Бабенко. Технологические процессы сварки, наплавки, обработки
 Скачать 1.79 Mb. Скачать 1.79 Mb.
|

V 4 рэ d2 Iсв , (1.15) где dпр диаметр проволоки, мм; р пр коэффициент расплавления, г/А·ч; плотность металла электродной проволоки, г/см3 (для стали = 7,8 г/см3). Коэффициент расплавления проволоки сплошного сечения при сварке под флюсом определяется по следующим формулам: для переменного тока 7,0 0,04Iсв ; (1.16) d р п р для постоянного тока прямой полярности | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Сварочный ток, А | 200…400 | 400…800 | 800…1200 |
| Толщина слоя флюса, мм | 25…35 | 35…45 | 45…60 |
Технические характеристики аппаратов для автоматической сварки
(наплавки) под флюсом приведены в прил. 1 табл. 6.
Сварка и наплавка самозащитной порошковой проволокой
При данном способе сварки и наплавки функции защиты сварочной ванны от вредного влияния воздушной среды выполняет сердечник по- рошковой проволоки при своем сгорании. Проволока (рис. 1.9) состоит из оболочки 1, сформированной из ленты холодного проката марки 08кп или 10кп толщиной 0,2…1,0 мм и шириной 8…20 мм методом профилирова- ния или волочения. Внутри оболочки находится порошкообразный сер- дечник 2, включающий элементы, выполняющие при сварке такие же функции, как флюс или обмазка электродов. Такая конструкция проволоки предопределяет некоторые особенности ее применения.
Порошок сердечника на 50…70 % состоит из металлических, неэлектропроводных материалов. В связи с этим дуга горит, перемещаясь по метал- лической оболочке, расплавляя ее. При этом плав- ление сердечника может отставать от плавления оболочки, что не исключает частичного перехода его в сварочную ванну в нерасплавленном состоянии и создает предпосылки к образованию в металле шва пор и неметаллических включений.
В настоящее время выпускаются проволоки боль- ших диаметров (до 3 мм и более), которые требуют при сварке значительной силы тока, затрудняющей сварку в вертикальном и потолочном положениях.
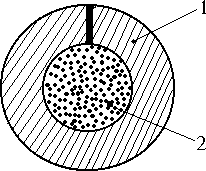
Рис. 1.9. Конструкция порошковой проволоки: 1– оболочка; 2– порош- кообразный сердечник
При расчете режимов сварки и наплавки сварочный ток, напряжение дуги, скорость подачи и вылет электродной проволоки принимаются по табл. 1.11, 1.12.
Таблица1.11
Режимы сварки самозащитными порошковыми проволоками
| Толщина свариваемых листов, мм | Параметры режима | |||
| I, А | U, В | Vпр, м/ч | Вылет проволоки, мм | |
| Порошковая проволока ПП-АН-1, d э = 2,8 мм, н = 13 г/А·ч | ||||
| 3…6 | 200…240 | 24…25 | 100 | 15…20 |
| 8…12 | 250…300 | 25…27 | 120 | 15…20 |
| 14…20 | 300…350 | 26…28 | 170 | 20…25 |
| Порошковая проволока ПП-АН-3, d э = 3 мм, н = 13…17 г/А ч | ||||
| 5…10 | 360…380 | 25…28 | 140 | 15…20 |
| 10…15 | 420…450 | 26…29 | 170 | 20…25 |
| 15…25 | 460…490 | 29…32 | 210 | 25…30 |
Таблица1.12
Режимы наплавки для проволок
марок ПП-ТН 250, ПП-ТН 350,
dпр
= 3 мм
| I, А | U, В | Vпр, м/ч | Вылет проволоки, мм | Коэффициент наплавки н , г/Ач |
| 310…330 | 28…30 | 126 | 50 | 14,6 |
| 400…420 | 30…32 | 200 | 60 | 17,3 |
Масса наплавленного металла, г, определяется по формуле (1.13)
Gн Vн ,
где Vн – объём наплавленного металла, см3; – плотность наплавленно-
го металла (для стали = 7,8 г/см3).
Объем наплавленного металла, см3, определяется из выражения (1.20)
Vн Fн h ,
где Fн – площадь наплавленной поверхности, см2; h – высота наплавлен-
ного слоя с учетом припуска на обработку, см (припуск на обработку при- нимается 2…3 мм).
Расход порошковой проволоки, г, определяется по формуле
Gпр Gн
К , (1.22)
где Gн
вес наплавленного металла, г; К – коэффициент, учитывающий
конструкцию проволок, К = 1,25…1,35.
