|
|
Диплом. ПЗ(основной). Структура дипломного проекта
2.2 Определение межоперационных припусков статистическим методом по таблицам
Межоперационный припуск рассчитывается на одну поверхность с повышенными требованиями к точности и качеству обработанной поверхности, схема межоперационного припуска изображена на рисунке 2.1
Обработка этих поверхностей выполняется за несколько переходов, поэтому устанавливаются размеры на каждый переход и указывается допуск на каждый промежуточный размер.
Таблица 2.2 Расчет припусков и предельных отклонений по технологическим переходам
Маршрут обработки
|
Элементы припусков, мкм
|
Расчетные величины
|
Допуск
|
Принятые округленные размеры, мм
|
Предельные припуски, мм
|
Rz
|
T
|
ρε
|
εi
|
Zmin
|
dmin
|
δ
|
dmax
|
dmin
|
Zmax
|
Zmin
|
Черновое
точение
h14
|
160
|
200
|
460,8
|
-
|
1640
|
141,937
|
1200
|
143,1
|
141,9
|
-
|
-
|
Получистовое точение h12
|
50
|
50
|
27,6
|
0
|
255
|
140,297
|
630
|
140,93
|
140,3
|
1,6
|
2,17
|
Чистовое точение h11
|
25
|
25
|
1,4
|
0
|
102,8
|
140,042
|
160
|
140
|
140,04
|
0,34
|
0,93
|
 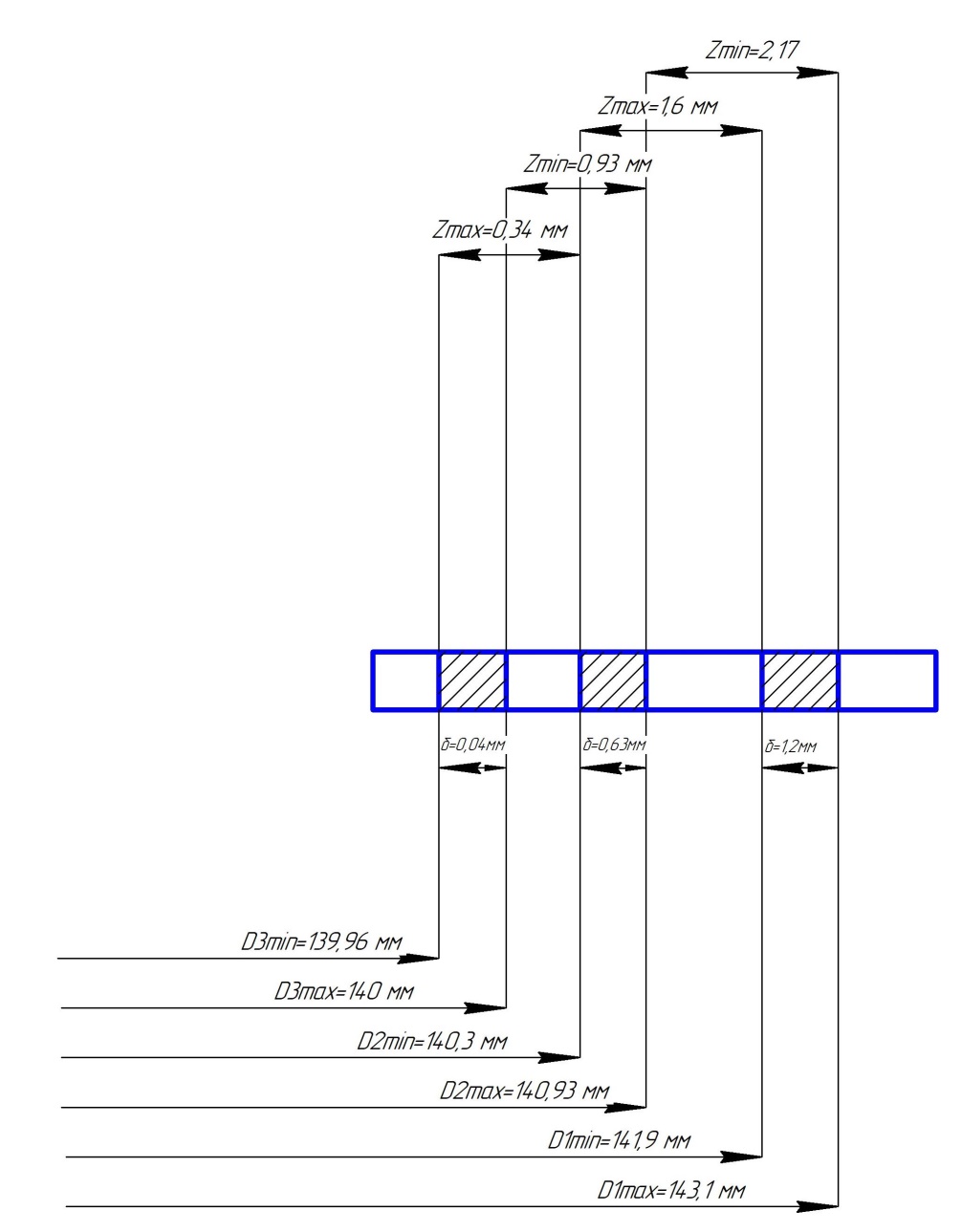
Рисунок 2.1-Межоперационный припуск на размер ⌀140h7(+0,04)
 2.3 Разработка технологического процесса обработки детали 2.3 Разработка технологического процесса обработки детали
Разработка маршрутного технологического процесса детали «Полумуфта зубчатая» представлена в табл. 2.2.
Таблица 2.2 - Технологический маршрутный процесс
Оп
|
Содержание или наименование операции
|
Станок, оборудование
|
Оснастка
|
005
|
Горячая штамповка
|
ГКМ
|
|
010
|
Токарная
Установ А
1)Установить и закрепить заготовку
2)Подрезать торец Ø180 выдерживая l=101,25
3)Точить Ø 180 выдерживая
l = 10
4)Точить Ø 140h7(-0,04 ) с подрезкой торца выдерживая
l = 25
5)Расточить внутреннее
отверстие
Ø120H11 (+0,035) на
l = 32
6)Расточить конус Ø 114 (конусность 1:2)
7)Расточить внутреннее отверстие Ø90мм на l=56
8)Расточить фаску 1×45̊
Установ Б
9)Переустановить и закрепить заготовку
