ким. откет ким. Роль ким в современной измерительной технике. Измерение прямых линий
 Скачать 1.33 Mb. Скачать 1.33 Mb.
|

1 2 Поэлементная поверка КИМ поверяет следующие нормы точности: - погрешность измерения координатных перемещений; - отклонение от прямолинейности координатных перемещений; - отклонение от взаимной перпендикулярности координатных перемещений; - угловые колебания подвижных узлов координатных перемещений; - погрешности ИГ (ощупывания). И осуществляется с использованием системы лазерного интерферометра, например, лазерного интерферометра XL-80. Интерферометрические системы обеспечивают единообразие измерений- все измерения, выполненные с помощью лазерной измерительной системы, включая угловые измерения и измерения отклонения от прямолинейности, имеют интерферометрическую природу и, таким образом, их результаты базируются на известной длине волны лазерного излучения, поверка которой выполняется в соответствии с международным стандартом длины. Быстрая и безопасная юстировка оптической схемы с помощью лазера, установленного на штативе. Оператор выполняет все операции по юстировкеинтерферометра, находясь за пределами рабочей зоныстанка. Измерения не ограничивают перемещения вдольосей станка. Нагрузки, вызываемые перемещениемкабеля, не оказывают воздействия на результаты измерений. Оптические элементы интерферометра специально разработаны для использования в цеховых условиях. Все оптические элементы находятся внутри корпусов,изготовленных из твердого анодированного алюминия,благодаря чему они долговечны, имеют малую массу иприходят в тепловое равновесие с окружающей средойв 10 раз быстрее, чем оптические элементы внутристальных корпусов. Измерения в большом диапазоне перемещений. Линейные измерения могут выполняться вдоль осей длиной до 80 м, причем измерения вдоль параллельных осей станков с двойным приводом можно производить одновременно. Калибровка поворотных осей – использование лазерного интерферометра XL-80 в комбинации с поворотным устройством RX10 дает уникальную возможность осуществлять полностью автоматическую калибровку поворотных осей координатно-измерительных машин. Динамический анализ – анализ вибраций, временной зависимости скорости и ускорения подвижного элемента дает полную картину реальных динамических характеристик оборудования. Режимы измерений (рисунок 2.22):  Рисунок 2.22- Режимы измерений ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №12 Выравнивание деталей с помощью призмы. Погрешности механической части КИМ. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №13 Общие задачи выполнения процедуры выравнивания. Погрешности отсчётных систем КИМ. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №14 Автоматизированные измерения на КИМ. Графический интерфейс КИМ (INCA-3D Графический интерфейс КИМ Компьютер, входящий в КИМ не только расширяет измерительные возможности, но и создает удобства при ее эксплуатации. Далее в качестве примера рассматривается система INCA-3D, параметры и возможности которой аналогичны практически всем координатно-измерительным машинам. На диалоговом окне дисплея расположено меню КИМ,- ее графический интерфейс (Рис. 12), из которого можно выбрать необходимую измерительную программу и главное, визуализировать ее результаты. Все это значительно повышает производительность процесса измерений. 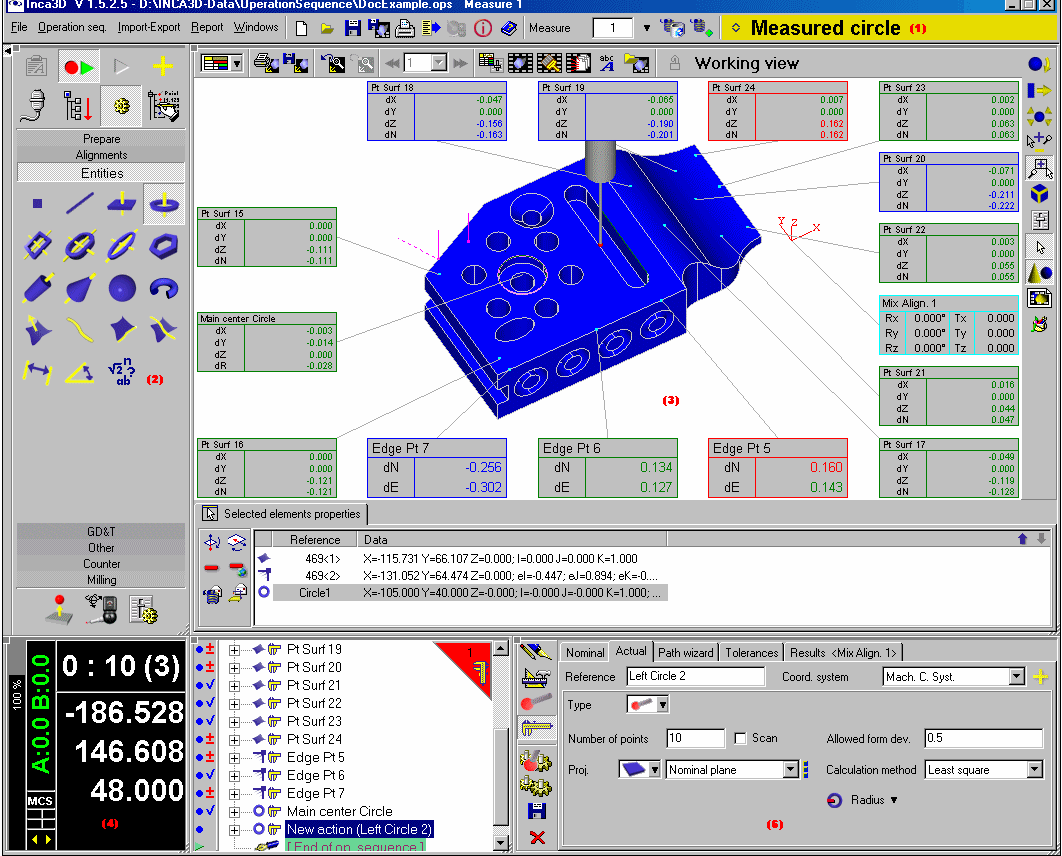 Рис. 12 Графический интерфейс INCA-3D На рисунке 12 показаны: 1 - основное меню; 2 - панель инструментов; 3 - графический дисплей; 4 - окно счетчика; 5 - окно редактора; 6 - окно параметров действий Каждое окно перемещением курсора в левый верхний угол может развертываться более подробно. Например, основное меню после развертывания показано на рисунке 13. Основное меню  Рис. 13.