Время горения дуги, ч, определяется по формуле (1.5)
to
Gн ,
Iсв αн
где
н – коэффициент наплавки, г/Ач (табл. 1.11, 1.12); Iсв – сварочный
ток, А (табл. 1.5, 1.6).
Полное время сварки, ч, определяется по формуле (1.6)
T to ,
Кп
где t o
время горения дуги, ч; Кп
коэффициент использования свароч-
ного поста, равный 0,6…0,7.
Расход электроэнергии, кВтч, определяется по формуле (1.8)
А
Uд Iсв
1000 to
Wo
T to ,
где η – кпд источника питания (для источников постоянного тока
η = 0,6…0,7, переменного – η = 0,8…0,9); t o
время горения дуги, ч; Т –
полное время сварки, ч; Wо – мощность холостого хода источника пита- ния, кВт. Wo = 0,2…0,4 – для источников питания переменного тока и Wo = 2,0…3,0 для источников питания постоянного тока.
Технические характеристики аппаратов для автоматической и полуавто- матической сварки порошковой проволокой приведены в прил. 1 табл. 6, 7.
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ
Выбор металлорежущего станка
При выборе типа и модели металлорежущего станка в первую очередь обращается внимание на возможность закрепления в нём заданной дета- ли (расстояние между центрами и наибольший диаметр обрабатываемой детали – у токарных станков, размеры станка и наибольший ход долбяка – у строгальных и долбёжных, наибольший условный диаметр сверления и вертикальное перемещение головки – у сверлильных станков и т. д.). За- тем анализируются мощности главных электродвигателей и их предпола- гаемое соответствие для обработки заданной детали. И, наконец, иссле- дуются диапазоны и число ступеней подач и частот вращения шпинделя. Предпочтение следует отдавать станкам с более широкой разрешающей способностью указанных выше параметров.
При выборе типа и модели станка можно использовать [7, 9, 10, 11, 12]
и другую справочную литературу. Паспортные данные некоторых станков приведены в прил. 2.
После выбора типа станка его паспортные характеристики заносятся в контрольную работу и рассчитываются все ступени подач и частот вращения, которые у большинства станков изменяются в геометрической прогрессии. Расчёт начинается с определения знаменателя геометрической прогрессии:
 для ступеней подач
для ступеней подачz1
Smax , Smin
(2.1)
где
Smax ,
Smin
максимальная и минимальная подачи у выбранного станка;
z – количество подач;
для ступеней частот вращения
 1 ,
1 ,
(2.2)
где
nmax ,
nmin
максимальная и минимальная частота вращения шпин-
деля станка, 1/мин; z1 – количество ступеней частоты вращения.
После определения φ и φ1 их необходимо скорректировать и принять ближайшие стандартные значения: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2,0.
Ступени подач и частот вращения определяются по следующим выра- жениям:
S1 = Smin ; n1 =
nmin ;
S2 = S1 φ; n2 = n1 φ1;
1
S3 = S1 φ2; n3 = n1 φ 2 ;
1
S4 = S1 φ3; n4 = n1 φ 3 ;
… … z 1
Smax
= S1
φz-1;
nmax
n1 11 .
Крепежные приспособления
Для механической обработки любой детали, кроме металлорежущих станков, требуется ещё и технологическая оснастка, т. е. различные инст- рументы и приспособления. Приспособления необходимы, чтобы устано- вить и закрепить деталь, обеспечив при этом требуемое на данной опера- ции взаимное расположение станка, детали и режущего инструмента. Для этой цели используются станочные приспособления к металлорежущим станкам (универсальные и специализированные) такие, как двух-, трёх-, четырёхкулачковые самоцентрирующие патроны; различного типа оправ- ки (центровые, шлицевые, зубчатые); станочные тиски с ручным и меха- ническим приводами; кондукторы; плиты; станочные центры; различные хомутики; гидро- и пневмоцилиндры и т. д.
Сведения о типовых приспособлениях можно получить из [9, 10, 11, 12]
и др.
Режущий инструмент
Режущие инструменты работают в условиях больших нагрузок, высо- ких температур, трения и износа. Материал рабочей части инструмента должен иметь большую твёрдость (значительно выше твёрдости мате- риала обрабатываемой заготовки), высокие допускаемые напряжения на изгиб, растяжение, сжатие и кручение.
