Отчет по практике. отчет по практике 1 курс. санктпетербургский горный университет Кафедра материаловедения и технологии художественных изделий
 Скачать 329.71 Kb. Скачать 329.71 Kb.
|

|
ПЕРВОЕ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ РОССИИ МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «САНКТ-ПЕТЕРБУРГСКИЙ ГОРНЫЙ УНИВЕРСИТЕТ»  Кафедра материаловедения и технологии художественных изделийОтчет по практике
Санкт-Петербург 2  021 год 021 годПЕРВОЕ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ РОССИИ МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «САНКТ-ПЕТЕРБУРГСКИЙ ГОРНЫЙ УНИВЕРСИТЕТ» УТВЕРЖДАЮ Заведующий кафедрой МиТХИ _______________ /проф. Е.И. Пряхин/ (подпись) (должность, Ф.И.О.) «______» ______________2021 г. Кафедра Материаловедения и технологии художественных изделий ОТЧЁТ ПО ПРАКТИКЕ студенту группы Волкова Н.М. МНМ-20 ____________ (Ф.И.О.) (шифр группы) (индекс) Вид, тип практики. Первая учебная практика . (согласно рабочему учебному плану) Место проведения практики . База Горного Университета . Сроки практики . с 22.06.2021 по 06.07.2021 . Вид практики Учебная практика . Отчёт по практике проверил _________________ /ассистент каф.МиТХИ Шарапова Д.М._/ (подпись) (должность, Ф.И.О.) Отчёт по практике составил студент __________ / Волкова Н.М. / (подпись) (Ф.И.О.) Отчёт по практике принял __________________/ассистент каф.МиТХИ Шарапова Д.М._/ (подпись) (должность, Ф.И.О.) Дата получения задания: 22 июня 2021г. П МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «САНКТ-ПЕТЕРБУРГСКИЙ ГОРНЫЙ УНИВЕРСИТЕТ» УТВЕРЖДАЮ Заведующий кафедрой МиТХИ _______________ /проф. Е.И. Пряхин/ (подпись) (должность, Ф.И.О.) «______» ______________2021 г. Кафедра Материаловедения и технологии художественных изделий ЗАДАНИЕ НА ПРАКТИКУ студенту группы Волкова Н.М. МНМ-20 ____________ (Ф.И.О.) (шифр группы) (индекс) Вид, тип практики . Первая учебная практика . (согласно рабочему учебному плану) Место проведения практики . База Горного Университета . Сроки практики с 22.06.2021 по 06.07.2021. . Вид практики Учебная практика м ТЕМА Практики: Производство стали Задание выдал (Руководитель практики)_________________/ассистент Шарапова Д.М./ (подпись) (должность, Ф.И.О.) Задание принял к исполнению студент ____________________ /Волкова Н.М. / (подпись) (Ф.И.О.) Дата получения задания: 22 июня 2021г. СодержаниеВведение 6 1Производство стали 7 2Производство стали в конвертерах 8 3Производство стали в мартеновских печах 11 4Производство стали в электропечах 13 4.1 Производство стали в дуговых электропечах 13 4.2Выплавка стали в индукционных печах 14 5Внепечное рафинирование стали 15 6Разливка стали 16 7Пути повышения качества стали 17 8Основы техники безопасности при производстве стали 18 Заключение 19 Список использованной литературы 21 Приложения 22 ВведениеМеталлы относятся к числу наиболее распространенных материалов, которые человек использует для обеспечения своих жизненных потребностей. В наши дни трудно найти такую область производства, научно-технической деятельности человека или просто его быта, где металлы не играли бы главенствующей роли как конструкционного материала. Целью работы является получение первичных профессиональных знаний и навыков в области материаловедения, в том числе первичных умений и навыков научно-исследовательской деятельности, а также изучение технологии производства стали. В ходе работы следует выполнить ряд задач: рассмотреть основные способы производства стали; выявить различия между основными способами производства стали. Металлы разделяют на несколько групп: черные, цветные и благородные. К группе черных металлов относятся железо и его сплавы, марганец и хром. Железо и его сплавы являются основой современной технологии и техники. В ряду конструкционных металлов железо стоит на первом месте и не уступит его еще долгое время. Железо и его сплавы составляют более 90 % всех металлов, применяемых в современном производстве. Самым важным из сплавов железа является его сплав с углеродом, который придает прочность сплавам железа. Эти сплавы образуют большую группу чугунов и сталей. Сталями называют сплавы железа с углеродом, содержание которого в структуре составляет 0,01–2,14%. Сталь — важнейший конструкционный материал для машиностроения, транспорта и т. д. Сталеплавильное