Курсовая работа на тему Завод по производству сухих строительных смесей на гипсовом вяжущем. кУРСОВОЙ ПО ИЗОЛЯЦИОННЫМ МАТЕРИАЛАМ. Сухая строительная смесь
 Скачать 122.38 Kb. Скачать 122.38 Kb.
|

 ВВЕДЕНИЕ Сухая строительная смесь — это приготовленный в заводских условиях, строго дозированный в соответствии с рецептом, набор ингредиентов, который составлен для возможности выполнения определенного вида строительных и ремонтных работ. Они расфасованы в упаковки и предназначены для приготовления растворов — таких как строительный клей, цементные смеси, шпатлевки, штукатурки, герметики, грунтовки. Сухие смеси необходимы для проведения бетонных, штукатурных, облицовочных, декоративных и малярных работ. Все сухие строительные смеси, представленные на строительном рынке, можно разделить на две основные группы. К первой относятся не модифицированные строительные смеси — это универсальная смесь М150, кладочная смесь М200, пескобетон М300, штукатурные составы марки М100. Сухие смеси данной группы предназначены для первых этапов строительных работ, таких как: заливка фундамента, возведение стен и межкомнатных перегородок, установка перекрытий. Вторая группа — модифицированные сухие смеси, которые служат для черновых и чистовых отделочных работ, например: отделка потолка, устройство пола, отделка стен, облицовка фасадов. К строительным смесям данной группы относятся: штукатурка, шпатлевка, плиточный клей, наливные полы, гидроизоляция и т.п. Это - смесь вяжущих веществ, песка и воды. Растворы на основе сухих гипсовых смесей обладают способностью более равномерно распределяться по поверхности из-за своей высокой текучести по сравнению с цементными. Гипсовые растворы достаточно быстро твердеют, набирают требуемую прочность и теряют излишнюю влажность, что позволяет производить отделочные работы без значительных перерывов, необходимых в случае нанесения цементных штукатурных растворов. Сухие гипсовые смеси в производстве отделочных работ могут быть использованы также для приготовления шпатлевок, клеев, замазок, составов для выравнивания поверхностей, заделки швов и для различных декоративных растворов. Смеси удобны в применении, как в заводских условиях, так и на строительной площадке. Срок их хранения в упакованном виде в сухих отапливаемых помещениях — более 6 месяцев, причем основные технические характеристики при хранении не изменяются. Использование сухих гипсовых смесей позволяет снизить трудоемкость и уменьшить сроки выполнения штукатурных работ на 20-25%. Для России широкое использование гипсовых вяжущих при возведении и отделке зданий и сооружений особенно актуально, так как: половина запасов мировых разведанных месторождений гипса находится на территории России; стоимость производства гипсового вяжущего более чем в 5 раз ниже стоимости производства цемента; на тонну продукции при производстве гипса расход энергии до 6 раз меньше, чем при производстве одной тонны цемента; использование материалов на основе гипсовых вяжущих создает более комфортные условия для пребывания человека в помещении в различных климатических зонах при большом диапазоне изменения температурно-влажнос ных параметров; сроки производства работ с использованием бетонов и растворов на основе гипсовых вяжущих в несколько раз ниже, чем при работе с аналогичными материалами на основе портландцемента. Исходя из вышеизложенного, в данной работе основное внимание будет уделяться сравнению технологий по производству сухих строительных смесям на основе цемента и гипсового вяжущего. Отсутствие в проектной документации на строительство зданий различного назначения соответствующих указаний об