тротт. Технология сварки сварного узла сварной конструкции коптильни из листового металла
 Скачать 1.49 Mb. Скачать 1.49 Mb.
|

1.3Выборы сборочно-сварочного оборудованияЗачистка - щёткой по металлу для чистовой обработки деталей (а также для очистки поверхностей от окалины, краски и пр. перед слесарной обработкой) применяются различные проволочные щетки, изготовленные из проволоки (незакаленной, закаленной, малоуглеродистой стали, цветных металлов)  Рисунок 1 Правка – лист-правильными вальцами Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.  Рисунок 1 Разметка - рулеткой, угольником, мел по металлу Разметкой называется операция нанесения на заготовку (поковку, отливку, прокат и т. д.) рисок (линий) для ее последующей обработки. Риски могут быть контурными, контрольными и вспомогательными.  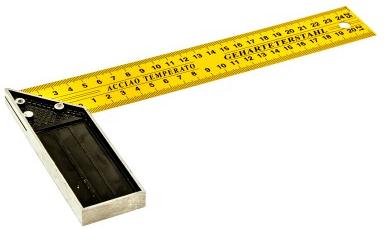  Рисунок 1 Рисунок 1 Рисунок 1 Резка — Механическая резка УШМ (универсальная шлифовальная машинка), баллоны (пропан, кислород), редуктора, шланги, резак. Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.   Рисунок 1 РРисунок 1 Сборка – струбцины прижимы рубцина обычно состоит из двух частей — основной рамы и подвижного элемента с зажимом, перемещение которого позволяет менять расстояние между губками инструмента. На подвижной части также располагается зажимное устройство — винт или рычаг, используемый для фиксации подвижной части, а также регулирования силы сжатия. Также есть разновидность струбцин, так называемых рычажных, в основе которых используется система осей и рычагов. Другое название такой струбцины — прижим, зажим, быстрозажимное устройство, устройство быстрой фиксации. При достаточно малом усилии создаётся относительно большая сила зажима. Для быстрого фиксирования детали необходимо одним движением руки переместить рукоять зажима. Обычно для установки струбцины необходимо использовать обе руки, однако есть модификации (например, левая нижняя на правой картинке), позволяющие обходиться только одной.  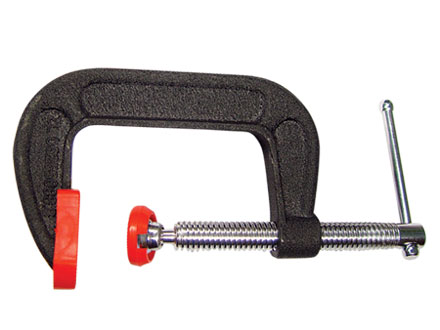 Рисунок 1 Рисунок1 Сварка – выпрямитель(ТДМ-401У2) выпрямитель дуговой универсальный, номенальный сварочный ток 500А. Полуавтомат «Ресанта», защитный газ (углекислота)   Рисунок 1 Рисунок 1 1.4 Выборы сварочных материалов Электроды СЗМ-46.00 Основные характеристики металла шва и наплавленного металла Химический состав наплавленного металла, %
Механические свойства металла шва и наплавленного металла
Технологические особенности сварки: сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 380 °С, 1 час  Рисунок 14 Э46А-СЗМ-46.00-УС Р 46 3(2)-Р11 Э46А-тип электрода СЗМ-46.00-марка Диаметр 3,4мм Назначение углеродистые Толщина покрытия среднее Р 46 3(2)- индекс характеризующий металл Вид покрытия рутиловое Пространственное положение во всех Постоянный ток любая полярность Для того чтобы сварочный шов имел высокую прочность и надежность, был пластичным, в нем должно быть минимальное количество продуктов раскисления и кислорода. Чтобы этого достичь, применяются раскислители, они помогают снизить количество кислорода в расплавленном металле перед тем, как он начнет кристаллизоваться. Такими электродами можно варить шов в любом пространственном положении, металл проваривается хорошо, с обратной стороны формируется плавный валик, скорость проведения работ высокая. Часто такие электроды применяют при соединении магистральных трубопроводов. Преимуществом электродов, имеющих данную оболочку, является то, что по сравнению с кислым покрытием получаются лучшие характеристики сварочного шва. Это достигается за счет меньшего количество в нем включений и того, что в сварочном шве мало кислорода Сварочная проволока 1,02- св- 08Г2С  Рисунок15 Диаметр-1,02 СВ – назначение сварочная Углерода 0,09%(низкоуглеродистая) Марганец-2% Кремня до1% Проволока для сварки СВ08Г2С используется в промышленности для сварки углеродистых сталей на сварочных полуавтоматах и автоматах. Она обеспечивает надёжное сварное соединение высокого качества. Шов при сварке получается ровным и чистым. Сварочная проволока СВ08Г2С омеденная используется для заполнения зазора между краями металла, который подлежит сварке, а так же, для формирования валика на сварном шве. Сварочная проволока СВ08Г2С может называться так же присадочным материалом. Сварка с помощью сварочной проволоки на автоматах и полуавтоматах является одним из главных технологических процессов в судостроении, самолётостроении, машиностроении и строительстве. Защитный газ (углекислота) Углекислый газ CO2 (углекислота, двуокись углерода, диоксид углерода, угольный ангидрид) в зависимости от давления и температуры может находиться в газообразном, жидком или твердом состоянии.. В газообразном состоянии диоксид углерода представляет собой бесцветный газ с немного кисловатым вкусом и запахом. В атмосфере Земли содержится около 0,04% углекислого газа. При нормальных условиях его плотность составляет 1,98 г/л – примерно в 1,5 раза больше плотности воздуха  Рисунок 16 | ||||||||||||||||||||||||||||||||||