задачи. готово. Российской федерации обнинский институт атомной энергетики
 Скачать 103.26 Kb. Скачать 103.26 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ОБНИНСКИЙ ИНСТИТУТ АТОМНОЙ ЭНЕРГЕТИКИ – филиал федерального государственного автономного образовательного учреждения высшего образования «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ЯДЕРНЫЙ УНИВЕРСИТЕТ «МИФИ» ОТДЕЛЕНИЕ СОЦИАЛЬНО-ЭКОНОМИЧЕСКИХ НАУК Направление подготовки: 38.03.01 Экономика Профиль (программа): «Учет, анализ и аудит» «Контрольная работа» по дисциплине «Управление операциями» Выполнила Студентка 4 курса группы ЭКН-Б18з Баданина В.Э. Руководитель
Обнинск 2022 Вариант 2 Объекты и субъекты производственного менеджмента. Объектом производственного менеджмента является производство и производственные системы. Под производством понимают целенаправленную деятельность по созданию чего-либо полезного - изделия, продукта, материала, услуги. Причем важнейшим элементом производственного процесса является технологический процесс, который определяет производственную и организационную структуру предприятия, квалификационный состав работников и многое другое. Производственные системы состоят из трудящихся, орудий и предметов труда, а также других элементов, необходимых для функционирования системы при создании продукции или услуг. Элементами производственной системы являются работники и материальные объекты -технологические процессы, сырье, материалы и инструмент, технологическая оснастка, оборудование и т. д. Объект производственного менеджмента: 1) продукция, товары, работы и услуги; 2) операционные ресурсы; 3) персонал цеха, производственного подразделения предприятия; 4) хозяйственные операции, связанные с производством продукции, товаров, работ и услуг. К субъектам производственного менеджмента относят управленцев высшего и среднего звена в цехах и подразделениях предприятия. Высший уровень управления – первый уровень субъектов производственного менеджмента, решает вопросы о способах и методах производства продукции, месте размещения производства, объемах необходимой производственной мощности, а также прочие стратегические вопросы. Операционные менеджеры – второй уровень субъектов производственного менеджмента – отвечает за вопросы относительно численности необходимого персонала, графика сменности персонала и поставки материалов, а также относительно объема запасов. Конкретные исполнители – третий уровень субъектов производственного менеджмента – определяет план работ на неделю или на текущий день, назначает конкретных исполнителей и устанавливает очередность выполнения работ. Субъект производственного менеджмента – управленец среднего и высшего звена в цехе, подразделении предприятия. Субъект и объект производственного менеджмента взаимодействуют посредством восходящих и нисходящих вертикальных коммуникаций. Основными элементами коммуникационной цепи является источник, передатчик и приемник, а также получатель информации. Источником информации – это лицо, располагающие какой-либо информацией. Отправитель преобразует данные в различные сигналы с помощью передатчика: биологических органов или технических устройств. Данные сигналы получает приемник, обладающий функцией декодировки полученного сообщения. Коммуникационная цепь замыкается получателем информации - лицом, так или иначе учитывающим в своей деятельности полученную информацию. Эффективность коммуникаций в производственном коллективе может снижаться из-за различных помех. Отправитель информации может неправильно ее кодировать. Помехи возможно и при процессе передачи информации, что приводит к тому, что получатель получает сведения в искаженном виде. Принципы процессного подхода к управлению. Процессный подход это одна из концепций управления, которая окончательно сформировалась в 80-х годах прошлого века. В соответствии с этой концепцией вся деятельность организации рассматривается как набор процессов. Для того чтобы управлять, необходимо управлять процессами. Он стал одним из ключевых элементов улучшения качества. Главное понятие, которое использует процессный подход – это понятие процесса. Существуют различные определения, но наиболее часто используется определение стандарта ISO 9001. «Процесс - это совокупность взаимосвязанных и взаимодействующих видов деятельности, которые преобразуют входы в выходы». Важной составляющей процесса, которая не отражена в этом определении, является систематичность действий. Действия процесса должны быть повторяющимися, а не случайными. Процессный подход был разработан и применяется с целью создания