производство — это получение стали из чугуна и стального лома в сталеплавильных агрегатах металлургических заводов. Сталеплавильное производство является вторым звеном в общем производственном цикле черной металлургии. В современной металлургии основными способами выплавки стали являются кислородно-конвертерный, мартеновский и электросталеплавильный процессы. Соотношение между этими видами сталеплавильного производства меняется. Сталеплавильный процесс является окислительным процессом, так как сталь получается в результате окисления и удаления большей части примеси чугуна - углерода, кремния, марганца и фосфора. Окисление примесей чугуна и других шихтовых материалов осуществляется кислородом, содержащимся в газах, оксидах железа и марганца. После окисления примесей из металлического сплава удаляют растворенный в нем кислород, вводят легирующие элементы и получают сталь заданного химического состава. Производство сталиВ качестве исходных материалов при производстве стали используются жидкий или твердый чугун, металлолом, а также раскислители, легирующие и шлакообразующие материалы. При переделе чугуна и металлолома в сталь решаются несколько основных задач: плавление и нагрев шихты до температуры, обеспечивающей проведение последующих операций (обычно 1600-1650 °C), рафинирование стали от вредных примесей (обычно к ним относят серу, фосфор, водород и азот), легирование и, наконец, получение из жидкой стали стального слитка или непрерывнолитой заготовки. Нагрев до заданной температуры и частично рафинирование и легирование производятся в сталеплавильных агрегатах, окончательное рафинирование и легирование — в сталеразливочных ковшах после выпуска плавки из агрегата с помощью специализированных установок и разливка — в изложницы или на машинах непрерывного литья заготовок (МНЛЗ). В своей основе производство стали—процесс окислительный, так как в его ходе требуется прежде всего окислить избыток углерода и примеси. Роль шлаков в процессе производства стали исключительно велика. Шлаковый режим, определяемый количеством и составами шлака, оказывает большое влияние на качество готовой стали, стойкость футеровки и производительность сталеплавильного агрегата. Шлак образуется в результате окисления составляющих части шихты, из оксидов футеровки печи, флюсов и руды. По свойствам шлакообразующие компоненты можно разделить на кислотные (SiO2; P2O5; TiO2; и др.), основные (CaO; MgO; FeO; MnO и др.) и амфотерные (Al2O3; Fe2O3; Cr2O3; и др.) оксиды. Важнейшими компонентами шлака, оказывающими основное влияние на его свойства, являются оксиды SiO2 и CaO. Шлак выполняет несколько важных функций в процессе выплавки стали: 1. Связывает все оксиды (кроме СО), образующиеся в процессе окисления примесей чугуна. Удаление таких примесей, как кремний, фосфор и сера, происходит только после их окисления и обязательного перехода в виде оксидов из металла в шлак. В связи с этим шлак должен быть надлежащим образом подготовлен для усвоения и удержания оксидов примесей; 2. Во многих сталеплавильных процессах служит передатчиком кислорода из печной атмосферы к жидкому металлу; 3. В мартеновских и дуговых сталеплавильных печах через шлак происходит передача тепла металлу; 4. Защищает металл от насыщения газами, содержащимися в атмосфере печи. Изменяя состав шлака, можно отчищать металл от таких вредных примесей, как фосфор и сера, а также регулировать по ходу плавки содержание в металле марганца, хрома и некоторых других элементов. Для того, чтобы шлак мог успешно выполнять свои функции, он должен в различные периоды сталеплавильного процесса иметь определенный химический состав и необходимую текучесть (величина обратная вязкости). Эти условия достигаются использованием в качестве шихтовых материалов плавки расчетных количеств шлакообразующих - известняка, извести, плавикового шпата, боксита и др. Производство стали в конвертерахКислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере технически чистым кислородом, подаваемым через фурму, которая вводится в металл сверху. Количество воздуха необходимого для переработки 1 тонны чугуна, составляет 350 кубометров. Впервые кислородно-конвертерный процесс в промышленном масштабе был осуществлен в Австрии в 1952 - 1953 гг. на заводах в городах Линце и Донавице. В настоящее время работают конвертеры