10)Подрезать торец Ø120h10(-0,14 ) выдерживая l=100
11)Точить Ø120h10(-0,14 ) мм с подрезкой торца выдерживая l = 30
12)Точить фаску 1×45̊
13)Расточить фаску 3×45̊
14) Точить фаску 1×45̊
|
Токарно-винторезный
с ЧПУ
16К20Ф3
|
Трехкулачковый патрон 7103-0001 ГОСТ 3890-82
Проходной упорный резец 2103-0009 Т15К6 ГОСТ 20872-80
Проходной отогнутый левый резец
Т15К6 ГОСТ 18878-73
Проходной отогнутый правый резец Т15К6 ГОСТ 18878-73
Расточный резец 2142-0023 Т15К6 ГОСТ 28981-91
Штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166-89
Калибр-пробка 8140-0107 ГОСТ 14822-69
Нутромер 75-175-0,01 ГОСТ 10-88
Шаблон для наружных фасок М4 1416 – 61
Шаблон для внутренних фасок М4 1425 - 61
Линейка измерительная металлическая ГОСТ 427-75
|
015
|
Комплексная
1)Установить и закрепить заготовку
2)Фрезеровать 2 лыски согласно эскизу
 5) Сверлить 6 отверстий 5) Сверлить 6 отверстий
Ø 13
|
Вертикально-фрезерный станок 6Р13Ф3
|
Оправка 7110-0416-1 ГОСТ 31.1066.03-97
Специальное приспособление
Фреза концевая Т15К6 Ø16 ТУ 2-035-591-77
Сверло спиральное Ø13
Р6М5 ГОСТ 19265-73
Штангенциркуль ШЦЦ-1-125-0,01
ГОСТ 166-89
|
020
|
Зубофрезерная
1)Установить и закрепить заготовку
2)Фрезеровать зубья m = 2,5
z = 46, выдерживая ⌀108
|
Зубофрезерный станок 53С50Ф4
|
Зажим двух-кулачковый
Дисковая модульная фреза ГОСТ 10996-64
m=2,5 , D=70 , z=12
Штангенциркуль ШЦЦ-1-125-0,01
ГОСТ 166-89
Зубомер ГОСТ 4446-81
|
025
|
Нормализация
|
Термическая печь
|
|
030
|
Контрольная
Проверить соответствие размеров согласно чертежу
1)Проверить 100 мм
2)Проверить Ø 160
3)Проверить Ø 114 (конусность 1:2)
2)Проверить
Ø120h10(-0,14)
3)Проверить Ø90
4)Проверить фаску Ø 3×45̊
5)Проверить Ø120H7(+0,035)
6)Проверить фаски Ø 1×45̊
7)Проверить зубья m=2,5,
Z=46, 120h10(-0,14)
|
|
Нутромер 75-175-0,01 ГОСТ 10-88
Микрометр МК 175-1 ГОСТ6507-90
Калибр-пробка 8140-0107 ГОСТ 14822-69
Шаблон 20Н11 81-4046
Зубомер ГОСТ 4446-81
Штангенциркуль ШЦЦ-1-125-0,01
ГОСТ 166-89
Линейка измерительная металлическая ГОСТ 427-75
|