использовании сухих гипсовых смесей и малый опыт применения таких смесей в строительной практике пока тормозят расширение их производства, сухие смеси чаще используются при ремонте квартир и в частном индивидуальном строительстве. Качество сухих смесей – это прежде всего их однородность. Необходимо добиться равномерного распределения составляющих технологической цепочки по всему объему смеси. На качество строительных смесей влияет не только изначальный состав, но и технология выработки как составляющих для изготовления смесей, так и ее самой. Для этого нужен адекватный выбор оборудования. В первую очередь смесительное оборудование Заводское изготовление сухих растворных смесей, связанное с сушкой компонентов и помолом известняка, применяемого в них в качестве пластификатора, обходится несколько дороже, чем готовые товарные растворы для обычных штукатурок. Однако в следующих случаях применение сухих смесей оказывается целесообразным и экономически оправданным: при малых объемах штукатурных работ на стройке; при периодическом использовании небольших порций растворов (например, для ведущихся по ходу монтажа здания работ по заделке и затирке мест примыканий панельных и блочных стен и перегородок между собой и к перекрытиям); при сложности ежедневной доставки растворов на отдаленные от растворного узла объекты; при отсутствии на стройке утепленной тары или отапливаемых временных сооружений для хранения готового раствора в зимнее время; при доставке товарного раствора от одного растворного узла или завода на большое количество разбросанных строек; при недостатке транспортных средств, когда не представляется возможным обеспечить к началу работ доставку раствора одновременно на все эти объекты. Широкое внедрение в строительство сухих строительных смесей как на основе цемента, так гипсовых смесей, является одним из наиболее перспективных направлений совершенствования производства отделочных работ. Повсеместное строительство минизаводов по производству цемента, добавок в сухие строительные смеси, различных видов стройматериалов является выгодным, прибыльным, рентабельным. Таким образом, разработка и сравнительный анализ различных технологий и рецептур сухих строительных смесей весьма актуальны в настоящее время. 1. АНАЛИЗ ЗАДАНИЯ Завод по производству сухих строительных смесей на гипсовом вяжущем Производительность Пг=12 тыс. т/год Место строительства завода г. Новосибирск. 2 НОМЕНКЛАТУРА ИЗДЕЛИЙ Сухие строительные смеси на гипсовой основе представляют собой однородные сыпучие материалы оптимального состава, состоящие из тщательно от дозированных и перемешенных сухих компонентов - гипсовых вяжущих. Фракционированных заполнителей (наполнителей), пигментов и модифицирующих добавок различного назначения. В соответствии с существующей классификацией могут быть подразделены на следующие основные виды: штукатурные (в т.ч. декоративные и защитные); шпатлевочные; монтажные; клеи; затирочные; напольные (выравнивающие для устройства пола). Проектируемое предприятие выпускает шпаклёвочные и штукатурные сухие смеси на гипсовом вяжущем согласно ГОСТ 31387-2008. Таблица 1. Техническая характеристика изделий
