диплом. Тема Проектирование участка механического цеха для изготовления детали Цапфа поворотная в серийном производстве при 2х сменной работе
 Скачать 0.64 Mb. Скачать 0.64 Mb.
|

|
Филиал государственного бюджетного образовательного учреждения Высшего образования Московской области «Университет «Дубна»- Лыткаринский промышленно-гуманитарный колледж Специальность: 15.02.08 Технология машиностроения Тема: Проектирование участка механического цеха для изготовления детали «Цапфа поворотная» в серийном производстве при 2-х сменной работе Выполнил студент группы 815: Карпов А.М. Проверил Руководитель Кублановская Е.М. г.Лыткарино 2022 г | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С, % | Mn, % | Si, % | Сг, % | Ni % | |
| 0.28-0.34 | 0.30-0,60 | 0.90-01.20 | 0.6-0.90 | ____ | |
Механические свойства
| Сталь | Σiв, МПа (кгс/мм2) | Σт ,МПа, (кгс/мм2) | Σб,% | Y,% | НВ |
| 30ХГСА | 850 ( = 85 ) | 1100 ( = 110 ) | 10 | 45 | 229 |
1.4.2. Технологический контроль чертежа
Главной целью данного этапа работы является устранение возможного несоответствия выданного чертежа детали требованиям ЕСКД. В частности, отразить полное обозначение точности размеров на чертеже с указанием полей допусков и численных значений предельных отклонений. Для этого использовать данные ГОСТ 25347-82 (СТ СЭВ 144-75) и СТ СЭВ 145-75.
Следует привести к установленным нормам сведения о шероховатости, отклонении формы и расположения поверхностей, точности размеров с неуказанными допусками, термообработке и особых условиях изготовления (параметры зубчатых, шлицевых поверхностей, способы покрытия и т.д.).
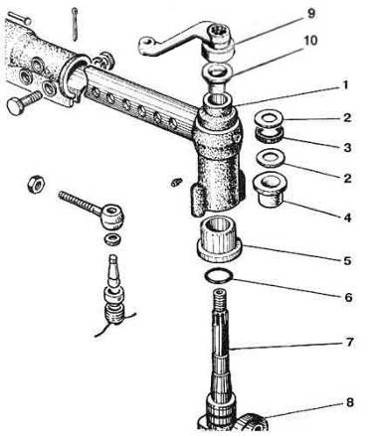
Выполнить эскиз детали (Рис.1) и все обрабатываемые поверхности обозначить выносными линиями и пронумеровать, поставив номера в окружности диаметром 5…7 мм. Последовательность нумерации рекомендуется производить.
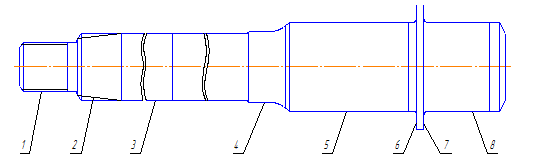
Рис.1. Эскиз детали с указанием поверхностей
По ГОСТ 25347-82 (СТ СЭВ 144-75) и СТ СЭВ 145-75 находим значения верхних и нижних отклонений на все размеры.
1.4.3. Конструктивные элементы детали
Деталь «Цапфа» по конструктивной форме относится к 73 классу классификатора ЕСКД, детали тела вращения корпусные, емкостные, опорные.
Конструктивные элементы детали - лыски ( 4 - фрезеровки )
Исходя из габаритной формы - деталь «Цапфа» образована следующими поверхностями:
- наружными цилиндрическими поверхностями: ø60е7 мм; ø95f7 мм; ø200 мм
- фаски 2 мм под 45о
- внутренними цилиндрическими поверхностями: ø30мм
- внутренний конус с углом α =30о
- четыре отверстия ø17 мм; и четыре отверстия ø7 мм.
Самая точная и чистая поверхность - вал ø60e7 c шероховатостью