Основное меню графического интерфейса. В основном меню INCA3D можно получить доступ к функциям, с помощью которых выполняются как ручные так и автоматические измерения. Более подробно эти функции описаны в технической информации по эксплуатации КИМ. Панель инструментов Предназначена для создания в виде 3D-модели любой геометрической формы или поверхности. Используя команды ,символы которых приведены на рисунках ……… 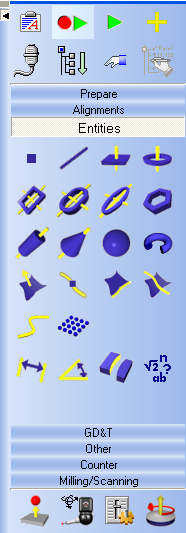 Рис Общее меню панели инструментов.
Рис…..Исполнительные команды панели инстументов. Графический дисплей На рисунке... графический дисплей показан позицией 3 в виде центрального окна. На дисплее в формате 3D отражается процесс измерения и полученные результаты. Окно счетчика и редактора измерительной программы. Располагается в левом нижнем углу экрана дисплея и предназначено для построения т.н. дерева измерительной программы. Это дерево показывает последовательность измерений, используемые наконечники, системы координат, формы контролируемых линий и поверхностей. На рисунке……. показан фрагмент дерева измерительной программы с использованием символов и команд, используемых КИМ ……… При необходимости можно вносить изменения (добавления или исключения) некоторых действий и выводить измерительную программу на печать. 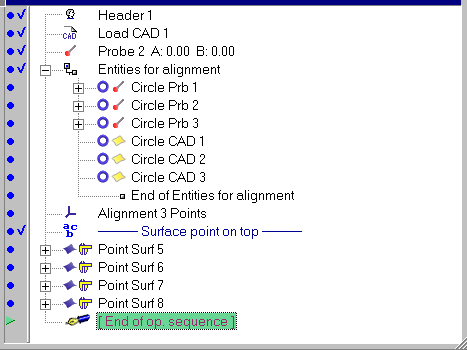 Рис…..Окно счетчика с фрагментом дерева измерительной программы. Окно параметров Это окно обозначено позицией 6 на рисунке... Окно отражает параметры контролируемой детали в текущий момент времени. Информация окна параметров напоминает оператору характер и цель выполняемых действий. Визуализация координатных перемещений КИМ очень полезна т.к. оператор имеет возможность оценить свои действия при работе в ручном режиме контроля, автоматических измерениях, при настройке или калибровке КИМ. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №15 Панель инструментов КИМ, его назначение и использование. Погрешности от контактирования сферических наконечников КИМ. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №16 Графический дисплей КИМ, его назначение и использование. Погрешности от воздействия окружающей среды. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №17 Окно счётчика КИМ, его назначение и использование. Основные неисправности КИМ ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №18 Окно редактора КИМ, его назначение и использование. Диагностическое устройство для поверки КИМ. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №19 Окно параметров КИМ, его назначение и использование. Элементная проверка КИМ. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №20 Особенности мультисенсорных измерений. Стандартные программы КИМ, общие сведения. Стандартные программы КИМ. Номенклатура стандартных программ предназначена для максимального удобства работы операторов КИМ. Все программы составляют т.н. библиотеку, в которой имеются разделы для решения следующих задач: - обработке результатов измерений; - поверк или калибровке самой КИМ; - реализации задач выравнивания; - составления управляющих программ с помощью 3D-модели при автоматических измерениях; - размещения уже использованной информации с целью дальнейшего использования. КИМ также как станки с ЧПУ бесполезны без программного обеспечения . Стоимость этого обеспечения часто составляет до 100% от стоимости самой КИМ. Чем полнее программное обеспечение, тем больше возможности процесса измерений. Рассмотрим наиболее распостраненные измерительные задачи с позиции их использования, т.е. глубоко не затрагивая их математическую основу. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №21 Подготовка КИМ к работе. Контроль зубчатых колёс на КИМ. Координатные измерения параметров зубчатых колес. В большинстве современных изделий машиностроения и приборостроения используются эвольвентные зубчатые передачи. Они в конструктивном, технологическом и метрологическом отношениях являются одним из наиболее сложных элементов машин и механизмов. Изобрел эвольвентные колеса Леонард Эйлер (1707-1783), член С.Петербургской академии наук, и с тех пор ничего существенного в эвольвентное зацепление не вносилось. Эвольвента является разверткой окружности. Если на цилиндр намотать упругую ленту с нулевой толщиной то, разворачиваясь, конец ленты (рис...) опишет эвольвенту. 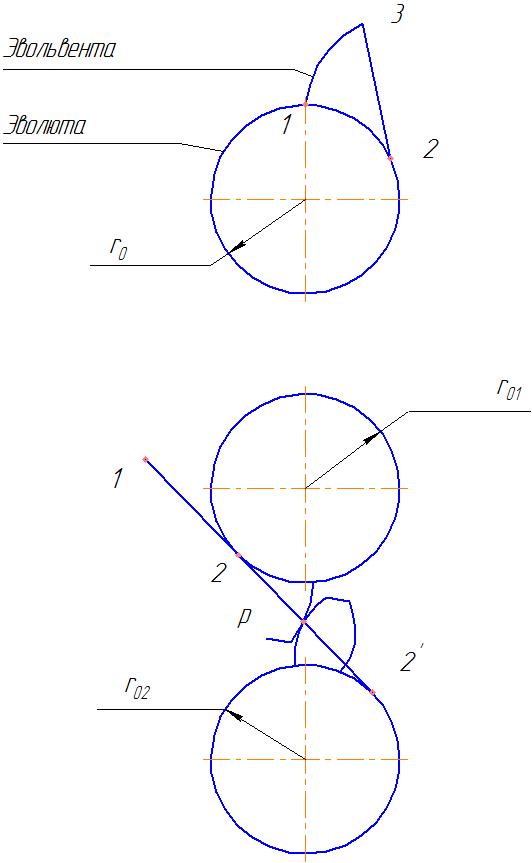 1-2 дуга с радиусом r 2-3 нормаль к кривой 1-3 (эвольвента) 1-3 эвольвента r0; r1; r2 основные окружности 2-2' линия зацепления - угол зацепления (=20°) Согласно принципу Оливье между двумя эвольвентами можно разместить вспомогательную поверхность нулевой толщины, с которой обе эвольвенты сопрягаются. Это т.н. инструментальная рейка, размеры которой стандартизованы. - число зубьев z; - угол зацепления ; - модуль m; - угол наклона зубьев ; - ширина В. Все эти параметры определяются по заданным z и m и . z=m(z+2) z=m(z-2) d=mz Колеса обычно рассчитываются в паре, составляющие зубчатую передачу. Для каждого колеса контролируются: 1. Кинематическая точность - радиальное биение зубчатого венца (радиальная составляющая) - колебание длины общей нормали (тангенциальная составляющая) 2. Нормы плавности - отклонения шага - погрешность профиля 3. Нормы контакта зубьев - отклонения зубьев ∆ 4. Нормы бокового зазора - отклонение длины нормали. РФ после СССР ориентируется на ГОСТ 1643-84 "Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски." На Западе используют AGMA2000-A88; DIN3962; ISО 1328 и т.п. - хорошо приспособленные к координатным измерениям. ГОСТ 1643-81 не обладает этим качеством. _____________________ использующая 3D - модели CAD (компьютерный аналог детали) и процедура выравнивания. При выравнивании необходимо учитывать систему конструкторских баз. Возможны два варианта: - основной базой является отверстие, а упорной торец; - основной базой является торец, а отверстие является центрирующей базой. В первом варианте на отверстии выбирается (рис...) две зоны центрирования, а точка О является пересечение оси z с плоскостью УОХ. Во втором варианте на торце минимально по трем точкам определяется положение основной базы, а по одной зоне центрирования оси z. Обычно в первом варианте используются широкие колеса (bd) узкие (bd). Из-за недоверия к системам выравнивания часто деталь устанавливают на точные оправки (рис...) по указанным схемам базирования и не используют CAD-модели, а просто записывают работу оператора, а потом корректируют ее и заносят ИП в библиотеку программ. В этих случаях используются поворотные столы, которые точно поворачивают оправки с контролируемыми зубчатыми колесами на угол, равный 360/z. Такой прием _____________________________. Оправки могут устанавливаться неподвижно на столе КИМ или, что гораздо лучше, на поворотных столах, которые выполняют точное деление на один зуб и облегчают разработку ИП. Нужно учитывать, что КИМ использует поэлементный контроль, а не комплексный и нужна аналитическая связь этих способов контроля с параметрами ГОСТ 1643-81. В настоящее время такая связь не разработана в достаточной для производства степени. Множество зубчатых колес содержит требования ГОСТ 1643-84, поэтому их контроль на КИМ проблематичен. Требуется либо корректировка