емкостью от 20 до 450 т, продолжительность плавки в которых составляет 30 - 50 мин. Процесс занимает главенствующую роль среди существующих способов массового производства стали. Современный конвертерный цех с двумя конвертерами (один – в работе, другой – в ремонте) обеспечивает производство до 5 млн. т стали в год. Такой успех кислородно-конвертерного способа заключается в возможности переработки чугуна практически любого состава, использованием металлолома от 10 до 30 %, возможности выплавки широкого сортамента сталей, включая легированные, высокой производительностью, малыми затратами на строительство, большой гибкостью и качеством продукции. 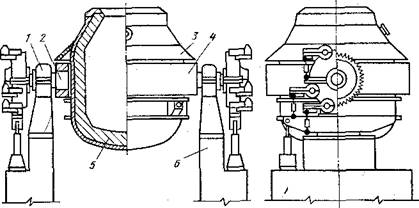 Рис. 1. Общий вид конвертера с верхней продувкой: 1 — опорный подшипник; 2— цапфа; 3 — кожух; 4 — опорное кольцо, 5 — футеровка, 6— опорная станина Устройство кислородного конвертера. В настоящее время при производстве стали применяется три типа конвертеров: с продувкой кислородом сверху, снизу и с комбинированной продувкой. На рис.1 приведена схема конвертера с верхней продувкой. Собственно конвертер представляет собой металлический сварной кожух, футерованный внутри. В качестве огнеупорного материала используется обычно смолодоломитовый кирпич. Футеровка конвертера работает в тяжелых условиях. На нее воздействуют высокие температуры и ее колебания, она испытывает механические удары кусков твердых загружаемых материалов. Особо тяжелые условия работы футеровки—в зоне шлакового пояса. Стойкость футеровки достигает 1000 и более плавок1. 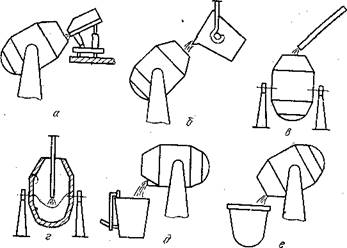 Рис. 2. Схема технологии производства стали в конвертере: А – завалка скрапа; б – заливка чугуна; в – загрузка шлакообразующих материалов; г – продувка металла кислородом; д – выпуск стали через летку; е – слив шлака через горловину Технология плавки стали в конвертерах. Можно выделить три основных периода в конвертерном производстве стали: загрузку шихтовых материалов, продувку кислородом и выпуск плавки. Загрузку конвертера обычно начинают с завалки металлолома из специальных лотков с помощью завалочной машины. Для этого конвертер наклоняют в положение рис.2а. Затем в конвертер заливается чугун, рис.2б. После этого конвертер возвращают н вертикальное положение и начинают добавку шлакообразующих материалов (главным образом, извести) рис.2в. Одновременно в конвертер опускают кислородную фурму и начинают продувку техническим кислородом, рис.2г. По ходу продувки продолжают добавку шлакообразующих. Высокая интенсивность продувки кислородом обеспечивает циркуляцию металла и его перемешивание со шлаком. Длительность продувки составляет 12-16 мин. Окончание продувки определяется по количеству введенного кислорода с учетом количества и состава шихтовых материалов. Температура расплава в первые минуты продувки практически не изменяется, так как все тепло, выделяющееся в результате окислительных реакций, расходуется на плавление металлолома. После окончания его плавления наблюдается непрерывное повышение температуры расплава. После окончания продувки кислородную фурму поднимают и в металл сверху (параллельно кислородной фурме) вводят зонд для автоматического отбора пробы на экспресс-анализ и измерения температуры. Если состав металла и его температура соответствуют требованиям, приступают к выпуску плавки, если нет — производят корректировку состава. В том случае, если анализ показал повышенное (по сравнению с маркой стали) содержание углерода или недостаточную температуру, то производят додувку плавки. Если же содержание углерода ниже требуемого, в ковш вместе с выпускаемым металлом добавляют графит или молотый кокс в необходимых количествах. Выпуск плавки производят в специальный сталеразливочный ковш через летку, рис.2д. В ходе выпуска стремятся полностью исключить попадания в ковш вместе с металлом конвертерного шлака. А для предотвращения быстрого охлаждения металла в ковше туда добавляют специальную теплоизолирующую смесь или синтетический шлак. Кроме того, при необходимости в ковш по ходу выпуска стали добавляют раскислители и легирующие. Конвертерный шлак сливают в шлаковую чашу, рис.2е. Кислородно-конвертерный процесс с донной продувкой. В настоящее время в мире работают несколько десятков конвертеров с донной продувкой садкой до 250 т. Каждая десятая тонна