Шпатлевочные смеси, изготавливаемые на гипсовом вяжущем с различными добавками и предназначенные для выравнивания каменных, кирпичных, гипсовых и других поверхностей при проведении внутренних работ при строительстве, ремонте и реконструкции зданий и сооружений. Шпатлевочные смеси могут применяться также в качестве основания под последующее нанесение на него декоративных покрытий (красок и т.п.). Штукатурные смеси, изготавливаемые на гипсовом вяжущем с модифицирующими добавками, заполнителями и наполнителями и предназначенные для выравнивания и оштукатуривания бетонных, каменных, кирпичных, гипсовых и других поверхностей при проведении внутренних работ при строительстве, ремонте и реконструкции зданий и сооружений. Штукатурные смеси могут применяться также в качестве основания под последующее нанесение на него декоративных покрытий. 3 ХАРАКТЕРИСТКА СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ В состав сухой смеси входит: наполнители (известняковая мука, кварцевый песок и др.) - служат в качестве основы. Качество сухой смеси напрямую зависит от размера зерна (фракции) и наличия примесей. модификаторы (полимеры, пеногасящие, противоморозные добавки и др.). Основное их назначение – улучшить технические характеристики раствора. Чаще всего с помощью модификаторов понижают гигроскопичность (влагопоглащаемость) раствора, регулируют морозостойкость и удобоукладываемость, увеличивают прочность и агдезию. Для каждого типа раствора, технические характеристики различаются. вяжущий материал (чаще всего, гипс, цемент или их комбинации) - служит для связки всех строительной смеси. Сырьевая база для производства штукатурных и шпатлевочных сухихи строительных смесей на гипсовом вяжущих: Гипс Заполнители: Кварцевый песок Месторождение: Новосибирская область. SiO2 (не менее) - 97,5 % Fe2O3 (не более) - 0,15 % Al2O3 (не более) - 0,98 % Содержание влаги (%) - 0,3 % Добавки: DLP 100: Состав полимера: ПВА МТП: 18 ˚С Насыпная плотность: 500-600 кг/м3 Содержание золы:1-3. 3.2 Гидрофобизатор 3.3 Хлористый кальций 3.4 Порошкообразный пластификатор С-3 4 ПРОИЗВОДСТВЕННАЯ ПРОГРАММА Производственная программа предприятия показывает выпуск сухой штукатурной смеси в год, сутки, смену, час. Расчет производственной программы ведется по массе. Таблица 2 Расчет производственной программы цеха
4.1 РЕЖИМ РАБОТЫ ПРЕДПРИЯТИЯ Годовой фонд рабочего времени технологического оборудования подсчитывается по формуле: Тф = (Тн – Тр) х n х t х Ки (1) где: Тн – номинальное количество рабочих суток в году; Тр – длительность плановых остановок технологических линий на ремонт, сут; n – количество смен в сутки, шт.; t – продолжительность смены, час; Ки – коэффициент использования оборудования. Таблица 3 Г  одовой фонд работы одовой фонд работы4.2 МАТЕРИАЛЬНЫЙ ПОТОК Расчет МПП выполняется с целью выявления потребностей в сырьевых материалах, полуфабрикатов, комплектующих деталях и готовых изделиях по всем пределам технологического процесса. Пг=Пп+1/(1-(n%/100)), м3 (2) Пс=Пч*t*n, м3 (3) Пч=Пг/Тф (4) Таблица 4 М  атериально-производственный поток проектируемого предприятия атериально-производственный поток проектируемого предприятия4 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА 4.1 ТЕХНОЛОГИЯ ЗАВОДСКОГО ПРОИЗВОДСТВА СУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ Технология производства сухих смесей складывается из следующих операций: тепловая обработка (сушка) в сушильных агрегатах заполнителя, песка в частности, до влажности, равной 0,5%, рассев заполнителя на ситах на требуемое количество фракций. Просеянный песок после дозирования загружается в смеситель принудительного действия, в тот же смеситель загружают предварительно отдозированные на весовых дозаторах другие компоненты ССС. Отдозированные материалы перемешивают до требуемой степени однородности. Полученную смесь затаривают в емкости, необходимые для реализации и подают в склад готовой продукции. Смеси хранят в сухом месте, а с полимерными добавками при температуре не выше 40°С. На рис.1.1 приведена общая структурная схема производства ССС. Рисунок 1. Схема производства сухих