горизонтальных связей в организациях. Подразделения и сотрудники, задействованные в одном процессе, могут самостоятельно координировать работу в рамках процесса и решать возникающие проблемы без участия вышестоящего руководства. Процессный подход к управлению позволяет более оперативно решать возникающие вопросы и воздействовать на результат. Принципы процессного подхода Процессный подход основывается на нескольких принципах. Внедрение этих принципов позволяет значительно повысить эффективность работы, однако вместе с тем, требует и высокой корпоративной культуры. Переход от функционального управления к процессному требует от сотрудников постоянной совместной работы, несмотря на то, что они могут относиться к различным подразделениям. От того, насколько удастся обеспечить эту совместную работу, будет зависеть «работоспособность» принципов, заложенных в процессный подход. При внедрении управления по процессам важно придерживаться следующих принципов: Принцип взаимосвязи процессов. Организация представляет собой сеть процессов. Процессом является любая деятельность, где имеет место выполнение работ. Все процессы организации взаимосвязаны между собой; Принцип востребованности процесса. Каждый процесс должен иметь цель, а его результаты должны быть востребованы. У результатов процесса должен быть свой потребитель внутренний или внешний. Принцип документирования процессов. Деятельность по процессу необходимо документировать. Это позволяет стандартизовать процесс и получить базу для изменения и дальнейшего совершенствования процесса; Принцип контроля процесса. Каждый процесс имеет начало и конец, которые определяют границы процесса. Для каждого процесса в рамках заданных границ должны быть определены показатели, характеризующие процесс и его результаты; Принцип ответственности за процесс. В выполнении процесса могут быть задействованы различные специалисты и сотрудники, но отвечать за процесс и его результаты должен один человек. Процессный подход предполагает наличие ключевых элементов, без которых он не может быть внедрен в организации. К таким ключевым элементам относятся: Вход процесса; Выход процесса; Ресурсы; Владелец процесса; Потребители и поставщики процесса; Показатели процесса. Процессный подход Входами процесса являются элементы, претерпевающие изменения в ходе выполнения действий. В качестве входов процессный подход рассматривает материалы, оборудование, документацию, различную информацию, персонал, финансы и пр. Выходами процесса являются ожидаемые результаты, ради которых предпринимаются действия. Выходом может быть как материальный продукт, так и различного рода услуги или информация. Владелец процесса – процессный подход вводит это понятие как одно из самых главных. У каждого процесса должен быть свой владелец. Владельцем является человек, имеющий в своем распоряжении необходимое количество ресурсов и отвечающий за конечный результат (выход) процесса. Показатели процесса необходимы для получения информации о его работе и принятии соответствующих управленческих решений. Показатели процесса это набор количественных или качественных параметров, характеризующих сам процесс и его результат (выход). Преимущества процессного подхода За счет того, что процессный подход создает горизонтальные связи в работе организации, он позволяет получить ряд преимуществ, в сравнении с функциональным подходом. Производственная мощность и ее измерение в различных операционных системах. Производственные мощности — это максимально возможный годовой объем выпуска готовой к реализации продукции соответствующей номенклатуры в установленные сроки при эффективном использовании производственного потенциала предприятия. Для определения мощности оказания услуг следует говорить о максимально возможном количестве обслуженных клиентов. Такой прием оправдан в тех организациях, где из широкого разнообразия входных ресурсов производится узкая гамма выходных продуктов. Это так называемые предприятия А-типа. Иным подходом к определению производственной мощности организации является ее оценка не через объем выпускаемой продукции, как в организациях A-типа, а через возможность переработки входного ресурса. Такой метод расчета производственной мощности удобен для предприятий, например, шинной, молочной промышленности, в которых из узкого спектра входных ресурсов производится широкое разнообразие продуктов. Это так называемые предприятия У-типа. В случае, когда организация из относительно широкого спектра ресурсов производит разнообразные продукцию или услуги (речь идет о так называемых предприятиях Т-типа, для определения производственной мощности используется оценка основного ресурса, потребляемого перерабатывающей подсистемой. Таким образом, производственная мощность организации может быть рассчитана исходя из следующих показателей: максимально возможный объем результата деятельности; максимально возможный объем перерабатываемого входного ресурса; максимальный объем потребности основного перерабатывающего ресурса. Мощность операционной среды организации оценивается по мощности операционной системы, связанной с главной операционной функцией предприятия. В свою очередь мощность этой операционной системы определяется по мощности ее перерабатывающей подсистемы. 