конвертерной стали, выплавленной в мире, приходится на этот процесс. Основное отличие конвертеров с донной продувкой от конвертеров с верхним дутьем заключается в том, что они имеют меньший удельный объем, т. е. объем приходящийся на тонну продуваемого чугуна. Конвертеры с комбинированным дутьем. Применение комбинированной продувки за счет более интенсивного перемешивания металла и шлака способствует улучшению рафинирования стали и увеличению выхода годного за счет устранения выбросов и снижения окисления железа в шлак. Тщательный анализ преимуществ и недостатков способов выплавки стали в конвертерах с верхней и нижней продувкой привел к созданию процесса, в котором металл продувается сверху кислородом и снизу - кислородом в защитной рубашке или аргоном (азотом). Использование конвертера с комбинированной продувкой по сравнению с продувкой только сверху позволяет повысить выход металла, увеличить долю лома, снизить расход ферросплавов, уменьшить расход кислорода, повысить качество стали за счет снижения содержания газов при продувке инертным газом в конце операции. Качество стали в первую очередь определяется содержанием вредных примесей, таких как фосфор и сера, поступающих вместе с чугуном; водород и азот, попадающих в металл с ломом и из атмосферы. Благоприятные условия рафинирования стали в конвертере и отсутствие в процессе производства контакта с водородом и азотом позволяют производить сталь самого высокого качества. Управление конвертерным процессом осуществляется с помощью современных мощных компьютеров, в которые вводится информации об исходных материалах (состав и количество чугуна, лома, извести), а также о показателях процесса (количество и состав кислорода, отходящих газов, температура и т. п.). Производство стали в мартеновских печахИсточником тепла для разогрева, плавления и дальнейшего нагрева металла в мартеновской печи является жидкое (мазут) или газообразное (природный и коксовый газ) топливо или их смесь. Для сжигания топлива используется предварительно нагретый воздух или воздух, обогащенный кислородом до 28-35%. Образующееся в рабочем пространстве печи пламя излучает тепло либо непосредственно на ванну, либо на свод печи, от которого тепло отражается на ванну и нагревает шихтовые материалы. Принцип работы мартеновской печи, отапливаемой газом, заключается в следующем (рис.3): через нагретые регенераторы справа в печь по раздельным каналам поступают газ и воздух. В печи происходит горение топлива. Факел, образующийся в результате горения, должен иметь хорошие настильность (стелиться над поверхностью ванны) и светимость. Настильность улучшает конвективный нагрев ванны, а светимость обеспечивает передачу тепла излучением непосредственно на ванну или отражением от свода. Продукты горения отводятся в трубу с левой стороны печи через шлаковики для осаждения пыли, далее через регенераторы (для их нагрева) и систему боровов, включающих клапаны и шиберы. Через некоторое время правые регенераторы, отдавая тепло на нагрев газа и воздуха, остывают, а левые - нагреваются отходящими газами. Тогда производят перекидку клапанов, т. е. закрывая одни клапаны и открывая другие, изменяют направление движения газов в печи: топливо и воздух подаются слева, а продукты горения отводятся вправо. Иначе говоря, мартеновская печь работает реверсивно: факел создается то с одной, то с другой стороны. Все элементы мартеновских печей футерованы огнеупорными материалами. 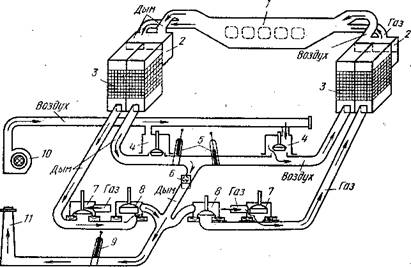 Рис. 3. Схема мартеновской печи, работающей с использованием газообразного топлива: 1 — рабочее пространство; 2 — шлаковики; 3 — регенераторы; 4 — воздушные клапаны; 5, 9 — дымовые шиберы: 6 - 8 — газовые клапапы; 10—вентилятор; 11—дымовая труба Варианты мартеновского процесса. Различают два варианта мартеновского процесса: скрап-рудный и скрап-процесс. В скрап-рудном процессе основной составляющей металлической части (55-75%) шихты является жидкий чугун, а остальное — металлолом. Поэтому скрап-рудным процессом выплавляют сталь на заводах полного металлургического цикла, там, где есть доменные печи. Повышенный процент чугуна в шихте при скрап-рудном процессе сопровождается повышенным исходным содержанием углерода в расплаве, что требует увеличения расхода окислителя для его удаления. С этой целью в завалку добавляют