документации, либо корректировка ГОСТ 1643-84. Эти работы требуют больших затрат времени, но переход на единую с западными странами систему стандартов несомненно облегчит систему контроля в РФ и не будет затруднять межгосударственную торговлю. Массив точек при измерении зубьев располагают по трем вариантам (рис...). Рекомендуется три зуба (впадины), расположенные примерно через 120° сканировать по вариантам (рис...), остальные по упрощенной схеме (рис...). Разработки программного обеспечения КИМ "____ - Эвольвента" (ЗАО"Челяб НИИ контроль") утверждают, что такой способ достаточен для получения данных для оценки точности зубчатых колес. Для получения результатов необходимо строгое математическое обеспечение, которое включает идеальное колесо, которое по одному зубу соприкасается с реальным колесом. В итоге определяется кинематическая погрешность за один оборот зубчатого колеса, по величине которой можно судить о степени точности зубчатого колеса (рис...). Кинематическая плавность оценивает погрешность поворота на один зуб ___, обусловленная погрешностями эвольвенты ___ (рис...). Нормы контакта зубьев обычно определяются по размерам и расположению пятна контакта, образованного при обкатке измеряемого и эталонного колес. Пятно обычно занимает 60-70% от активной площади боковой поверхности зубьев. Для такого контроля необходим обкат идеального (виртуального) колеса в виде 3D-модели, которое контактирует с 3D моделью контролируемого зубчатого колеса, которая построена по результатам измерений. По числу точек соприкосновения можно судить о всех параметрах точность контролируемого зубчатого колеса. Результат измерения (рис...) может иметь вид: Степень прилегания К=(lф/lи)100%, - где lи длина идеальной линии по всей ширине зуба "в" при интервалах ___; - lф фактическая длина линий прилегания по результатам контроля. ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №22 Калибровка измерительных наконечников на КИМ. Контроль резьбовых соединений на КИМ. Контроль резьбовых соединений. Резьбовые соединения должны удовлетворять требованиям точности и взаимозаменяемости. Резьба должна иметь заданный шаг Р, число заходов z, профили, размеры которых оговариваются стандартами. Винт и гайка контролируются отдельно, чаще всего по приведенному среднему диаметру. Этот диаметр компенсирует погрешности шага ∆Р и профиля , которые компенсируются зазорами в соединениями винта и гайки. В формулах ( ) использованы обозначения: - ∆Р погрешность шага резьбы на длине свинчивания; - Н1 высота рабочего профиля; - /2 и ∆/2 половина угла профиля резьбы и погрешность этого параметра. С помощью КИМ чаще контролируются резьбовые калибры, режущий инструмент - метчики, плашки и т.п. с целью определения _____ дефектов обработанной резьбы. Реже контролируются резьбы ходовых и микрометрических винтов. В этом случае КИМ является эталоном точности. КИМ используют тактильный и оптические ИГ. Контроль резьб является сложной задачей, требующей от оператора КИМ, не снабженного руководствами и методологической литературой, специальных знаний. Контроль с помощью резьбовых калибров является комплексным способом, КИМ выполняет поэлементный контроль, основанный на координатных измерениях и компьютерной обработке результатов. При тактильном способе используются игольчатый щуп, радиус округления вершины которого, меньше чем радиус скругления дна резьбовой впадины. Используются два щупа, поочередно входящие в контакт с измеряемой резьбой в осевом сечении (рис...). На резьбе определяется осевое сечение. Игла №1 вводиться в контакт с точкой на профиле. Щуп поворачивается на 180° и измеряется координата второй точки иглой №2. Далее сравниваются два размера- l, который известен и определяет расстояние между щупами и измеренный, например, на расстоянии четырех шагов .  