Нормирование сварки. ДИПЛОМ ДИПЛОМ ДИПЛОМ!!!!!. Розрахунок витрат зварювальних матеріалів та електроенергії 32
 Скачать 1.1 Mb. Скачать 1.1 Mb.
|

|
Устанавливаем узел 7 в ложемент 2 по фигурным установочным пальцам 3, далее детали 7 устанавливаем при помощи выдвижных упор 4 и проводим сборку, после чего выдвижные упоры задвигаются и производится окончательная сварка 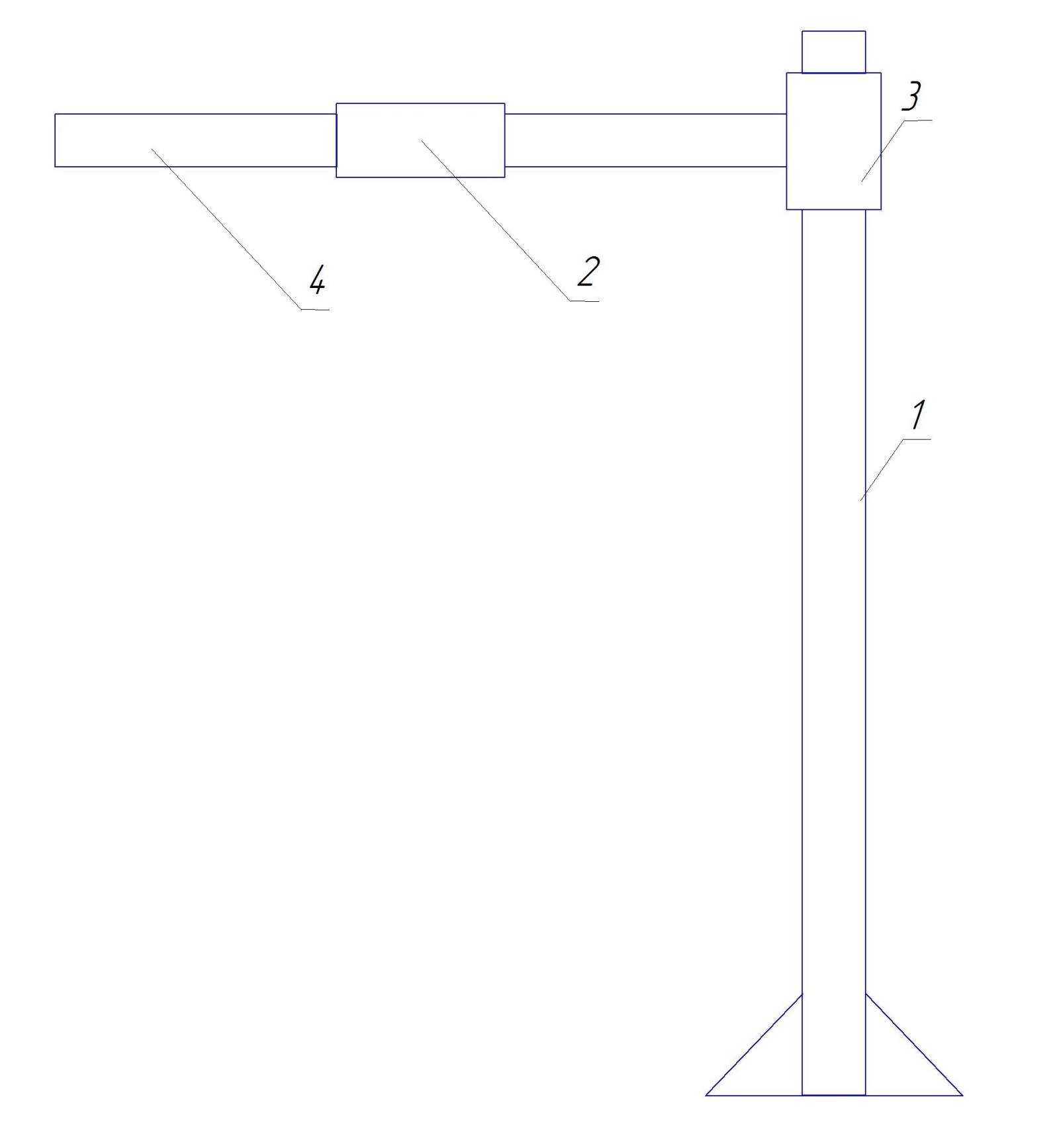 Рисунок 2-Колонна для полуавтомата  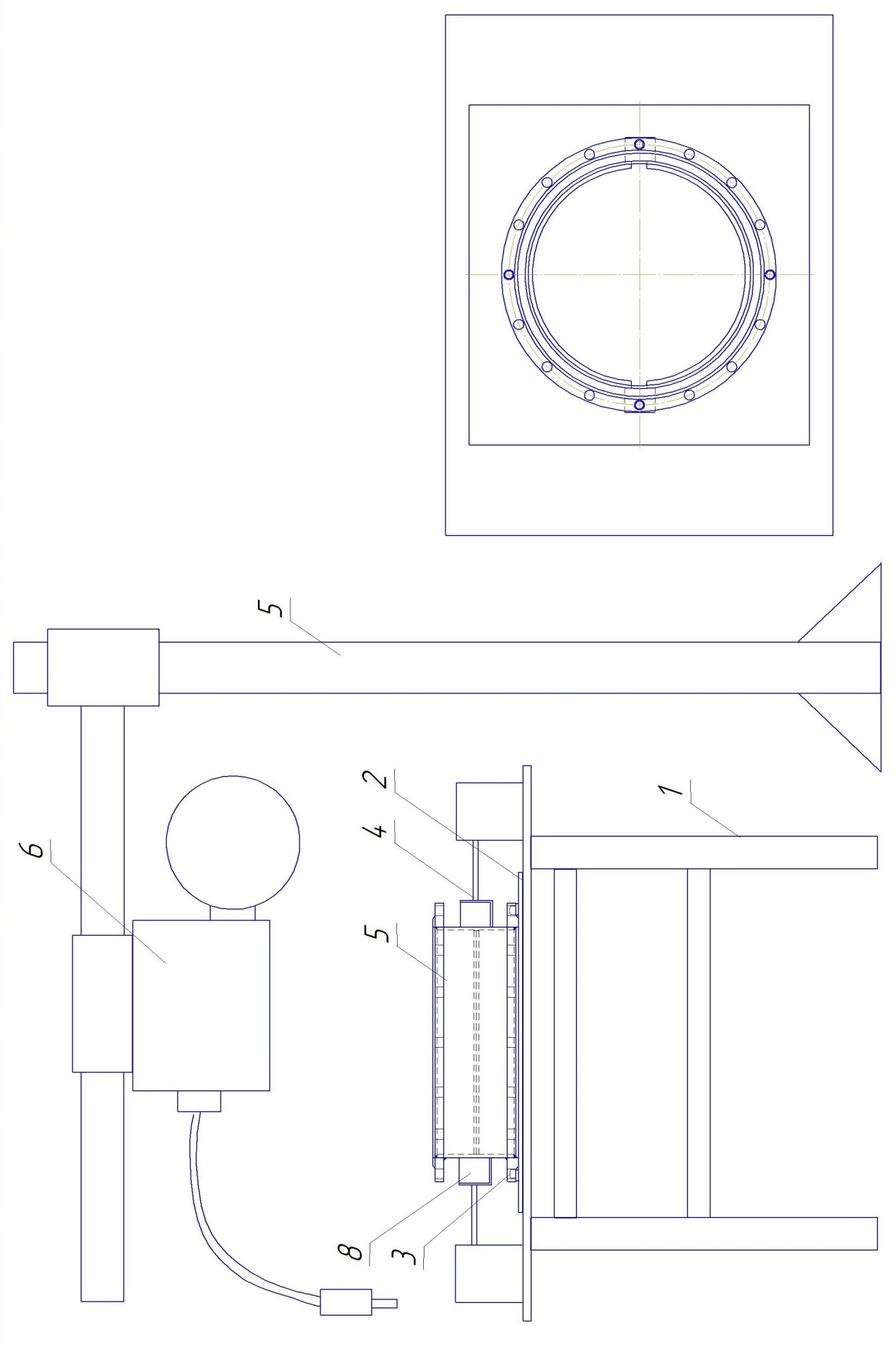  Рисунок 3-Окончательная сборка-сварка Рисунок 3-Окончательная сборка-сварка2.5.3 Выбор подъемно-транспортных средств Рациональный выбор транспортных средств значительно повышает производительность труда при подаче деталей на сборку,собранного узла и изделия на сварку, а так же для выполнения вспомогательных операций, связанных с изготовлением конструкции. На участке цеха для обслуживания в целом всего пролёта на каждые 50-70 м применяют электромостовой кран, грузоподъёмностью 5-20т ГОСТ 1575-87. Для транспортировки деталей в процессе сборки, передачи собранных узлов изделия на рабочее место сварщика применим кран-балку ГОСТ 7075-80 длинной 8м. Кран-балка крепится к перекрытию здания на подвесных тягах. В качестве грузоподъёмного средства применяем самоходную передвижную электрическую таль грузоподъёмностью 1т. Технические характеристики тали ТВ-1 представлены в таблице 8 [11] Таблица 8- Технические характеристики тали ТВ-1
Кран-балка и электромостовой кран снабжаются грузозахватными приспособлениями-тросами. 2.6 Выбор методов контроля качества при изготовлении конструкции  Для обеспечения высокого качества продукции предусматривается контроль на всех этапах изготовления конструкции. Предварительный контроль перед сваркой исходных материалов (основной металл, сварочные материалы, которые применяются для изготовления конструкции, внешним осмотром согласно требованиям согласно данных технических условий. Проверка сварочного оборудования, состояния инструментов, квалификация сварщиков на соответствие разряду выполняемых работ с периодичностью предусмотренными