смесей: 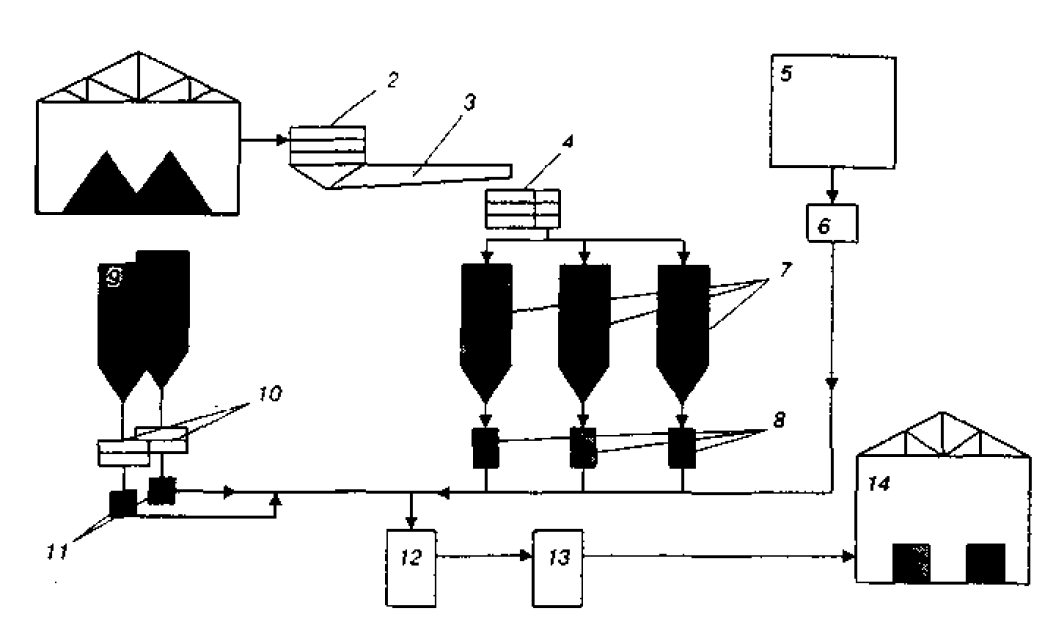 1-склад песка; 2-грохот для первичной просевки песка, 3-электрическая сушилка непрерывного действия; 4-вибросито с очистителем сеток; 5-склад добавок; 6 -пост фасовки добавок; 7-бункера фракцнонированного песка; 8-дозаторы для песка; 9-силосы для вжyцих; 10-вибросита для просевки вяжущих; 11-дозаторы для вяжущих: 12-смеситель; 13-фасовочная установка; 14-склад готовой продукции. Участок подготовки исходных материалов обеспечивает заполнение и поддержание в необходимых объемах сырья (инертные материалы, вяжущие, пигменты и добавки) в бункерах. Бункеры вяжущих (и в некоторых случаях пигментов) в основном заполняются с помощью пневмотранспорта. Материал подается из автомобильных, железнодорожных емкостей или с дополнительных складов. Заполнение бункеров добавок, поступающих в мешках, ведрах или бочках, осуществляется вручную с помощью подъемных устройств. Вид инертного материала опредляет набор оборудования для приемки и подготовки. Наиболее распространенн инертный материал кварцевый песок. Используются три способа загрузки сушильных агрегатов. Загрузка песка в электрическую сушилку, осуществляется с помощью погрузчика в приемную воронку вибрационного грохота, отсеивающую частицы более 20 мм и заполняющую песком бункер шнекового питателя, который и осуществляет дозированное питание электрической сушилки. Участок подготовки кварцевого песка, как правило, состоит из склада песка, устройства загрузки сушильного агрегата, самого сушильного агрегата, узла очистки выхлопных газов, рассеивающего устройства, транспортных средств и бункеров с разгрузочными устройствами. Самым энергоемким узлом установки, значительно влияющим на себестоимость продукции, является узел сушки песка. Поэтому предпочтительно использование песков, хранящихся на крытых складах с организованной системой потери естественной влажности. Для рассева сухого песка используются вибрационные сита. Загрузка материала производится через центральный патрубок в крышке сита. Разгрузка каждой фракции осуществляется в свой патрубок, который можно развернуть относительно оси сита в любом положении. Инертные и вяжущие материалы подаются из бункеров в дозатор. Управление питателями осуществляется дистанционно с пульта оператора или в автоматическом режиме согласно заданному рецепту. Вяжущие и инертные материалы дозируются попарно. Порции каждого материала отмеряются последовательно и выгружаются в промежуточные воронки, соединенные со сборным виброконвейером большой производительности, загружающий вибрационный смеситель. Готовые смеси загружаются в бункера. В модульных непосредственно из смесителя, а в стационарных установках через бункер-накопитель и ленточный элеватор. Готовая продукция установки сухих смесей может поставляться в бумажных или полиэтиленовых мешках, мягких контейнерах типа "big bag" или навалом в емкости, специально предназначенные для перевозки ССС. ПОДБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 5.1 ПОДБОР СУШИЛЬНОГО АГРЕГАТА Сушилка вибрационная с инфракрасными излучателями СВИК предназначена для непрерывной сушки, нагрева и прокалки сыпучих материалов (кусковых, зернистых, порошкообразных), в т.ч. рудных, строительных, пищевых и т.п., с помощью кварцевых галогенных ламп. Таблица 5 Характеристики вибрационных сушильных агрегатов марки СВИК
Принимаем два сушильных агрегата СВИК-350-К-407 и один СВИК-150-К-564. 5.2 ПОДБОР ВИГБРОГРОХОТА ДЛЯ ПРОСЕВА ЗАПОЛНИТЕЛЯ Грохота вибрационные предназначены для рассева материала по крупности на фракции. Таблица 6 Характеристика грохота вибрационного ГВ-0,5/1,0