железную руду, а по ходу плавки металл продувают кислородом через специальные сводовые фурмы. Основной составляющей металлической части шихты при скрап-процессе является стальной лом. Содержание чугуна в шихте находится обычно в пределах 25-40%. Этот процесс применяется обычно на заводах, где нет доменного производства, и поэтому в этом случае используется твердый чугун. В общем случае можно выделить следующие периоды мартеновской плавки: заправку, завалку, прогрев, заливку чугуна, плавление, кипение, предварительное раскисление, выпуск. В среднем себестоимость мартеновской и конвертерной стали близки между собой. Сравнение с конвертерным производством показывает также, что производительность труда в мартеновских печах заметно ниже, выше расход огнеупоров, значителен расход дефицитного топлива. В настоящее время в нашей стране более половины стали выплавляется в мартеновских печах, но в ближайшем будущем объем этой выплавки будет в дальнейшем сокращаться, мартеновский процесс будет заменен другими, более экономичными. Производство стали в электропечахЭлектросталеплавильное производство—это получение качественных и высококачественных сталей в электрических печах, обладающих существенными преимуществами по сравнению с другими сталеплавильными агрегатами. Выплавка стали в электропечах основана на использовании электроэнергии для нагрева металла. Тепло в электропечах выделяется в результате преобразовании электроэнергии в тепловую при горении электрической дуги либо в специальных нагревательных элементах, либо за счет возбуждения вихревых токов. В отличие от конвертерного и мартеновского процессов выделение тепла в электропечах не связанно с потреблением окислителя. Поэтому электроплавку можно вести в любой среде — окислительной, восстановительной, нейтральной и в широком диапазоне давлений — в условиях вакуума, атмосферного или избыточного давления. Электросталь, предназначенную для дальнейшего передела, выплавляют, главным образом в дуговых печах с основной футеровкой и в индукционных печах. 4.1 Производство стали в дуговых электропечахНагрев материалов в электродуговой печи осуществляется за счет тепла, выделяющегося при горении электрической дуги. 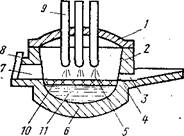 Рис. 4. Схема дуговой электропечи: 1 — свод; 2 - стены; 3 — желоб; 4 – сталевыпускное отверстие; 5 – электрическая дуга; 6 – подина; 7 – рабочее окно; 8 - заслонка; 9 – электроды; 10 – шлак; 11 – металл Устройство дуговой электропечи. Схема печи представлена на рис. 4. Печь состоит из кожуха, выполненного из 10-40-мм листового железа, свода и механизмов их поворота, электрододержателей, электродов и механизмов их перемещения, механизма для наклона печи и трансформатора. Кожух состоит из двух половин — сфероидального днища и цилиндрических стен. В кожухе имеются рабочее окно для заправки печи и введения различных добавок и сливной желоб, по которому металл выпускают в ковш. Для этого печь с помощью специального механизма наклоняется на 40-45°, этот же механизм обеспечивает наклон печи в сторону рабочего окна на 10-15° для облегчения скачивания шлака. Загрузка шихтовыми материалами электродуговых печей происходит сверху с помощью специальных корзин. С этой целью поднимаются электроды, приподнимается свод и затем либо свод отводится в сторону, либо корпус печи выкатывается из-под свода. После этого в рабочее пространство из корзины (бадьи) загружают металлолом, чугун и другие необходимые для начала плавки материалы. Электродуговые печи широко распространены не только на металлургических, но и на машиностроительных заводах. Выплавка стали в индукционных печахВ литейных цехах и на машиностроительных заводах в ряде случаев для выплавки стали применяют индукционные печи. Принцип их работы заключается в том, что переменный ток подводится к индуктору. При этом образуется переменное магнитное поле, которое индуктирует (возбуждает) ток во вторичном контуре (тигле с загруженным в него металлом). Под действием этого тока металл нагревается и плавится. На огнеупорной кладке помещается тигель с навитым на него индуктором, изготовленным из медной трубки, внутри которой для охлаждения циркулирует вода. Ток к индуктору подается по гибким шинам. Футеровку индукционных печей изготовляют набивной из кислых (кварцит) или основных (магнезит) молотых