Большинство конструкций металлорежущего инструмента являются со- ставными – рабочая часть из инструментального материала, а крепёжная – из обычных конструкционных сталей (40, 45, 50, 40Х и др.).
Рабочую часть в виде пластин или стержней соединяют с крепёжной при помощи сварки, пайки или специальных высокотемпературных клеев, механического крепления и др.
В настоящее время на предприятиях железнодорожного транспорта наиболее часто находят применение следующие инструментальные ма- териалы: углеродистые, легированные и быстрорежущие стали; металло- керамические сплавы; сверхтвёрдые материалы и абразивы.
Легированные инструментальные стали (9ХВГ, ХВГ, ХГ, 6ХС, 9ХС и др.) используются для изготовления протяжек, свёрл, метчиков, плашек, разверток. Они имеют красностойкость 250…300 °С и допускают скорость резания 15…25 м/мин.
Более широкое применение находят быстрорежущие стали. Самыми распространёнными являются: Р9, Р6М3, Р6М5, Р9Ф5, Р14Ф4, Р9К5, Р9К10, Р10К5Ф2, Р10К5Ф5. Твёрдость таких сталей составляет НRC 62…65, красностойкость – 600…630 °С. Обладая повышенной износо- стойкостью, они могут работать при скоростях до 100 м/мин.
В прил. 2 табл. 1 приведены рекомендуемые области применения для некоторых марок быстрорежущих сталей.
Металлокерамические твёрдые сплавы состоят из карбидов вольфрама, титана и тантала (WC, TiC, TaC), находящихся в металлическом кобальте (Со). Они применяются в виде пластинок, изготовляемых методом порошко- вой металлургии, закрепляемых на державках режущего инструмента.
Металлокерамический твёрдосплавный инструмент обладает высоки- ми твёрдостью (HRA 80…92), износостойкостью и красностойкостью (800…1000 °С). Это позволяет вести обработку со скоростями до 800 м/мин. Твёрдые сплавы делятся на следующие группы: однокарбидные (вольфрамовые) – ВК2, ВК3, ВК3М, ВК4, ВК6М, ВК6 и т.д.; двухкарбидные (титановольфрамовые) – Т30К4, Т15К6, Т5К10, Т5К12 и др.; трёхкарбид-
ные (титанотанталовольфрамовые) – ТТ7К12, ТТ10К8, ТТ8К6 и др.
Твёрдые сплавы группы ВК используются для обработки твёрдых и хрупких металлов, пластмасс и неметаллических материалов.
Двухкарбидные сплавы рекомендуются для обработки изделий из пла- стичных и вязких металлов и сплавов.
Трёхкарбидные сплавы отличаются от первых двух повышенной изно- состойкостью, прочностью и вязкостью и применяются для обработки де- талей из труднообрабатываемых сталей аустенитного класса.
В прил. 2 табл. 2 приведены некоторые марки вольфрамовых твёрдых сплавов и области их рационального использования.
Значительную роль при обработке металлов резанием играют тип и геометрия режущей части инструмента, а также период стойкости, т. е. время работы в минутах до затупления и необходимости заточки.
Период стойкости колеблется в широких пределах. Так для резцов из быстрорежущей стали он принимается равным 60 мин; для резцов с пласти- нами из твердого сплава – 90…120 мин; для сверл диаметром до 20 мм – 25…60 мин, а диаметром более 30 мм – 50…140 мин; для фрез цилинд- рических из быстрорежущей стали – 120 мин, а со вставными ножами из твердого сплава – 180…240 мин; для торцевых фрез со вставными ножа- ми из твердого сплава диаметром до 150 мм – 180 мин, а диаметром бо- лее 150 мм – 240…400 мин. Стойкость протяжек – 106…500 мин; шлифо- вальных кругов – 30…40 мин.
Режимы резания
При установлении режимов резания учитывается характер обработки, тип и материал инструмента, его геометрические параметры, материал и состояние заготовки, тип оборудования и другие факторы.
Расчёт режимов чаще всего ведётся по следующей схеме t – S – V – P, т. е. устанавливается глубина резания t, подача S, определяется скорость резания V и сила резания Р, по которой рассчитывается потребная мощ- ность станка.
Глубина резания при черновой обработке назначается по возможности максимальной (чаще всего равной всему припуску на обработку), а при чистовой – в зависимости от требований точности размеров и шерохова- тости обработанной поверхности.