Принимаем грохот вибрационный ГВ-0,5/1,0 5.3 ПОДБОР ВЕСОВОГО ДОЗАТОРА Весовые дозаторы предназначены для дозирования и выгрузки сыпучих материалов (продуктов) крупностью до 5 мм с температурой до +50°С при температуре окружающей среды от +5°С до +40°С. Таблица 7 Характеристика весового дозатора ДВ-1000-К-606
Принимаем дозатор ДВ-1000. 5.4 ПОДБОР ДОЗАТОРА ДЛЯ ДОБАВОК Дозатор добавок шнековый предназначен для весового дозирования заранее заданных порций порошков крупностью частиц не более 1мм, насыпной плотностью от 0,5 до 2 г/см3 и относительной влажностью не более 4% при температуре окружающей среды от +1°С до +40°С. Таблица 8 Характеристика шнекового дозатора добавок марки ДД-2-К-561 и ДД-4-К-605
5.5 ПОДБОР СМЕСИТЕЛЯ ДЛЯ СМЕШИВАНИЯ КОМПОНЕНТОВ Вибросмесители СмВ предназначены для периодического смешивания (усреднения) в пылеплотной камере сыпучих, зернистых и порошкообразных материалов, не склонных к налипанию, с температурой до +50°С. Таблица 9 Характеристика вибросмесителя СмВ-1,0
Принимаем вибросмеситель СмВ-1,0 5.6 ПОДБОР ФАСОВОЧНОЙ МАШИНЫ Машина фасовочная (фасовочный аппарат) предназначена для весового дозирования и фасовки в клапанные мешки порошкообразных сыпучих материалов. Фасовочные машины применяются для фасовки сухих смесей Таблица 10 Характеристика фасовочного аппарата марки К-217-00.000-03 и К-217-00.000-04
Принимаем фасовочную машину К-217-00.000-03 и К-217-00.000-04. КОНТРОЛЬ КАЧЕСТВА ГОТОВОЙ ПРОДУКЦИИ Смесь сухая шпатлевочная на гипсовом вяжущем 60/2,0 ГОСТ 31387-2008. Требования к сухим шпатлевочным смесям: Влажность шпатлевочных смесей не должна превышать 0,30% массы. Содержание в шпатлевочной смеси зерен размером более 0,20 мм не должно быть более 0,30%. Изготовитель шпатлевочной смеси должен определять насыпную плотность сухой смеси и предоставлять данные потребителю (по его просьбе). Удельная эффективная активность естественных радионуклидов в шпатлевочных смесях не должна превышать предельных значений, установленных ГОСТ 30108. Требования к шпатлевочным смесям, готовым для применения Начало схватывания шпатлевочных растворных смесей при производстве работ вручную должно наступать не ранее 60 мин. Подвижность шпатлевочных растворных смесей должна быть такой, чтобы при испытании по ГОСТ 31376 диаметр расплыва образца пластичной растворной смеси не превышал (165±5) мм, текучей (литой) - 150-210 мм. Допускается приготовление растворных смесей подвижностью, отличной от указанной выше, при условии, если затвердевшие смеси будут соответствовать требованиям настоящего стандарта по показателям прочности на растяжение при изгибе, прочности при сжатии, прочности сцепления с основанием и стойкости к образованию трещин. Водоудерживающая способность шпатлевочных растворных смесей должна быть не менее 95%. Требования к затвердевшим шпатлевочным смесям Предел прочности на растяжение при изгибе затвердевших смесей должен быть не менее 1,0 МПа. Предел прочности при сжатии затвердевших смесей должен быть не менее 2,0 МПа. Прочность сцепления затвердевших смесей с основанием должна быть не менее 0,30 МПа. Затвердевшие шпатлевочные смеси должны быть стойкими к образованию трещин. Трещины на поверхности затвердевшей смеси не допускаются. Изготовитель по просьбе потребителя или если необходимо определяет среднюю плотность затвердевшей смеси. Показатели качества затвердевших шпатлевочных смесей определяют в возрасте 7 суток. Смесь сухая штукатурная на гипсовом вяжущем 45/90/2,0 ГОСТ 31377-2008 Требования к сухим штукатурным смесям: Влажность штукатурных смесей не должна превышать 0,30% по массе. Штукатурные смеси не должны содержать зерен размером более 5 мм. Содержание