материалов с добавкой до 3% связки, в качестве которой используют обычно борную кислоту. Расход электроэнергии в индукционных печах несколько меньший, чем в электродуговых (до 700 кВт-ч/т). Как правило, индукционные печи применяются для выплавки специальных сталей и сплавов. В печь загружают либо легированные, либо углеродистые отходы, металл расплавляют и добавляют требуемое по марке стали количество ферросплавов. Внепечное рафинирование сталиЕсли еще 20 лет назад все процессы рафинирования осуществлялись непосредственно в сталеплавильных агрегатах, то в настоящее время многие из этих функций вынесены из агрегата в ковш. В цепочке выплавка стали в агрегате — разливка стали появилось промежуточное звено — внепечная обработка стали. Все современные сталеплавильные цехи в большей или меньшей степени оборудованы различными установками для рафинирования стали в ковше. В задачи отделений внепечной обработки стали входят раскисление, легирование, усреднение металла по составу и температуре, десульфурация, дегазация и модифицирование. Под модифицированием понимают введение микродобавок, изменяющих структуру металла, а также состав, свойства и форму фаз, выделяющихся при кристаллизации и дальнейшем охлаждении стали. Выпуск стали в ковш. После окончания плавки стали в агрегате ее выпускают в предварительно подогретый сталеразливочный ковш. Он представляет собой сварной или клепаный металлический кожух в форме усеченного конуса, футерованный внутри огнеупорным кирпичом (обычно шамотным). Ковш оборудован стопорным механизмом или шиберным затвором. Продувка стали в ковше инертным газом. Задачей этого метода обработки является, в первую очередь, усреднение объема металла по составу и температуре, а также частичная дегазация и очищение стали от неметаллических включений. Это обеспечивает полное выравнивание состава металла и температуры. Обработка стали синтетическими шлаками. Для борьбы с серой в ряде сталеплавильных цехов применяется обработка стали в ковше синтетическим шлаком. С этой целью в специальной электропечи выплавляют шлак, обладающий высокой сорбционной способностью по отношению к сере (хорошо поглощающий серу). Падая с большой высоты, металл интенсивно перемещается со шлаком, и капли последнего всплывают в металле. Этот способ обеспечивает снижение содержания серы в металле в 2-3 раза. Продувка металла порошкообразными материалами. В настоящее время этот метод используется для глубокой десульфурации стали. Это позволяет получать сталь с очень низким (0,003 % и ниже) содержанием серы. Вакуумирование стали. Основной задачей вакуумной обработки является дегазация стали2. Разливка сталиРазливка стали является заключительной стадией сталеплавильного производства. От ее правильного проведения зависит конечное качество стали. На разливку металл поступает в сталеразливочном ковше после внепечной обработки. Сталь разливают либо в изложницы, либо на машинах непрерывного литья заготовок (МНЛЗ). Разливка стали в изложницы. Различают два способа разливки в изложницы: сверху и сифоном. Каждый из видов разливки стали в изложницы имеет свои преимущества и недостатки. Основными преимуществами разливки стали сверху являются простота подготовки поддонов и малые потери металла (нет литниковых систем). Однако в этом случае за счет разбрызгивания получается плохая поверхность металла, а также низка производительность разливки (каждый слиток разливается последовательно). Поэтому разливку сверху применяют при получении относительно крупных слитков. Разливка сифоном обеспечивает хорошую поверхность слитков, ее производительность значительно выше, чем разливка сверху. Однако при этом усложняется процесс подготовки изложниц к разливке и уменьшается выход годного, так как часть металла затвердевает в литниковой системе. Непрерывная разливка стали. В современных конвертерных и электросталеплавильньгх цехах разливку стали осуществляют не в изложницы, а на машинах непрерывного литья заготовок (МНЛЗ). Непрерывная разливка распространяется не только на заводах черной, но и . цветной металлургии. Преимущества непрерывной разливки стали по сравнению с разливкой в изложницы огромны. Период разливки в изложницы на непрерывную разливку позволяет на каждой тонне стали сэкономить от 100 до 200 кг металла. В отличие от разливки в изложницы при непрерывной