Повышение виброустойчивости инструментальных систем станков. ТАММ-22_МетелевМА_реф1(повышение виброустойчивости инструменталь. 1. Виды колебаний при обработке резанием. 3 Гипотезы возникновения автоколебаний при резании. 6
 Скачать 2.36 Mb. Скачать 2.36 Mb.
|

СодержаниеВведение 2 1. Виды колебаний при обработке резанием. 3 2. Гипотезы возникновения автоколебаний при резании. 6 2.1 Гипотеза Жаркова. 6 2.2 Гипотеза С.Л. и Л.С. Мурашкиных. 7 2.3 Гипотеза Соколовского. 9 3. Влияние вибраций на точность и качество обработанной поверхности. 12 4. Влияние вибраций на стойкость инструмента. 19 5.Методы борьбы с вибрациями. 30 5.1 Снижение виброактивности источника в зоне резания. 30 5.2 Повышение внутренней виброзащиты. 32 5.2.1 Демпфирование материалами и инструментами. 32 5.2.2 Демпфирование приспособлениями. 33 5.3 Виброизоляция оборудования. 34 5.4 Динамическое гашение вибрации. 35 6.Примеры конструкций инструмента с повышенной виброустойчивостью. 37 6.1 Фрезы с демпфирующими элементами. 37 6.2 Инструменты с сопротивлением в стыках. 39 6.3 Фрезы с переменным шагом. 40 6.4 Виброизолятор. 42 6.5 Инструмент с динамическим гасителем. 44 7. Рекомендации по оптимизации технологических процессов обработки резанием при недостаточной виброустойчивости инструментальных систем станков. 46 Заключение 48 Список используемых источников. 49 ВведениеОдна из главных и важнейших проблем в машиностроении - это проблема вибраций, возникающих при станочной обработке самых разных деталей. В следствии чего, в нашем времени стали уделять много внимания повышению виброустойчивости инструментальных систем станков. Колебания в сильной степени влияют на точность и качество обработанной поверхности. Не меньше от вибраций зависит и стойкость инструментальных систем станка. Вибрации оказывают значительное влияние на условия обработки детали и зависят от жесткости технологической системы. Жесткость технологической системы является одним из основных критериев работоспособности и точности станка под нагрузкой. Зная причины возникновения вибраций, можно найти способы их уменьшения. Рациональными являются такие способы, с помощью которых можно значительно уменьшить вибрации станка, не снижая его производительности. Вибрация (от латинского vibratio - колебание, дрожание) - механические колебания. В технике (машинах, механизмах, сооружениях, конструкциях и т. п.) бывает вредная и полезная вибрация. Полезная вибрация возбуждается преднамеренно вибраторами, используется в строительных, дорожных и др. машинах и для выполнения различных технологических операций. Например: вибрационное транспортирование, вибрационное резание. Вредная вибрация - вибрация, возникающая при работе двигателей, турбин, других машин, при обработке металла резанием. 1. Виды колебаний при обработке резанием.В процессе резания в технологической системе могут возникать колебания, называемые вибрациями. Причины возникновения вибраций: Плохая балансировка вращающихся частей и движущихся частей машин Изменение сил резания в процессе обработки Неравномерной рабочей нагрузкой машин Внешние толчки В свою очередь колебания делятся на свободные, вынужденные, параметрические и автоколебания: Вынужденные, колебания возникают в результате действия внешней возбуждающей силы. Примерами могут служить вибрации вследствие дисбаланса частей станка или вращающейся обрабатываемой заготовки, пульсации жидкости в трубопроводе в станках с гидроприводом и др. Меры борьбы с вынужденными колебаниями - это устранение причин, вызывающих возбуждающую силу. Свободные – колебания, возникают при отсутствии переменного внешнего воздействия и без поступления энергии извне. Эти колебания могут быть вызваны дисбалансом частей станка или вращающейся обрабатываемой детали. Так же могут возникать при фрезеровании фрезой с малым количеством зубьев. Меры борьбы с вибрациями этого типа составляют в балансировании вращающихся частей. В частности, при работе не шлифовальных станках необходимо обращать внимание на правку и балансирование кругов. Свободных колебаний: Частота f, Гц  1.1 1.1 1.2 1.2Круговая частота колебаний  1.3 1.3T – период колебаний A – амплитуда колебаний.  и T определяются свойствами системы. и T определяются свойствами системы.Параметрические колебания – такие колебания, которые происходят за счет изменения параметра системы во времени. Например, работа фрезы, протяжки, действие шлифовального круга, неравномерно затупленного по окружности и т д. Автоколебания –они возникают и поддерживаются от источника энергии не колебательной природы, причем этот источник включен систему. Этот тип вибрации возникает, как только начинается процесс резания и прекращается при отводе резца. Это указывает, что причиной является действия силы резания. То есть автоколебания – колебания, при котором переменная сила, поддерживающая колебательное движение, создается и управляется самим движением и при прекращении этого движения исчезает. Как известно, пластической деформации подвергаются слои металла, лежащие впереди резца и под ним. При первоначальном врезании резец углубляется в металл, затем, вследствие наклепа металла, прилегающего к стружке, он, внедряясь в более твердый металл, отталкивается (рис. 1). В результате этого изменяется толщина среза и сила резания. Во время выхода резца из металла, т. е. в начале отталкивания обрабатываемой детали от резца, сила резания больше силы резания при внедрении резца в металл (точка В). Таким образом, сила резания - величина переменная, а поэтому она способствует поддержанию колебаний. [1] 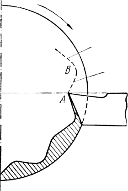 Рисунок 1. Схема врезания и отталкивания резца при колебаниях. Влияние явления наклепа на автоколебания подтверждается тем, что вибрации тем интенсивнее, чем большую склонность к наклепу имеет обрабатываемый металл. Наиболее сильные вибрации возникают при обработке пластичных сталей и значительно слабее - при обработке чугуна. Явление нароста также может оказать влияние на вибрации. При нестабильном наросте угол резания изменяется вследствие периодических его срывов, что приводит к переменному значению силы резания. В результате исследованиями установлено, что в один и тот же промежуток времени число срывов нароста равно числу колебаний силы резания. При резании бывают низкочастотные и высокочастотные вибрации. При работе с относительно низкими скоростями резания возникают низкочастотные колебания (до 300 Гц). Частота этих колебаний близка к частоте собственных колебаний обрабатываемой заготовки. В этом случае обработанная поверхность имеет грубую волнистость. При работе с высокими скоростями резания появляются высокочастотные колебания (до 6000 Гц), частота которых совпадает с частотой собственных колебаний резца и на обработанной поверхности создается мелкая рябь. Низкочастотные колебания почти не влияют на стойкость быстрорежущих и твердосплавных резцов, а высокочастотные - снижают стойкость твердосплавных резцов (до пяти раз). Это объясняется ударным характером силы резания, вызывающей мелкие выкрашивания твердого сплава.[2] |