Подача при черновой обработке выбирается максимально возможной, исходя из жёсткости и прочности системы: «станок – приспособление – инструмент – деталь»; мощности станка, прочности режущей части инст- румента и других ограничивающих факторов. При чистовой обработке принимается во внимание требуемая степень точности и шероховатости обработанной поверхности.
Точение
Точение (токарная обработка) – наиболее распространённый метод обработки поверхностей деталей (типа тел вращения) на токарных стан- ках. Некоторые типы токарных станков приведены в прил. 2 табл. 3. Ос- новные виды токарных работ: обработка наружных цилиндрических и ко- нических поверхностей, обработка пазов и уступов, вытачивание пазов и канавок, отрезка заготовок, сверление, зенкерование, развёртывание, на- резание резьб, обработка фасонных поверхностей, накатывание рифле- ний и др. На рис. 2.1 приведена технологическая схема точения.
Вращательное движение заготовки называется главным движением реза- ния, а поступательное движение режущего инструмента – движением подачи. Подачей S, мм/об, (рис. 2.1) называется путь, пройденный режущей кромкой инструмента относительно вращающейся заготовки за один ее оборот. Подача может быть продольной, если инструмент перемещается параллельно оси вращения заготовки, и поперечной, если инструмент пе-
ремещается перпендикулярно этой оси.
Численные значения подач приводятся в справочной и нормативной документации.
Практически подача для токарной обработки, мм/об, принимается при черновой обработке 0,4…0,8; при чистовой – 0,1…0,3; при прорезании па- зов и отрезании – 0,1…0,4.
Рис. 2.1. Технологическая схема точения
Выбранная подача должна быть скорректирована по паспорту метал- лорежущего станка. Необходимо соблюдать условие, чтобы Sст S. При этом принимается ближайшая меньшая ступень.
Глубина резания t, мм, определяется толщиной снимаемого слоя за один рабочий ход резца, измеренной по перпендикуляру к обрабатывае- мой поверхности детали.
При черновом точении и отсутствии ограничений по мощности станка величина t принимается равной припуску на обработку h; при чистовом точении припуск снимается за два и более проходов. На каждом после- дующем проходе глубина резания устанавливается меньше, чем при предшествующем.
При отрезке и прорезке глубиной резания является ширина главной ре- жущей кромки, которую можно определить из выражения: b = 0,6 D0,5 мм, где D – диаметр отрезаемой детали.
Скорость резания Vp, м/мин, зависит от конкретных условий обработки. На её величину оказывают существенное влияние следующие факторы: стойкость инструмента, физико-механические свойства обрабатываемого ма- териала, подача и глубина резания, геометрические параметры режущего ин- струмента, наличие смазочно-охлаждающей жидкости (СОЖ), температура в зоне контакта инструмента и детали, допустимый износ инструмента и др.
При наружном продольном и поперечном точении, а также при растачива- нии расчётная скорость резания определяется по эмпирической формуле
Vp
Cv
Tm tx Sy
Kv ,
(2.3)
а при отрезании, прорезании и фасонном точении – по формуле
Vp
Cv Tm Sy
Kv ,
(2.4)
где Cv
коэффициент, учитывающий условия резания; Т – период стой-
кости инструмента, мин; S – подача, мм/об; Kv
фициент; m, x, y – показатели степени.
корректирующий коэф-
Значения
Cv , m, x, y приведены в табл. 2.1.
Значения коэффициента Cv
Таблица2.1
и показателей степени m, x, y при точении
| Вид обработки | Материал режущей части резца | Подача | Коэффициент Cv и показатели степени | |||
| Cv | x | y | m | |||
| Обработка стали | ||||||
| Точение | Твёрдый сплав | S < 0,3 | 420 | 0,15 | 0,20 | 0,20 |
| S ≥ 0,3…0,7 | 350 | 0,15 | 0.35 | 0,20 | ||
| Отрезание | Твёрдый сплав Быстрорежущая сталь | – | 47,0 | – | 0,80 | 0,20 |
| – | 23,7 | – | 0,66 | 0,25 | ||
| Обработка серого чугуна | ||||||
| Точение | Твёрдый сплав | S ≤ 0,40 | 292 | 0,15 | 0,20 | 0,20 |
| S > 0,40 | 243 | 0,15 | 0,40 | 0,20 | ||
| Обработка ковкого чугуна | ||||||
| Точение | Твёрдый сплав | S ≤ 0,40 | 317 | 0,15 | 0,20 | 0,20 |
| S > 0,40 | 215 | 0,15 | 0,45 | 0,20 | ||
Корректирующий коэффициент определяется по формуле