разливке получают не слиток, а заготовку и, следовательно, нет необходимости иметь в составе завода цехи по прокатке заготовки из слитка. Кроме того, при непрерывной разливке нет изложниц и цеха по их подготовке к разливке. Следует также иметь в виду, что процесс непрерывной разливки поддастся автоматизации. Разрабатываются методы совмещения непрерывной разливки с прокаткой. Пути повышения качества сталиУлучшить качество металла можно уменьшением в нём вредных примесей, газов, неметаллических включений. Для повышения качества металла используют: обработку синтетическим шлаком, вакуумную дегазацию металла и переплавы слитков (электрошлаковый, вакуумно-дуговой, электронно-лучевой). Обработка металла синтетическим шлаком (рис. 5) заключается в следующем. Синтетический шлак, состоящий из 55 % СаО, 40 % А12О3, небольшого количества SiO2, MgO и минимума FeO, выплавляют в электропечи и заливают в ковш (рис. 5, а). В этот же ковш затем заливают сталь (рис. 5, б). При перемешивании стали и шлака поверхность их взаимодействия резко возрастает, и реакции между ними протекают гораздо быстрее, чем в плавильной печи. Благодаря этому, а также низкому содержанию оксида железа в шлаке сталь, обработанная таким способом, содержит меньше серы, кислорода и неметаллических включений, улучшаются ее пластичность и прочность. Такие стали применяют для изготовления ответственных деталей машин. 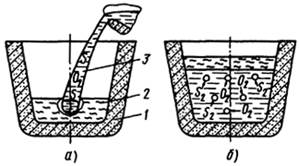 Рис. 5. Схема обработки стали синтетическим шлаком: a – заливка шлака в ковш, б – заливка стали Вакуумирование стали проводят для понижения концентрации кислорода, водорода, азота и неметаллических включений. Для вакуумирования используются различные способы, например вакуумирование в ковше, циркуляционное и поточное вакуумирование, струйное и порционное вакуумирование и др. Электрошлаковый переплав (ЭШП) применяют для выплавки высококачественных сталей для подшипников, жаропрочных сталей. Этот способ нашел наибольшее распространение в связи с его простотой и экономичностью. Его сущность заключается в том, что через предварительно изготовленный расходуемый электрод, погруженный в шлаковую ванну, пропускают электрический ток. По сравнению с металлом шлак имеет значительно большее электросопротивление и в нем выделяется тепло, необходимое для повышения температуры и оплавления электрода. Металл каплями стекает через шлак вниз, образуя под шлаком металлическую ванну. При капельном переносе через такой шлак металл дополнительно очищается от вредных примесей, газов и неметаллических включений. Этот процесс осуществляется в медном водоохлаждаемом кристаллизаторе, где металл затвердевает. Медленная кристаллизация жидкой ванны обеспечивает получение плотного однородного металла. Методом ЭШП переплавляют слитки массой в десятки тонн. Вакуумно-дуговой переплав (ВДП) применяют в целях удаления из металла газов и неметаллических включений. Сущность метода заключается в том, что переплав происходит в вакууме под действием дуг, возникающих между расходуемым электродом и формирующимся слитком, находящимся в водоохлаждаемом кристаллизаторе. Методом ВДП можно переплавлять слитки массой в десятки тонн. Однако этот метод сложен в своем аппаратурном выполнении и достаточно дорог. Плавку в электронно-лучевых печах (ЭЛП) применяют для получения чистых и ультрачистых тугоплавких металлов (молибдена, ниобия, циркония и др.), для выплавки специальных сплавов и сталей. Выбор метода переплава диктуется требованиями, предъявляемыми к качеству сталей и сплавов. Основы техники безопасности при производстве сталиНепрерывное производство стали требует особого внимания к технике безопасности. Сегодня большую часть работ в сталеплавильном цехе осуществляют люди. Невнимательность и пренебрежения нормами безопасности ставит под угрозу жизнь сотрудников. Поэтому перед каждой сменой рабочие проходят в обязательном порядке инструктаж. В сталеплавильных цехах жарко, но рабочие всегда носят защитную форму и каску. Форма сделана из специального негорючего материала. Она защищает кожу от ожогов и гипертермии. На некоторых предприятиях уже внедряют новый вид рабочей одежды, которая не только защищает, но и охлаждает кожу. Каска необходима для того, чтобы предотвратить травмы головы. У каждого работника есть средства индивидуальной защиты. Новые средства