Курсач. Руководящий документ
 Скачать 0.92 Mb. Скачать 0.92 Mb.
|

Ручная дуговая сварка выводов электрохимической защитыСварку вывода ЭХЗ с продольными, кольцевыми швам и основным металлом (стенкой) трубопровода следует выполнять через переходную пластину. Запрещается выполнять сварку переходной пластины к СДТ и запорной арматуре. Сварку переходной пластины с основным металлом, продольными или кольцевыми швами трубопроводов с толщиной стенки от 5 мм следует выполнять при давлении в трубопроводе в соответствии с РД-23.040.00-КТН-201-17, а с толщиной стенки менее 5 мм – на освобожденном и очищенном от продукта трубопроводе. Место сварки переходной пластины следует располагать в верхней четверти периметра трубопровода с максимальным отклонением от зенита ±10°, при этом: на кольцевом сварном шве – на расстоянии не менее 100 мм от продольного шва; на продольном (заводском) шве – не менее 100 мм от кольцевого шва; на основном металле – не менее 100 мм от продольного и/или кольцевого швов. Поверхность трубопровода в месте сварки и на расстоянии не менее 50 мм в каждую сторону от места сварки должна быть очищена от изоляции, краски, шлака и прочих загрязнений механическим способом до чистого металла. Допускается очистка поверхности шлифмашинкой с применением дисковых проволочных щеток, ручной проволочной щеткой, напильником, наждачной бумагой. На поверхности трубопровода в месте сварки не допускается наличие следов влаги или конденсата. При наличии следов влаги и конденсата следует провести просушку поверхности с применением газовых горелок Вывод ЭХЗ должен быть зачищен механическим способом до чистого металла на длину не менее 50 мм. Сварку следует выполнять электродами с основным видом покрытия типа Э50А по ГОСТ 9467 или E7016, E7015, E7018 по AWS A5.1 [33] диаметром от 2,5 до 3,2 мм по ГОСТ 9467. Режимы сварки определяют при аттестации технологии сварки. Количество проходов и режимы сварки корректируют до начала сварочных работ на объекте (при допускных испытаниях сварщиков) в зависимости от толщины свариваемых элементов, применяемого оборудования и сварочных материалов. Схема сварки вывода ЭХЗ через переходную пластину приведена на рисунке 9.8. Сварку к продольным, спиральным или кольцевым швам следует выполнять в следующей последовательности: провести очистку внутренней и наружной поверхности пластины механическим способом до чистого металла; снять усиление сварного шва механическим способом (шлифмашинкой с абразивным кругом или напильником) до образования на облицовочном шве ровной поверхности шириной не менее ширины пазов пластины и длиной, равной длине пластины. При этом минимальная остаточная высота усиления должна быть не менее 1,0 мм; подготовить переходную пластину. Пластина должна быть отформована в поперечном сечении по форме усиления кольцевого или продольного сварного шва, а в продольном сечении (при установке на кольцевой шов) – по диаметру трубопровода; установить переходную пластину на подготовленную поверхность по оси сварного шва; выполнить в центре пазов переходной пластины прихватки к сварному шву (по одной с каждой стороны); выполнить сварку переходной пластины со сварным швом ниточными валиками с полным заполнением пазов и перекрытием металла пластины на величину не менее 1,0 мм в каждую сторону. В процессе сварки следует проводить контроль межслойной температуры. Межслойная температура должна быть от 50 °С до 250 °С; установить вывод ЭХЗ по оси центральной части пластины; выполнить сварку вывода ЭХЗ к центральной части пластины угловыми швами с размером катета не менее 5 мм; зачистить металлической щеткой ниточные валики приварки пластины и угловые сварные швы приварки вывода ЭХЗ от шлака. 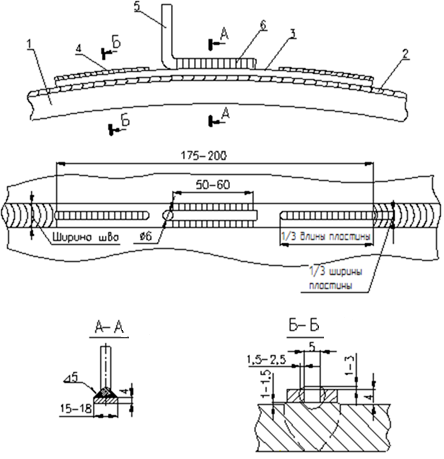 1 – стенка трубопровода; 2 – облицовочный слой кольцевого сварного шва; 3 – переходная пластина; 4 – швы приварки переходной пластины к кольцевому сварному шву; 5 – стальной вывод ЭХЗ; 6 – угловые швы приварки вывода ЭХЗ к переходной пластине Рисунок 9.8 – Схема сварки вывода ЭХЗ через переходную пластину Прочность сварных соединений необходимо проверить трехкратным изгибом (рукой) приваренного вывода ЭХЗ в плоскостях, параллельно и перпендикулярно направленных к сварному шву. Приварку узла присоединения дренажного кабеля к основному металлу трубопровода через переходную пластину следует выполнять в следующей последовательности: свариваемые кромки и прилегающую к ним зону шириной не менее 20 мм очистить от всевозможных загрязнений до чистого металла; перед приваркой переходной пластины к стенке трубопровода необходимо ее загнуть под 45° относительно стенки трубопровода; швы сварных соединений приварки полосы к трубопроводу следует выполнять ручной дуговой сваркой электродами с основным видом покрытия типа Э50А по ГОСТ 9467 или E7016, E7015, E7018 по AWS A5.1 [33] диаметром от 2,5 или 3,2 мм по ГОСТ 9467. Схема сварки переходной пластины к основному металлу трубопровода для присоединения дренажного кабеля приведена на рисунке 9.9; типы и конструктивные элементы швов сварных соединений принять по ГОСТ 5264. Размер катета углового соединения должен быть не более 1,2 t, где t – толщина привариваемой полосы. 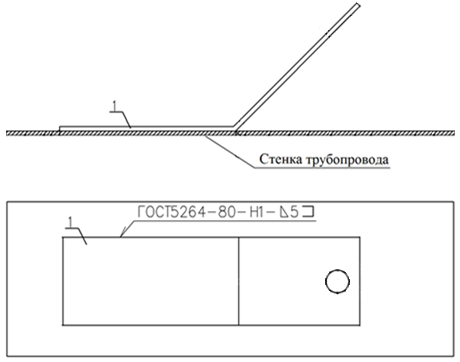 1 – полоса Рисунок 9.9 – Схема По окончании сварки швы сварных соединений должны быть очищены от шлака и брызг металла. Ремонт недопустимых дефектов сварных соединений, обнаруженных при проведении контроля, следует выполнять в соответствии с РД-23.040.00-КТН-201-17. После окончания работ узел приварки и место крепления жил кабелей должно быть изолировано в соответствии с РД-25.220.01-КТН-212-14. Восстановление изоляционного покрытия на трубопроводе должно быть проведено в соответствии с ОР-25.220.01-КТН-260-10. После приварки узла присоединения дренажного кабеля к трубопроводу/выводу ЭХЗ и нанесения изоляционных покрытий на места приварки должна быть оформлена документация на скрытые работы в соответствии с ОР-91.200.00-КТН-028-18. |