По конструктивной форме деталь «Цапфа» образована поверхностями характерными для деталей типа "вал".
1.4.4. Классификация поверхностей по служебному назначению
В зависимости от служебного назначения поверхности детали подразделяются:
- на основные;
- присоединительные;
- исполнительные;
- свободные.
Основная конструкторская база - валы ø60е7(
 )мм с шероховатостью и ø95f7(
)мм с шероховатостью и ø95f7( )мм с шероховатостью
)мм с шероховатостью  так, как они определяют ее положение ( деталь "Цапфа№732162" ) в трубопроводе.
так, как они определяют ее положение ( деталь "Цапфа№732162" ) в трубопроводе.Присоединительные поверхности - отверстия (ø7 мм; ø17 мм) выполненные по двенадцатому квалитету так, как они определяют положение присоединяемых к валам деталей.
Исполнительные поверхности - внутренний цилиндр ø30 длиною L = 100 мм; внутренний конус с углом наклона α = 30о с длиной L = 38 мм. так как данные поверхности выполняют служебное назначение.
-остальные свободные.
1.4.5. Параметры шероховатости поверхностей и особые требования
Параметры шероховатости поверхностей и особые требования к ним заносим в таблицу 3.
Таблица 3. Параметры шероховатости поверхностей и особые требования
| № поверхности | Номинальное Значение размера в мкм | Шероховатость Ra мкм | Твердость HRC(HB) | Технологические особенности |
| 1 | Ø22 | Ra 3,2 | HRCэ34-39 | Покрытие Ц12.ХР |
| 2 | М22*1,5 | Ra 3,2 | HRCэ34-39 | |
| 3 | Ø22 | Ra 3,2 | HRCэ34-39 | |
| 4 | Ø21,6 30о | Ra 3,2 | HRCэ34-39 | |
| 5,7 | Ø14,5 | Ra 3,2 | HRCэ34-39 | |
| 6 | М16*1,5 | Ra 3,2 | HRCэ34-39 | |
| 8 | Ø9 74о | Ra 1,6 | HRCэ34-39 | |
| 9 | Ø9 | Ra 3,2 | HRCэ34-39 | |
| 10 | Ø8 | Ra 3,2 | HRCэ34-39 | |
| 11 | Ø1,5 | Ra 3,2 | HRCэ34-39 | |
| 12 | Ø16 | Ra 3,2 | HRCэ34-39 | |
| 13 | с Ø16 на Ø8 | Ra 3,2 | HRCэ34-39 | |
1.4.6. Технологический анализ чертежа
Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами. При оценке технологичности детали необходимо рассчитать показатели технологичности.
Показатели технологичности:
- качественные
- количественные.
1.4.6.1. Качественные показатели технологичности
Технологичными поверхностями являются наружные и внутненние поверхности, фаски и отверстия, обработка которых осуществляется стандартными методами и инструментами.
Точность и шероховатость поверхности определяется условиями эксплуатации трубопровода.
Наружные поверхности детали и контровочные отверстия легко доступны для обработки, что облегчает изготовление детали.
Контровочные отверстия, предназначены для проверки работоспособности соединения по целостности пломбы.
Для подсоединения трубопровода предусмотрены канавка и наружные цилиндрические поверхности с метрическими резьбами.
Резьбы М22 и М16 предусмотрены для надежного соединения двух трубопроводов разного диаметра.
Конструктивная форма детали позволяет обрабатывать внутренние поверхности на проход, что повышает технологичность.
Таким образом, с точки зрения обрабатываемых поверхностей, деталь технологична.
1.4.6.2. Количественные показатели технологичности
1. Коэффициент точности обработки.
Показатели точности обработки приведены в таблице 4.
Таблица 4 - Показатели точности обработки
| № | Размер по чертежу | Квалитет | Количество размеров |
| 1 | Ø22 | 12 | 1 |
| 2 | М22*1,5 | 12 | 1 |
| 3 | Ø22 | 12 | 1 |
| 4 | Ø21,6 30о 3 | 12 | 1 |
| 5,7 | Ø14,5 | 13 | 2 |
| 6 | М16*1,5 | 12 | 1 |
| 8 | Ø9 74о 3 | 14 | 1 |
| 9 | Ø9 | 14 | 1 |
| 10 | Ø8 | 14 | 1 |
| 11 | Ø1,5 | 14 | 2 |
| 12 | Ø16 | 12 | 1 |
| 13 | с Ø16 на Ø8 | 12/14 | 1 |
Ктч = 1×
 ; Аср=
; Аср= ∑A;
∑A;Аср=
 ×153=10,9;
×153=10,9;Ктч=1-
 =0,91;
=0,91;Ктч≥0.8
Вывод: так как Ктч ≥ 0.8 то деталь технологична.
2. Коэффициент шероховатости обработки.
Показатели шероховатости поверхностей приведены в таблице 5.
Таблица 5 - Показатели шероховатости
| Поверхность | Точность | Шероховатость | Методы обработки |
| 1 | 2 | 3 | 4 |
| Ø50 | х8 | Ra2,5 | Обтачивание однократное; Шлифование однократное |
| Ø70 | 3 | Ra10 | Обтачивание однократное |
| Ø50 | f9 | Ra1,25 | Обтачивание двукратное; Шлифование однократное |
| Ø40 | b12 | Ra2,5 | Обтачивание двукратное; Накатывание |
| Ø39 | 1 | Ra10 | Обтачивание двукратное |
| Ø38 | d9 | Ra1,25 | Обтачивание двукратное; Шлифование однократное |
| M27 | 6g-8g | Ra10 | Обтачивание двукратное; Накатывание резьбы |
| Ширина шлицев 6 | 0,12 | Ra6,3 | Выдавливание |
Кш=1-
 ; Бср- значение шероховатости; Бср = ∑Бί; Кш ≥0.6;
; Бср- значение шероховатости; Бср = ∑Бί; Кш ≥0.6;Бср=
×71=5,1;Кш=1-
 =0.8
=0.8Вывод: так как Кш ≥ 0,6 деталь технологична.
3. Коэффициент унификации конструктивных элементов.
Показатели унификации конструктивных элементов заносим в таблицу 6.
Таблица 6 - Таблица унифицированных элементов
| Размер по чертежу | Квалитет | Количество размеров | Унифицированный элемент |
| Ø22 | 12 | 1 | + |
| М22*1,5 | 12 | 1 | + |
| Ø22 | 12 | 1 | + |
| Ø21,6 30о3 | 12 | 1 | + |
| Ø14,5 | 13 | 2 | + |
| М16*1,5 | 12 | 1 | + |
| Ø9 74о3 | 14 | 1 | - |
| Ø9 | 14 | 1 | + |
| Ø8 | 14 | 1 | + |
| Ø1,5 | 14 | 2 | + |
| Ø16 | 12 | 1 | + |
| с Ø16 на Ø8 | 12/14 | 1 | - |
Кукэ = Оуэ / Q = 12 / 14 = 0,85 – технологично
Кукэ ≥ 0,6
Вывод: так как Кукэ ≥ 0,6 то деталь технологична
Общий вывод: По рассчитанным количественным показателям видим, что деталь «Штуцер» технологична.
1.5. Базирование заготовки
1.5.1. Выбор технологических баз и схемы базирования и схемы установки
Выбор баз для механической обработки производится с учетом достижения требуемой точности взаимного расположения поверхностей детали, по линейным и угловым размерам, обеспечения доступа инструментов к обрабатываемым поверхностям, обеспечения простоты и унификации станочных приспособлений, а так же удобства установки в них заготовки.
В технологическом процессе обработки детали цапфа поворотная используются следующие схемы базирования:
1. При фрезеровании торцов и обработке центровочных отверстий для базирования используем цилиндрическую поверхность детали и торец.