4. Типы операционных систем. Тип операционной системы — это категория, выделяемая по признакам широты номенклатуры, степени ее стандартизации и регулярности, стабильности, а также объема выпуска изделий. По классификации Джоан Вудворд (1916—1971) существуют три основных типа операционных систем дискретного производства (см. рис. 7.12). Единичный тип: операционная система ориентирована на выпуск малых партий или отдельных экземпляров продукции или услуг широкого ассортимента. Для систем данного типа характерен длительный цикл производства продукции или оказания услуг, который обусловливает их высокую себестоимость. Серийный тип: продукция (или услуги) изготовляются периодически повторяющимися партиями. Спектр ассортимента производимой продукции или оказываемых услуг сужен по сравнению с единичным производством. Выделяют мелкосерийный, среднесерийный и крупносерийный подтипы серийного типа операционных систем. Массовый тип: операционная система производит большие объемы относительно стандартизованной продукции или услуг 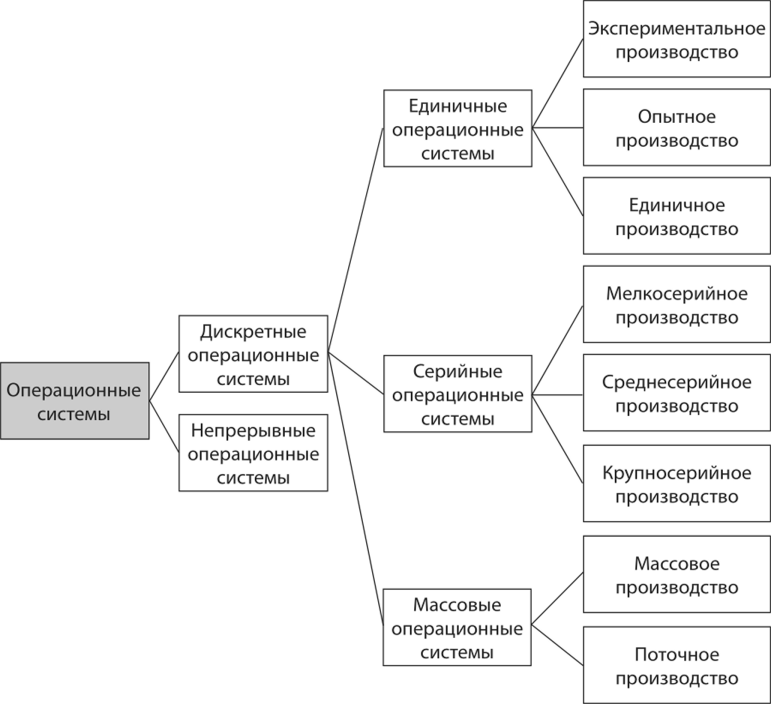 В целом по типам производства можно указать закономерную связь между объемом выпуска и широтой номенклатуры производимой продукции или оказываемых услуг. Необходимая современному бизнесу гибкость в реакции на изменения рынка ориентирует на единичный тип производства. Его главным недостатком является высокая себестоимость продукции. В то же время низкая себестоимость выпуска продукции или оказания услуг массового типа, свойственная работе с большими объемами продукции и услуг, напротив, лишает гибкости данный тип операционной системы. Золотая середина — серийный тип производства — не всегда может удовлетворять стратегическим интересам организации. Классификация организационных систем по Дж. Вудворд интересна тем, что она вскрывает объективную невозможность единовременного получения преимуществ, связанных как с длительностью цикла производства продукции или оказания услуг и их себестоимостью, так и со способностью операционной системы эффективно и быстро перестраиваться на производство нового продукта или оказание новых услуг. Между тем именно объединение конкурентных преимуществ по времени, затратам и качеству работы является неоспоримым фактором успешности организации. 5. Признаки удачного размещения для выполнения производственных и офисных операций. Прямолинейная структура потока Минимальное время возврата в исходное положение Предсказуемость времени производства Небольшой запас промежуточных материалов Открыты заводские цеха, что позволяет каждому видеть, что происходит внутри Контроль «узких» мест Четко организованная транспортировка и хранение материалов Отсутствие ненужных перемещений материалов Адаптация к изменяющимся условиям Близкое размещение рабочих мест 6. Достоинства, недостатки и область применения параллельного вида движения партии предметов труда в производственных процессах. Параллельный вид движения характеризуется передачей предметов труда немедленно после выполнения предыдущей операции вне зависимости от готовности предыдущей партии. Предметы могут передаваться как поштучно, так и небольшими партиями, которые называются передаточными партиями. При такой организации движения предметов труда несколько единиц одной и той же партии могут одновременно находиться в обработке (сборке) на разных операциях. На самой продолжительной операции вся партия предметов обрабатывается без перерывов. Общая продолжительность процесса обработки (сборки) партии деталей значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса. Цель данного вида движения - обеспечить непрерывность обработки одного предмета (или одной передаточной партии) последовательно на всех операциях.
7. С помощью правила Джонсона составьте календарный план выполнения следующих шести работ, выполняемых последовательно на двух станках, так, чтобы общая продолжительность потока была минимальной.
