ШхВ) мм 16х24
Разрешение, мм 0,03х0,07
Рабочее положение, мм 150(±12)
Диапазон частот, Гц 60-240
Рабочая температура +10˚Сдо+45˚С Размеры (ДхШхВ) мм 70х40х100
Вес, кг 0,53
1.7 Технологическая последовательность изготовления рамы вибратора
Таблица 1.15 – Технология изготовления № - Наименованиеоперации Содержание операции Используемое оборудование и ре-жимы
опера
ции
1 2 3 4
Заготовительная Раскройка листа на заготовки. Установка лазерной резки «FI-
Резка в размер BERMAK»
Транспортиров- Транспортировать заготовки Кран мостовой 4 т., ка на сборочно-сварочную плиту Транспортная тележка.
Окончание таблицы 1.15
1
|
2
|
3
|
4
|
3
|
Контрольная
|
Провести контроль габаритных размеров заготовок
|
Комплект измерительных приборов ГОСТ 7644-80,
Рулетка с диапазоном измерений от нуля до 10 000мм
|
4
|
Транспортиров-
ка
|
Транспортировать заготовки на сборочно-сварочную плиту
|
Кран мостовой 4 т.,
Транспортная тележка.
|
5
|
Сборка рамы
|
Установить, выполнить прихватки L=25 мм шаг 250 мм.
|
Кантователь КС-ПЦ, п/а Lorch S- RoboMIG.
dЭ=1,2, IСВ =285А, VСВ = 17 м/ч, Uд=25В, VПП =549 м/ч, qг = 15 л/мин
|
6
|
Сварка
|
Выполнить сварку сварных соединений Т3,Т9,Т6 ,У8по ГОСТ указанный в соответствии с требованиями чертежа
|
Сварочный робот dЭ=1,2, IСВ
=175А, VСВ = 17 м/ч, Uд=28В, VПП =549 м/ч, qг = 15 л/мин
|
7
|
Зачистка
|
Провести зачистку сварных швов
|
Шлифовальная машинка Bosch GWS26-230 JBVe, круг шлифовальный веерный лепестковый на шпильке
|
8
|
Транспортиров-
ка
|
Транспортировать верхнюю рамку и основание на сборочно-сварочную плиту
|
Кран мостовой 4 т.
|
9
|
Сборка
|
Установить раму на плиту. Выставить плиту на раму
|
п/а Lorch S- RoboMIG. dЭ=1,2, IСВ =285А, VСВ = 17 м/ч, Uд=25В, VПП =549 м/ч, qг = 15 л/мин
|
11
|
Сварка
|
Выполнить сварку Соединение Н5 по ГОСТ 14776-79
|
Сварочный робот dЭ=1,6, IСВ =350А, VСВ = 15±5 м/ч, Uд=25В,
VПП =226 м/ч, qг = 15 л/мин
|
12
|
Зачистка
|
Провести зачистку сварных швов
|
Шлифовальная машинка Bosch GWS26-230 JBVe, круг шлифовальный веерный лепестковый на шпильке
|
13
|
Контрольная
|
Выполнить визуальный контроль.
Выполнить магнитопорошковый контроль
|
Лупа 4х–10х увеличение, УШС МПД
|
Вывод: В технологической части разработан проектируемый вариант на основе анализа базового варианта технологического процесса изготовления рамы вибратора, при помощи роботизированной сварки в среде защитного газа. Выбрали способ сварки, сварочные материалы, рассчитали режимы сварки, определи-
|
лись со сварочным оборудование, так же разработали технологию последовательного изготовления изделия.

2 Экономический раздел
В ВКР спроектирован технологический процесс сборки и сварки рамы вибратора с применением автоматической (роботизированной) сварки в среде защитных газов.
По базовому варианту работа выполнялась механизированной (полуавтоматической) сваркой в среде СО2. При этом для сборки и сварки использовалась сварочная установка, в состав которой входили: сварочный полуавтомат ПДГ-251 с источником ВДГ-302, сварочная горелка, сварочная плита, баллон с углекислотой.
Проектируемая технология предполагает замену механизированной сварки рамы вибратора на автоматическую сварку в защитной смеси Corgon 18 (К-18)
(Аr-82%; СО2 – 18%).
2.1 Определение капиталообразующих инвестиций
Определение технологических норм времени для получения сварного изделия
Общее время на выполнение сварочной операции Тшт-к, ч., состоит из нескольких компонентов и определяется по формуле:
Тшт-к = tосн + tпз+ tв + tобс+ tп, (2.1)
| |
|
|
 Скачать 4.08 Mb.
Скачать 4.08 Mb.