защиты выдают через определенный промежуток времени. В заливочных и сталеплавильных цехах нельзя свободно перемещаться — существуют специальные переходы и помосты, на которых запрещено находиться без рабочей формы и каски. За пределами таких площадок рабочий подвергает себя опасности. Отдельные площадки предусмотрены для проведения ремонтных работ и диагностики устройств, которые работают в цехе. Все оборудование, размещенное в цехе, проходит регулярную проверку. Сбои в работе устройств могут стать причиной несчастного случая. Печи и другие агрегаты, которые используются для выплавки стали и заливки ее в формы, контролируются благодаря автоматике. Оператор получает отчеты о состоянии оборудования на пульт, поэтому дополнительных тестов не требуется. Однако саму автоматику регулярно тестируют, чтобы проверить ее работоспособность. Неисправная система не должна использоваться в производстве — это чревато несчастными случаями и материальными потерями для предприятия. После ремонта оборудования обязательно следует процедура проверки работы агрегата. При устранении неисправностей допускается использование только надежных комплектующих, которые рекомендованы производителем. Несколько правил нужно выполнять неукоснительно, чтобы избежать ЧП: Источники открытой влаги не должны располагаться там же, где находятся устройства для выплавки и заливки. Все оборудование, которое используется для работы с опасными веществами, должно регулярно проходить проверку на герметичность. Если обнаружена разгерметизация, то систему не используют. Оборудование для выплавки отключают, если в устройствах неисправна система охлаждения. Эксплуатация таких устройств несет опасность. Если в цехе внедряется новый процесс, то он обязательно должен быть согласован с руководством. Для работы в цехе составляется временная техническая инструкция. За безопасность на рабочей площадке несет ответственность не только руководитель цеха, но и каждый работник. На случай аварий в цехе должен быть разработан план. Согласно этому плану, в первую очередь обеспечивается безопасность сотрудников. Далее нужно устранить причину и последствия аварии. В цехах устанавливают устройства, которые измеряют температуру и влажность воздуха, а также уровень содержания в атмосфере вредных и опасных веществ. Если внимательно следить за показаниями датчиков и информацией, которая отправляется системами автоматизации, то можно заметить даже незначительные угрозы. ЗаключениеСталь – это прочный материал и основной конструкционный материал для машиностроения. Он представляет сплав железа с углеродом, содержание которого в структуре составляет 0,01–2,14%. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов. В современной металлургии основными способами производства стали являются кислородно-конвертерный, мартеновский и электросталеплавильный способы, выбор которых зависит от наличия в данном регионе или на данном заводе тех или иных шихтовых материалов. Кислородно-конвертерный способ занимает главенствующую роль среди существующих способов массового производства стали. В ходе данной работы цель была достигнута, были изучены основные способы производства стали и выявлены их различия. Список использованной литературыМатериаловедение и технология металлов / В.Т.Жадан, П.И.Полухин и др. – М.:Металлургия, 1994. – 624 с. Материаловедение./Под ред. Заслуженного деятеля науки и техники РФ, проф. Д-ра техн. наук Ю.П. Солнцева.-СПб.: Химиздат, 2007. – 784 с. Справочник металлиста. В 5-ти т. Т.2 / Под ред. А.Г.Рахштадта, В.А.Брострема. – М.:Машиностроение, 1976. – 720 с. Теория и технология производства стали / Кудрин В. А., 2003. – 528с. ПриложенияРис. 1. Общий вид конвертера с верхней продувкой: 1 — опорный подшипник; 2— цапфа; 3 — кожух; 4 — опорное кольцо, 5—футеровка, 6— опорная станина Рис. 2. Схема технологии производства стали в конвертере: А – завалка скрапа; б – заливка чугуна; в – загрузка шлакообразующих материалов; г – продувка металла кислородом; д – выпуск стали через летку; е – слив шлака через горловину Рис. 3. Схема мартеновской печи, работающей с использованием газообразного топлива: 1 — рабочее пространство; 2 — шлаковики; 3 — регенераторы; 4 — воздушные клапаны; 5, 9 — дымовые шиберы: 6 - 8 — газовые клапапы; 10—вентилятор; 11—дымовая труба | ||||||||||||||||||||||||||||||