правилами аттестации. Пооперационный контроль в процессе производства с целью проверки правильности сборки, соблюдения технологических режимов, размеров и качества сварных швов, последовательности их наложения в соответствии с требованиями технических условий, чертежа, технологического процесса. Контроль готовой продукции – приемо-сдаточные испытания. Контроль сварных швов в процессе производства проводим внешним осмотром в объёме 100% На стадии контроля готовой продукции проводим гидравлические испытания корпуса клапана на прочность пробным давлением, равным в 1,5 раза больше рабочего давления. Контроль производим ультра-звуковой дефектоскопией по ГОСТ 14782-86 в объёме 25% дефектоскопом УЗД-22М. [12] Дефектоскоп УЗД-22М предназначен для контроля труб большого диаметра, плоскостных и оболочковых конструкций, и определяет координаты и форму дефекта, обеспечивает контроль элементов плотностью от5 до 30мм с выявлением трещин площадью меньше 1мм и включения размером от нескольких миллиметров. Пьезо образователь обеспечивающий прозвучивание всего сечения шва, расположен на самодвижущейся тележке.  2.7 Разработка технологического процесса сборки и сварки конструкции в технологических картах. 2.7 Разработка технологического процесса сборки и сварки конструкции в технологических картах. 2.8 Нормирование техпроцесса сборки и сварки конструкции  Целью технического нормирования является установление технически обоснованных норм времени на операцию. [13] 2.8.1 Расчет штучного времени на сборку Расчет штучного времени на сборку металлоконструкции выполняем по формуле Тшт=Туст+Ткреп+Тпов+Тсн, (8) где Туст – время на установку отдельных деталей, мин.; Ткреп – время на крепление деталей во время сборки узла, мин; Тпов – время на повороты конструкции в процессе сборки, мин; Тсн – время на снятие конструкции после сборки, мин. Сборка узла 1 Туст=0,4+1,32+1,3=3 мин. Тприх=0,42×4=1,68 мин Тсн=2 мин Lпр=30 мм Шаг прихватки =200 мм Nпр=8×2=16 шт Tприхв=16×0,23=3,68 мин Δ=5мм Тшт1=3+1,68+3,68+2=10,36 мин = 0,17 ч Окончательная сборка Туст=2,0+0,35+0,4=2,75 