 2.4 Характеристика технологического оборудования 2.4 Характеристика технологического оборудования
Операция 010 Токарная с ЧПУ
Токарно-винторезный с ЧПУ 16К20Ф3, предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении. Технические характеристики станка 16К20Ф3 представлены в табл. 2.3

Рисунок 2.2 - Токарно-винторезный станок 16К20Ф3
Таблица 2.3-Технические характеристики токарно-винторезного станка 16К20Ф3
Наименование параметра
|
16К20Ф3
|
Обозначение системы ЧПУ
|
2Р22
|
Основные параметры станка
|
|
Наибольший диаметр обрабатываемого изделия над станиной, мм
|
400
|
Наибольший диаметр обрабатываемого изделия над суппортом, мм
|
220
|
Диаметр отверстия в шпинделе, мм
|
53
|
 Наибольшая длина обрабатываемого изделия, мм Наибольшая длина обрабатываемого изделия, мм
|
1000
|
Предельный диаметр сверления в стали, мм
|
25
|
Предельный диаметр сверления в чугуне, мм
|
28
|
Шпиндель
|
|
Мощность двигателя главного движения, кВт
|
11
|
Количество рабочих скоростей шпинделя
|
22
|
Пределы чисел оборотов шпинделя, об/мин
|
12,5...2000
|
Количество автоматически переключаемых скоростей
|
9
|
Диапазон автоматического переключения
|
16
|
Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин
|
Ряд I - 12.5..200
Ряд II - 50..800
Ряд III - 125..2000
|
Центр шпинделя передней бабки по ГОСТ 13214-67
|
7032 - 0043 Морзе №6
|
Центр пиноли задней бабки по ГОСТ 13214-67
|
7032 - 0045 Морзе №5
|
Конец шпинделя по ГОСТ 12593-72
|
6К
|
Подачи
|
|
Наибольшее перемещение суппорта:
продольное / поперечное, мм
|
900/250
|
Максимальная скорость продольной подачи при нарезании резьбы, мм/мин
|
2000
|
Пределы шагов нарезаемых резьб, мм
|
0,1..39,999
|
Диапазон скоростей продольных подач, мм/мин
|
3..2000
|
Диапазон скоростей поперечных подач, мм/мин
|
3..2000
|
Скорость быстрых продольных ходов, мм/мин
|
7000
|
Скорость быстрых поперечных ходов, мм/мин
|
4000
|
Дискретность продольного перемещения
|
0,002
|
Высота резца, мм
|
25
|
|
|
|
| |
|
|
 Скачать 1.38 Mb.
Скачать 1.38 Mb.