Курсач. Руководящий документ
 Скачать 0.92 Mb. Скачать 0.92 Mb.
|

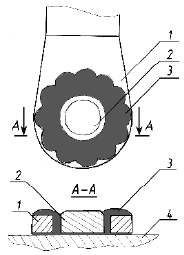
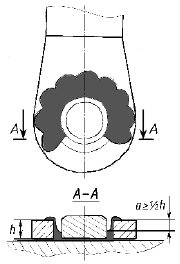
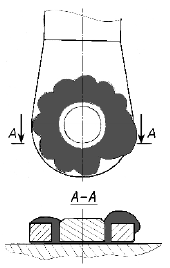
Автоматическая высокотемпературная дуговая штифтовая пайка выводов и шунтирующих перемычек электрохимической защитыПайку следует применять для присоединения кабеля сечением от 10 до 70 мм² к трубопроводам от DN 80 до DN 1200 с толщиной стенки от 4,0 до 36,0 мм включительно класса прочности до К60 включительно, а также СДТ и запорной арматуре. Работы следует производить на открытом воздухе в интервале температур окружающей среды и относительной влажности в соответствии с указаниями руководства по эксплуатации или паспорта на оборудование. При выпадении осадков работы следует производить в укрытиях. Пример операционной технологической карты сборки и автоматической высокотемпературной дуговой штифтовой пайки выводов ЭХЗ приведен в приложении Е. Место пайки следует располагать в верхней четверти периметра поверхности трубопровода на расстоянии не менее 100 мм от продольного, кольцевого сварных швов и/или их пересечений с максимальным отклонением от зенита ±10°. Видимые участки поверхности трубопровода должны быть очищены от грунта, снега и других загрязнений. Поверхность трубы на расстоянии не менее 50 мм в каждую сторону от места предполагаемой пайки и магнитного заземляющего устройства должна быть очищена от изоляции до чистого металла. При этом место под установку магнитного заземляющего устройства должно располагаться на расстоянии не более 0,5 м от места предполагаемой пайки. Наличие загрязнений, ржавчины, следов масла и других технических жидкостей в месте установки вывода ЭХЗ не допускается. При наличии неровностей на поверхности кабельного наконечника, прилегающей к поверхности трубопровода, следует произвести зачистку наконечника с применением наждачной бумаги. Наличие на наконечнике любых загрязнений, следов масла и других технических жидкостей не допускается. Перед пайкой однопламенной газовой горелкой независимо от температуры окружающего воздуха следует производить предварительный подогрев поверхности трубопровода в месте предполагаемой пайки до температуры от 50 °С до 70 °С. Предварительный подогрев не должен нарушать целостность изоляции. При необходимости следует применять термоизоляционные материалы и/или ограничители пламени. Для пайки кабельного наконечника к поверхности трубопровода необходимо: подключить к основному блоку приварочный пистолет, заземляющее магнитное устройство. Схема подключения оборудования для пайки приведена на рисунке 9.14; согласно руководству по эксплуатации установить на основном блоке необходимый режим, соответствующий используемому патрону; выполнить предварительный подогрев поверхности трубопровода в месте предполагаемой пайки согласно 9.6.8; произвести зачистку поверхности трубопровода в месте установки вывода ЭХЗ и установки магнитного заземляющего устройства, согласно 9.6.5 – 9.6.7; подключить заземляющее магнитное устройство к поверхности трубопровода при помощи магнитного наконечника на расстоянии не более 0,5 м от места пайки; вставить в держатель приварочного пистолета керамический изолятор и патрон. Схема установки патрона и керамического изолятора в приварочный пистолет приведена на рисунке 9.15; 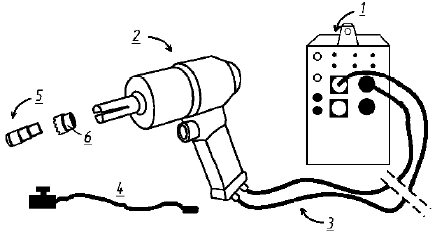 1 – основной блок (разрядное устройство); 2 – приварочный пистолет; 3 – питающие кабели; 4 – заземляющий провод с магнитным наконечником; 5 – патрон; 6 – керамический изолятор Рисунок 9.14 – Схема подключения оборудования для пайки 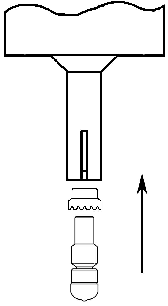 Рисунок 9.15 – Схема установки патрона и керамического изолятора в приварочный пистолет приложить наконечник к заранее подготовленной поверхности; перпендикулярно рабочей поверхности с отклонением от вертикали не более 5° установить в отверстие наконечника приварочный пистолет с патроном, так чтобы ось патрона совпадала с центром отверстия наконечника. Схема установки приварочного пистолета с патроном для пайки приведена на рисунке 9.16; 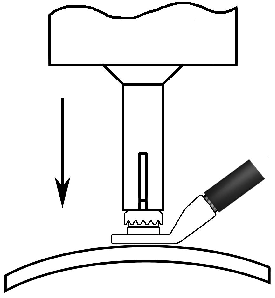 Рисунок 9.16 – Схема установки приварочного пистолета с патроном для пайки с небольшим усилием на приварочный пистолет прижать керамический изолятор и патрон к наконечнику вывода ЭХЗ; плавно нажать на спусковую кнопку приварочного пистолета, удерживая его в течение от 1 до 2 с двумя руками; после окончания процесса пайки необходимо удерживать приварочный пистолет в рабочем положении от 4 до 6 с для обеспечения полной кристаллизации припоя; удалить выступающую часть патрона несильным боковым ударом молотка. Схема удаления выступающей части патрона приведена на рисунке 9.17; 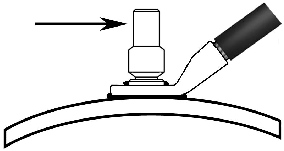 Рисунок 9.17 – Схема удаления выступающей части патрона произвести очистку места пайки металлической щеткой от налета. Требования к паяному соединению По результатам визуального осмотра и обмера внешний вид паяных соединений должен соответствовать требованиям операционных технологических карт сборки и пайки, при этом: припой должен быть равномерно распределен по всей площади отверстия наконечника, как приведено на рисунке 9.18 а); на поверхности паяных соединений должны отсутствовать участки недостаточного заполнения припоем пространства между кабельным наконечником и латунной частью припоя величиной более четверти окружности и глубиной более половины высоты кабельного наконечника, как приведено на рисунке 9.18 б); на поверхности паяных соединений должны отсутствовать участки с «выплеском» припоя за край кабельного наконечника, как приведено на рисунке 9.18 в).
1 – кабельный наконечник; 2 – латунная часть патрона для пайки; 3 – припой; 4 – рабочая поверхность Рисунок 9.18 – Внешний вид формирования припоя после пайки выводов ЭХЗ Ремонт паяного соединения не допускается. При обнаружении недопустимых дефектов паяное соединение должно быть удалено механическим способом, при этом шероховатость поверхности после шлифовки должна быть не более Rz 40 мкм, толщина стенки трубы после механической обработки не должна выходить за пределы минусового допуска. После положительных результатов ВИК выполнить испытание паяного соединения. Испытание следует проводить ударом молотка (массой 1 кг) с высоты от 400 до 600 мм в верхнюю часть паяного соединения под углом 45°. При этом удар следует наносить под собственной тяжестью молотка без применения силы в вертикальном направлении. По результатам испытания паяное соединение не должно изменять свою форму и место расположения. |