Решение Вначале детали, подлежащие обработке, условно делят на две группы. В первую группу относят детали, для которых tn д, то есть те, время обработки которых на первом станке не превышает времени обработки на втором станке. Остальные детали образуют вторую группу. Вначале следует обрабатывать детали первой группы в порядке возрастания длительности их обработки на первом станке: Затем должны обрабатываться детали второй группы в порядке убывания времени их обработки на втором станке. Согласно алгоритму Джонсона, следует включить в первую группу детали С, а во вторую — А, В, D, E, F. Оптимальный порядок обработки деталей следующий: C (3)-B (18)-F (10)-D (8)-E (7)-A (5)=51 час продолжительность работ при соблюдении будет минимальной, так как Продолжительность работ на 1 станке: 7+18+3+11+15+16=70ч На 2 станке: 5+18+12+8+7+10=60ч. Ответ: общая продолжительность работ составит при соблюдении данного правила 51 час. 8. Необходимо отремонтировать три автомобиля. Воспользуйтесь методом наименьшего оставшегося запаса времени на одну операцию (STR/OP) и определите приоритет для каждого автомобиля, если известно следующее:
Решение В соответствии с правилом STR/OP первой выполняется работа с наименьшим отношением «наименьший запас времени / количество оставшихся операций». STR/OP вычисляется следующим образом:  . .Определим STR/OP для каждого автомобиля, принимая продолжительность рабочего дня 8 часов: Автомобиль А: STR/OP = (6*8-8)/2 = 20; Автомобиль В: STR/OP = (8*8-15)/3 = 16,3; Автомобиль С: STR/OP = (2*8-4)/1 = 12. Ответ: первым необходимо отремонтировать автомобиль С, затем автомобиль В, и последним автомобиль А. 9. Определите годовую производственную мощность цеха и объем выпуска продукции за год, если коэффициент использования производственной мощности – 0,88, а показатели работы цеха, следующие:
Решение Для того чтобы найти годовую производственную мощность цеха необходимо найти действительный годовой фонд рабочего времени. Он находится по формуле:  , ,где Фн – номинальный фонд рабочего времени, измеряется в часах. n – регламентированные простои оборудования, измеряются в процентах. Nоб – количество оборудования в цехе, измеряется в штуках. Чтобы рассчитать номинальный фонд рабочего времени воспользуемся формулой:  , ,где Фнд – номинальный фонд рабочего времени в днях. С – количество смен в рабочем дне. t – длительность смены. Найдем номинальный фонд рабочего времени: Фн = 247*1*7 = 1729 ч. Рассчитаем далее действительный годовой фонд рабочего времени: Фд = 1729*(1-7/100) *25 =40199,25 ч. Далее рассчитаем годовую производственную мощность цеха по формуле:  , ,где Нч – норма времени на обработку изделия. Фд – действительный годовой фонд рабочего времени. Отсюда: ВП = 40199,25/0,35 =114855 ед. продукции. Расчет для объема выпуска продукции: ТП=ВП*Квп, где Квп- коэффициент использования производственной мощности ТП=114855*0,88=101072 шт. Ответ: производственная мощность цеха составит 188180 ед. продукции в год, объем продукции 101072 шт. 10. Рассчитайте длительность технологического цикла при последовательном виде движении партии деталей, если известно следующее: партия деталей состоит из 80 шт.; технологический процесс обработки включает 5 операций; время, необходимое для обработки одной детали на каждой операции (в минутах): t1=25; t2=20; t3=10; t4 = 20; t5 = 40. Размер транспортной партии 5 шт. Операции 1 и 4 выполняются на одном станке; операции 2 и 3 – на двух станках; а операция 5 - на четырех станках одновременно. Среднее время межоперационных перерывов – 7 минут. Решение Tц = Tтех + m*tMO + te, где Tтех - длительность технологического цикла, m - количество операций, tMO - среднее межоперационное время, te - длительность естественных процессов. Расчет длительности технологического цикла при параллельно–последовательном виде движений предметов труда. min (  )=10 )=10min (  )=5 )=5min (  )=5 )=5min (  )=10 )=10 где m – число операций в технологическом процессе; n – количество деталей в партии; Ci - принятое число рабочих мест (станков) на i-й операции, шт; ti - норма штучного времени на i-й операции, мин.; p – размер транспортной (передаточной) партии, шт; tki - наименьшая норма времени между k-й парой смежных операций с учетом количества единиц оборудования, мин.  -(80-5)(10+5+5+10)+5*7=3385мин -(80-5)(10+5+5+10)+5*7=3385мин
Построение графика длительности производственного цикла при последовательно-параллельном виде движений предметов труда. 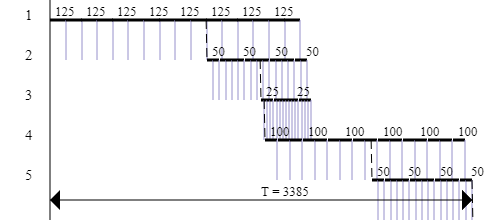 Рисунок - График длительности производственного цикла при последовательно-параллельном виде движений Ответ: длительность технологического цикла при параллельно–последовательном виде движений предметов труда составит 3385 минут. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||







