отчет о практики. Otchet_o_praktike (восстановленный). Решение мастером вопросов оплаты труда и премирования рабочих за достигнутые производственные показатели
 Скачать 259.03 Kb. Скачать 259.03 Kb.
|

|
3.3. Внесение изменений в технологическую документацию Изменяют и аннулируют технологические документы на всех стадиях разработки на основании извещения об изменении (далее по тексту — извещение). Общее извещение об изменениях, проводимых одновременно в нескольких технологических документах, выпускают в случаях: взаимосвязанных изменений, т. е. изменение одного документа влечет за собой изменение документов, связанных с ним; одинаковых для всех документов изменений; невзаимосвязанных изменений, проводимых в технологических документах, разработанных на изделие. При этом должны быть одинаковы: срок внесения изменений в документы; срок внедрения изменений в производство. Графы извещения (формы 1, 1а по ГОСТ 2.503—74) для технологических документов заполняют так же, как графы извещения об изменении конструкторских документов, кроме граф 3, 15 и 20. В графе 3, кроме обозначения изменяемого технологического документа по ГОСТ 3.1201—74, при необходимости указывают в скобках обозначение изделия, на которое разработан изменяемый документ. В графе 15 допускается графическое изображение выполнять от руки без соблюдения масштаба. В графе 20 при изменении трудовых нормативов должна быть фамилия лица, осуществляющего нормирование, его подпись и дата. В остальных случаях графу прочеркивают. В графе 23 подпись заказчика (представителя заказчика) должна быть проставлена в том случае, если изменяемый документ был утвержден (согласован) им. При изменении буквенных и цифровых данных подчисткой (смывкой) допускается приводить в извещении изменяемые и новые данные по примеру: Стр. 4 ГОСТ 3.1111—77 Изм. Лист регистрации изменений (форма 1) следует предусматривать в технологических инструкциях, состоящих из трех и более листов, включать в общее количество листов документа и помещать последним листом документа. Допускается при необходимости предусматривать лист регистрации изменений для других видов документов, установленных в ГОСТ 3.1102—74. Графы листа регистрации изменений следует заполнять в соответствии с требованиями, установленными в ГОСТ 2.503—74, со следующими дополнениями: в графе 1 указывают обозначение технологического документа по ГОСТ 3.1201—74; в графе 2 указывают порядковый номер листа документа. Книгу регистрации извещений об изменении технологических документов следует вести так же, как книгу регистрации извещений об изменении конструкторских документов. При этом регистрационные номера повторять не допускается. Допускается вести одну книгу регистрации. 3.4 Мероприятия цеховой технологической службы по снижению норм расхода материала при изготовлении деталей Современные предприятия, работающие по принципу позаказного производства единичных или мелкосерийных изделий, сталкиваются с проблемой быстрого и точного определения цены изделия по проектной документации заказчика, которая может сильно различаться по качеству и содержанию. Особый интерес представляют сложные установки с количеством различных деталей более ста, которые значительно различаются массой и габаритами. Для определения цены изделия существует несколько параметров: 1) норма расхода и стоимость материалов, необходимых для изготовления изделия; 2) требуемая трудоемкость; 3) остальные параметры, в которые входят накладные расходы, добавочная стоимость, прибыль и прочее. Определение необходимого количества материалов, их нормирование производится в соответствии с инструкцией 3.5 Работа цехового технолога по соблюдению технологии изготовления деталей, выявление причин брака и принятие мер по его предупреждению. Еще раз напомним, что технологические методы получения готовых изделий в приборостроении и в машиностроении, особенно изделий из металлических и некоторых других конструкционных материалов практически одинаковы, но многие технологические процессы существенно отличаются и главная причина этого отличия заключается в том, что в среднем точность изделий приборостроения на два квалитета выше, чем в машиностроении. Этим же объясняется и разный уровень применимости некоторых технологий в этих отраслях промышленности. Так как и степень достижения геометрической точности изготовления изделий, и производительность процессов у разных технологий разная, некоторые технологии оказываются не пригодными для обеспечения требуемой точности и/или производительности изготовления изделий. Поэтому некоторые технологии, особенно производительные, но недостаточно точные, используют для изготовления так называемых заготовок и их условно называют «заготовительными» технологиями. Производственный брак– это изделия, детали, услуги, узлы, полуфабрикаты, имеющие качество, не соответствующее техническим условиям или стандартам. Их нельзя применять по назначению или можно эксплуатировать только после исправления дефектов. Таким образом, браком в производстве считают продукцию, полуфабрикаты, детали, узлы и работы, которые не соответствуют стандартам, техническим условиям, строительным нормам (правилам) и не могут быть использованы по своему прямому назначению без дополнительных затрат на их исправление. Классификация видов брака: Существуют следующие виды брака: - Исправимый. Изделия в этом случае можно использовать после устранения недостатков. - Окончательный. Изделие исправить нельзя или устранение дефектов экономически нецелесообразно. - Внутренний. Такой производственный брак выявляется до отправки продукции на реализацию. - Внешний. Этот производственный брак обнаруживается потребителями. 3.6. Анализ технологических процессов, применяемых в цехе, предложения по их дальнейшему совершенствованию Маршрутная технология представлена в виде таблицы 7. И разрабатывается на основании выбранных методов обработки поверхностей с учетом разделения черновых и чистовых переходов, а также подготовки технологических баз. На эскизах обозначены обрабатываемые поверхности и базы. Таблица 5. Последовательность обработки детали Рукоятка. 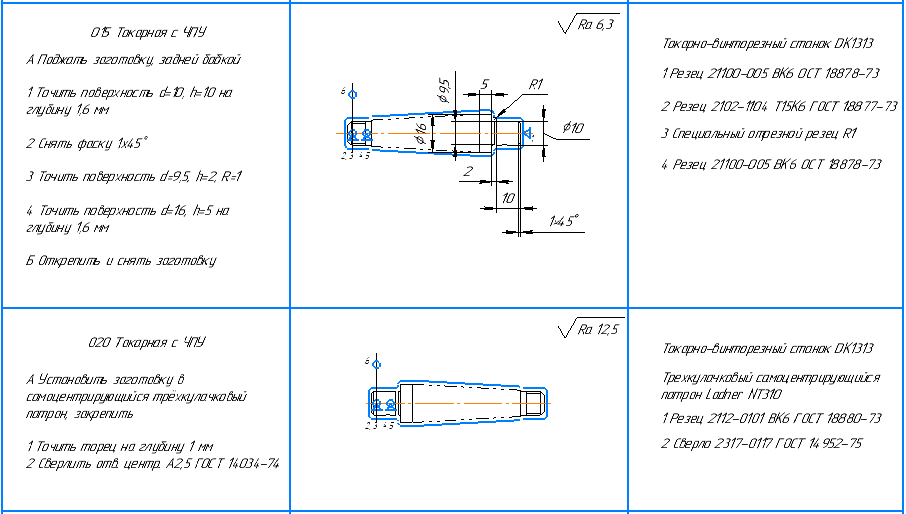 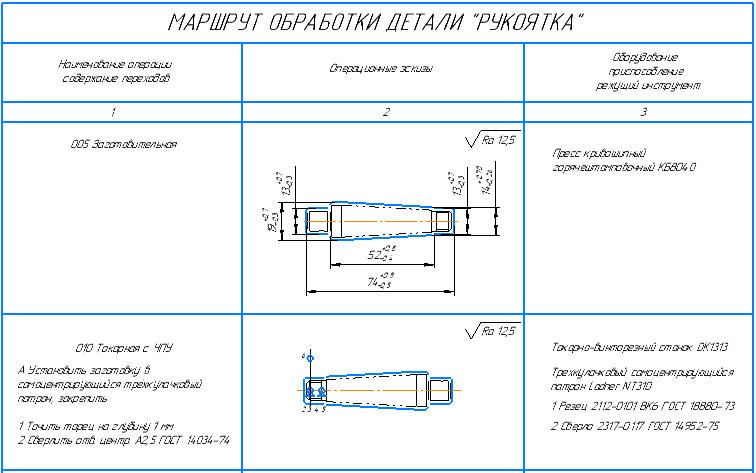  3.7. Средства технологического оснащения и материал, применяемый в цехе при изготовлении деталей Деталь изготовлена из стали: Сталь 45 ГОСТ 1050-2013 Таблица 6. Химический состав стали : Сталь 45 ГОСТ 1050-2013
Прокат сортовой стальной горячекатаный круглый. Сортамент. Обозначение материала для заготовки из проката:  Предельные отклонения, при точности прокатки В2: 21 ±0,5 мм Масса 1м длины проката 2,719 кг Механические свойства: -предел текучести, σ0,2 = 355 МПа -временное сопротивление, σв = 600 МПа -относительное удлинение, δ = 16 % -относительное сужение 40 % Твердость не более 229 НВ, без термической обработки Припуск на длину заготовки: - на резку без обработки торцов, дисковой пилой – 4 мм Длина заготовки рассчитывается по формуле:  , (25) , (25)где Lдет – длина детали; Z – припуск на торец. Следовательно,  мм (26) мм (26)Показатель использования материала Ким определяется из выражения:  , (27) , (27)где Мд – масса детали; Мз – масса заготовки.  кг, (28) кг, (28)Таким образом,  , (29) , (29)Допуски на длину заготовки: 80±0,8 мм 3.8. Анализ технологических методов обработки заготовок в рамках темы дипломного проектирования Количество переходов на каждую поверхность выбирают с помощью справочных таблиц среднеэкономической точности методов обработки, в зависимости от формы поверхности, точности поверхности в заготовке и ее точности после механической обработки. По каждой поверхности количество переходов представлены в таблице 6. С указанием квалитета, допуска, глубины дефектного слоя и шероховатости поверхности после механической обработки. Таблица 7. Выбор методов обработки поверхностей заготовки.
3.9. Анализ принципов конструирования оснастки и выбора оборудования для получения и обработки заготовок; выбор технологического оборудования или оснастки Для выполнения операций 010 и 015 выбираем токарно-винторезный станок 16К25. Токарный станок 16К25 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Для выполнения 020 операции был принят станок ИР-500МФ4. ИР-500 – сверлильно – фрезерно – расточной станок с числовым программным управлением, автоматической сменой инструмента и сменой обрабатываемых деталей предназначен для высокопроизводительной обработки корпусных деталей массой до 700 кг из конструкционных материалов от легких сплавов до высокопрочных сталей. Широкий диапазон частоты вращения шпинделя и скоростей подач позволяет производить сверление, зенкерование, развертывание, растачивание точных отверстий, связанных координатами, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками. Для выполнения 025 и 035 операций принят вертикально – фрезерный станок с ЧПУ ГФ2171. Вертикальный фрезерный станок с ЧПУ и АСИ ГФ2171 предназначен для многооперационной обработки разнообразных деталей сложной конфигурации из стали, чугуна, цветных и легких сплавов. Наряду с фрезерными операциями на станке можно производить точное сверление, зенкерование, развертывание и растачивание отверстий, связанных координатами. Для выполнения расточной операции 030 был выбран отделочно-расточной вертикальный станок 2Е78. Станок предназначен для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станке станка. Технические данные станка позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||