мин. Тприх=6× 0,17=01,02 мин Δ=5 Lпр=20 мм Nпр=3×2=6 шт Тсн=2,0 мин Тшт2=2,75+0,52+1,02+2=6,29 мин = 0,1 ч 2.8.2 Расчёт штучного времени на сварку  Норму времени на сварку конструкции расчитываем по формуле Тн=Тштк×Iш×К (9) где Тштк –штучно-калькуляционное время сварки 1 погонного метра шва; Iш – длинна шва, м; К – коэффициент, учитывающий вид сварного шва, условия сварки Тштк' =Тштк×dэ/dэ'×Iсв/Iсв'×Fн '/Fн (10) где Тштк,dэ,Iсв,Fн –параметры взятые из карты; dэ',Iсв',Fн'-параметры нормируемого тех процесса к- коэффициент, учитывающий вид сварного шва, условия сварки По карте 20,40: К=1,08×1,0×1,25=1,35 Рассчитываем штучно калькуляционное время для шва Т1-Δ 7мм (карта 34) По карте 44 Тштк=4,4 мин/м dэ=2мм dэ'=1,6мм Iсв=350 А Iсв'=342 А Fн=33,5 мм2 Fн'=31,85 мм2 Тштк'=4.4×350/342×2,0/1,6×31,85/33,5=5,35 мин/м одновременно 2 шва. Lшв=ПД×4=3,14×529×4=6644 мм = 6,65 м Тшт =5.35×6,65×1,36=48 мин га одно изделие Тшт=24 мин = 0,40 ч Определяем норму времени на окончательную сварку К=1×1,25×1,08=1,35 Lшв=70×4×2=560 мм = 0.56 м Тшт =5,35×0,56×1,35=4,05 мин Норма времени на окончательную сборку-сварку Тшт сб-св = Тшт сб + Тшт св=6,29+4,05=10,34 мин =0,17 ч 2.9 Расчет расхода сварочных материалов и электроэнергии  Расчет электродов, проволоки при разных способах сварки определяется по формуле [29, с. 162] Расчет электродов, проволоки при разных способах сварки определяется по формуле [29, с. 162] Q = mн.м.·Км, (11) где mн.м. – масса наплавленного металла, кг; К м – коэффициент потерь, который учитывает потери на угар и разбрызгивание [29,с. 163] Масса наплавленного металла рассчитывается по формуле mн.м.= Fн·lш·ρ, (12) где Fн - площадь поперечного сечения шва, см2; lш - длина шва, см; ρ - плотность металла, г/см3. mн.м.= 0,3185×(665+56) ×7,85=1803 г =1,803 кг Св 08Г2С Ø 1,6 мм Q = 1,803×1,1=1,983 кг Расход защитного газа определяется по формуле Q = Qуд · То, (13) где Qуд – удельный расход газа в единицу времени, м3 [29, с. 163]; То – основное время сварки, ч. Qуд = 1,08 м3/ч. В укрупненных расчетах основное время сварки можно рассчитать по формуле То = Тш·а, (14) То=(0,17+0,40+0,17)×0,7=0,52 ч где а - коэффициент, учитывающий время горения дуги в общем времени сварки; а = 0,55-0,70 [29, с. 165]. Принимаем а=0,65 То = 25,38·0,55=46,14 Q = 1,08×0,52=0,56 м3 Расход технологической электроэнергии определяем по формуле Qел.