зерен размером 1,25 мм должно быть не более 1,0%, размером 0,20 мм - не более 12,0%, размером 0,125 мм - не более 15%. Изготовитель штукатурной смеси должен определять насыпную плотность сухой смеси и предоставлять данные потребителю (по его просьбе). Удельная эффективная активность естественных радионуклидов в штукатурных смесях не должна превышать предельных значений, установленных ГОСТ 30108. Требования к штукатурным смесям, готовым для применения Начало схватывания штукатурных растворных смесей должно наступать с момента затворения водой не ранее: 45 мин - при производстве работ вручную; 90 мин - при механизированном производстве работ. Подвижность штукатурных растворных смесей должна быть такой, чтобы при испытании по ГОСТ 31376 диаметр расплыва образца пластичной смеси не превышал (165±5) мм, текучей (литой) - находился в интервале 150-210 мм. Допускается приготовление растворных смесей подвижностью, отличной от указанной, при условии, если затвердевшие смеси будут соответствовать требованиям настоящего стандарта по показателям прочности на растяжение при изгибе, прочности при сжатии и прочности сцепления с основанием. Водоудерживающая способность штукатурных растворных смесей должна быть не менее 90%, смесей, содержащих водоудерживающую добавку, - не менее 95%. Требования к затвердевшим штукатурным смесям: Предел прочности на растяжение при изгибе затвердевших смесей должен быть не менее 1,0 МПа. Предел прочности при сжатии затвердевших смесей должен быть не менее 2,0 МПа. Прочность сцепления затвердевших смесей с основанием должна быть не менее 0,3 МПа. Изготовитель по просьбе потребителя или, если необходимо, определяет среднюю плотность затвердевшей смеси. Показатели качества затвердевших смесей определяют в возрасте 7 сут. (декоративной штукатурки, краски и т.п.). 7 ТЕХНИКА БЕЗОПАСНОСТИ НА ТЕРРИТОРИИ ЗАВОДА Вновь поступающий на завод рабочий должен быть проинструктирован о правилах поведения на территории завода и в цехе. Цель инструктажа — разъяснить новому рабочему наряду с общими правилами поведения на территории завода те специфические особенности данного предприятия, которые необходимо знать, чтобы избежать травматизма и несчастных случаев. Общие правила поведения на территории завода: 1. Ходить по территории завода разрешается только по пешеходным дорожкам и переходам, обозначенным специальными указателями. На заводе пешеход должен строго следить за светофорами. 2. Курить на территории завода разрешается только в установленных местах. 3. Рабочий, направляющийся в определенный цех, не должен заходить в другие цехи или производственные участки, так как незнание специфических условий производства данного цеха или участка может привести к несчастному случаю. 4. Запрещается близко подходить к установкам с надписями, предупреждающими об опасности поражения электрическим током; запрещен проход в помещения с надписями: «Посторонним вход запрещен». Если на пути следования выполняются погрузочно-разгрузочные работы, то эти участки следует обходить и ни в коем случае не проходить под грузом. Литература https://books.google.ru/books?isbn=504045020 www.apxu.ru/article/intrior/oma/cuhie_ctroitelnye_cmeci.htm https://www.allbeton.ru/local/tools/show_file.php ГОСТ 31387-2008 «Смеси сухие строительные шпатлевочные на гипсовом вяжущем. Технические условия» ГОСТ 125-79 «Вяжущие гипсовые. Технические условия» ГОСТ 31377-2008 «Смеси сухие строительные штукатурные на гипсовом вяжущем. Технические условия.» Козлов В. В. «Сухие строительные смеси: Учебное пособие. – М.: Издательство АСВ, 2003.» | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||