Рис Разница этих размеров ±∆ показывает накопленную ошибку, например, на длине 4х шагов, т.е. заданной длине свинчивания. При использовании датчиков, распознающих изображение, обычно измеренныйоценивают поврежденность резьб (рис...). Применяемые в настоящее время методы поэлементного измерения параметров резьбы берут своё начало с работы, в которой показано, что величина среднего диаметра для наружной резьбы и внутренней резьбы с симметричным профилем при измерении сферическим наконечником может быть вычислена по формуле где m - расстояние между центрами сферических наконечников, мм; dD - диаметр сферических наконечников, мм; Р - номинальный шаг резьбы, мм; - угол профиля резьбы, градусы; А1 - слагаемое, компенсирующее перемещение измерительного наконечника, вызванное отклонением угла подъёма резьбы , мм; А2 - слагаемое, компенсирующее деформацию измерительного наконечника под воздействием измерительного усилия, мм. Верхние знаки используются при измерении наружных резьб, нижние — внутренних. Несмотря на универсальность уравнения в нём рассмотрено только плоское сечение. Для вычисления слагаемого A1 принята следующая аппроксимация: Поэлементный контроль резьбы подразумевает измерение, в том числе, и среднего диаметра, который для наружных резьб измеряют по контактным цилиндрам, расположенным по разные стороны резьбы (например, методом трёх проволочек). Такое измерение не позволяет напрямую получить средний диаметр. Необходимо вводить поправки, поскольку точки контакта цилиндров с резьбой не обязательно находятся на расстоянии среднего диаметра. Кроме того, точки контакта цилиндра с геликоидальной поверхностью резьбы не лежат в осевом сечении резьбы. Коррекция последнего эффекта называется «rake correction». В случае внутренней резьбы вместо цилиндров используются сферические наконечники, которые тоже требуют данной коррекции. В случае внутренней резьбы вместо цилиндров используются сферические наконечники, которые тоже требуют данной коррекции. Рассмотрим последовательно шаги, которые необходимо выполнить при измерении параметров резьбы на координатно-измерительной машине. Для базирования резьбы на КИМ необходимо выбрать измерительную базу так, чтобы максимально уменьшить влияние базирования на результат измерений. База не должна быть привязана к элементам конструкции измеряемого калибра, изготавливаемым на различных установах. В руководствах для измерения резьбы на длинноизмерительной машине с помощью двухсторонних щупов предлагается выполнять базирование по оси цилиндра среднего диаметра резьбы. Целесообразно принять данную рекомендацию и для КИМ. Измеряемый калибр устанавливают и закрепляют на столе КИМ таким образом, чтобы щуп КИМ можно было установить к боковой стороне профиля резьбы. Наиболее простым является случай вертикальной установки резьбы, когда ось резьбы расположена параллельно вертикальной оси КИМ. Шаг резьбы измеряют вдоль оси резьбы в двух сечениях калибра между соседними витками по всей длине резьбы, отступая на один виток от начала нарезанной части с каждой стороны профиля резьбы. За значение шага принимают среднее арифметическое результатов измерений между двумя соседними витками резьбы по правым и левым сторонам профиля (при выполнении трёх измерений по каждой из сторон профиля). Отклонение шага резьбы от номинального значения не должно превышать значений, установленных в соответствующих стандартах на технические требования к калибрам. 1 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





