ен. = А0 · mн.м., (15) где А0 – удельный расход технологической электроэнергии (кВт·ч/кг), которая расходуется при разных видах дуговой сварки плавлением на 1 килограмм наплавленного металла. Qел.ен. = 5 ·×1,803=9,01 кВт 2.10 Расчет необходимого количества оборудования, рабочих мест для сборки и сварки конструкции Расчет необходимого количества оборудования и рабочих мест проводится исходя из нормированного технологического процесса, заданной годовой программы выпуска изделий, принятого режима работы и планового коэффициента выполнения норм. Необходимое количество рабочих мест (сборочных, сварочных стендов), необходимых для выполнения годовой программы, рассчитывают по формуле Nм = Nоб= Тшт ×П/(Фдо×Квн×К), (16) где Тнм - нормированное время, необходимое для выполнения годовой  программы на данном рабочем месте, ч; программы на данном рабочем месте, ч;Фдо - эффективный (действительный) фонд времени работы единицы оборудования в течение года, ч; Квн - плановый коэффициент выполнения работ; К - количество рабочих, одновременно занятых на данном рабочем месте, чел. Количество сборочного и сварочного оборудования рассчитывается по формуле Nоб = Тно/(Фдо* Квн), (17) где Тно - нормированное время, необходимое для выполнения годовой программы на данном оборудовании, ч. Нормированное время, необходимое для выполнения годовой программы на данном рабочем месте и на данном оборудовании, рассчитывается по каждой операции технологического процесса по формуле Тнм = Тно=tшт *Пгод, (18) где tшт - норма времени на операцию, ч; Пгод - годовая програма выпуска изделий, шт. Эффективный (действительный) фонд времени работы единицы оборудования рассчитывается в соответствии с принятым режимом работы участка по формуле Фдо=Др*tсм*nсм*Кисп, (19) где Др - количество рабочих дней в году;  tсм - продолжительность смены, ч; tсм - продолжительность смены, ч; nсм - количество смен; Кисп - коэффициент использования рабочего времени, который учитывает затраты рабочего времени на ремонт и обслуживание оборудования. Расчитаем эффективный фонд времени работы единицы оборудования Квн= 1,2 К=1 П=50000 шт Фдо=251×2×8×0,97=3895,52 ч Nм = Nоб=0,17×50000/3895,82×1,2×1,8=4,2 принимаем Nм = Nоб=2шт По формуле (18,) определяем нормированное время, необходимое для выполнения годового объема работ, для каждой операции. Тнм сб = Тно=50000×0,17=8500 час Тнм св = Тно=50000×0,4=20000 час Тнм сб-св = Тно=50000×0,17=8500 час Расчетное количество оборудования и рабочих мест округляем до целого числа в большую сторону и получаем принятое число оборудования и рабочих мест Nо.np, Nм.np. . Nм = Nоб= Тшт ×П/(Фдо×Квн×К), Определяем число рабочих мест и оборудования на операции сборка Стенд для сборки: Nm1=  принимаем Nmпр =2 Полуавтомат ПДГ-508 М1 No1 =  принемаем No1пр=2 Выпрямитель КИУ-501 No2 = No1 = 1,8 принимаем No2пр =2 Далее определяем количество рабочих мест и оборудования для операции сборка: Стенд для сварки Nm =  принимаем Nmпр2 = 5 Полуавтомат КП-007 No2 =  принимаем Noпр3 =5 Выпрямитель КИГ-501 No4 = No3 = 4,27принимаем Noпр4 =5 Далее определяем количество рабочих мест и оборудования для операции сборка-сварка изделия Стенд для сборки2 Nm3  принимаем Nm3 = 2 Полуавтомат КП-007 No5   принимаем No5 = 6 принимаем No5 = 6Выпрямитель КИГ-501 No6 = No6 = No5 = 1,8 принемаем No6 = 2  Таблица 9 – Необходимое количество оборудования и робочих мест Таблица 9 – Необходимое количество оборудования и робочих мест
3 Организация производства Проектирование рациональной организации производства и труда на участке Рабочее место – это часть производственной площади, которая закреплена за рабочим (группой рабочих) оснащенная оборудованием, приспособлением и инструментами для выполнения порученной работы при соблюдений правил техники безопасности. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 радиус закрепления
радиус закрепления