Рисунок 1.4 — Базирование по цилиндрической поверхности детали и торцу.
2. При токарной обработке наружной цилиндрической поверхности для базирования используются центровочные отверстия.

Рисунок 1.5 — Базирование по центровым отверстиям.
3. При токарной обработке наружной цилиндрической поверхности и накатывании в качестве базы используем центровые отверстия.

Рисунок 1.6 — Базирование по центровым отверстиям.
4. При выдавливании шлицев базирование осуществляется по центровым отверстиям и торцу

Рисунок 1.7 — Базирование по центровым отверстиям и торцу.
5. При правке деталь базируется по наружной цилиндрической поверхности и торцу.

Рисунок 1.8 — Базирование по наружной цилиндрической поверхности и торцу.
6. На шлифовальных операциях деталь базируется по центровым отверстиям.


Рисунок 1.9 — Базирование по центровым отверстиям.
7. При накатывании резьбы в качестве базы используется наружная цилиндрическая поверхность и торец.

Рисунок 1.10 — Базирование по наружной цилиндрической поверхности и торцу.
На заготовительной операции нужно отрезать заготовку от шестигранного проката для этого используем призму.
На токарной операции обработка ведется на токарно-винторезном станке 16К20, заготовка устанавливается и закрепляется в трехкулачковом патроне и вращающемся центре.
Таблица 7 - Технологические базы
| № операции | Наименование операции | №уст. базы | №об пов. | Оборудование | Приспособление | Режущий инструмент | Средства измерения | |
| 005 | Фрезерно-центровальная | 3, 16, 21 | 1,22, 18, 19 | Фрезерноцентро вальный МР-71 | Призмы, пнев мо-прихват | Фреза торцевая 2шт. Ø120 Т5К10 центр.сверлов=3.15 Р6М5 | Шаблон на центровые отв., образцы шероховатости ШЦ-II-320 ГОСТ 166-80 | |
| 010 | Токарная черновая | Уст.А 1,16, 19 Уст.Б 1,22, 20 | 4,3 5,23,7,9,10, 16 | Токарно-винторез- ный. 16К20 | 3-х кулачковый самоцентр. патрон; задний вращ. центр | Резец проходной Т5К10,  = = | ШЦ-II-320 ГОСТ 166-80, Линейка 1-300 | |
| 015 | Токарная програм мная | 18,1, 22 | 2,3,4 | Токарный станок 16К20Т1 | Патрон поводковый с плав.центром,центр задний вращ. | Резец контурный с механич. креплениемТ15К6, | ШЦ-II-320 ГОСТ 166-80 | |
| 020 | Токарная програм мная | 1,18, 22 | 17,16,14,13, 10,9,87,6,5,23,11, 12 | Токарный станок 16К20Т1 | Патрон поводковый с плав.центром,центр задний вращ. | Резец контурный Т15К6, резец канавочный Т5К10, резец резьбовой Т15К6 в=60, | ШЦ-II-320 к-кольца М48×1,5,шаблоны на конусы, шаблоны кана вочные, сартроник | |
| 025 | Кругло-шлифовальная | Уст А 1,18, 19 УстБ 1,18, 22 | 3 7,16 | Кругло-шлифо вальный 3М151 | Мягкие про кладки, патрон поводковый, центра неподвижные | Шлифов. круг ПП600х100х 20 15А 40Н С2 6 К1 Б 35м/с | ИЧ-10-0,01 ГОСТ 577-68, к-скобы, сартроник | |
| 030 | Шпоночно-фрезерная | 3,16, 19 | 15,20 | Шпоноч - но-фрезер ный 6Д92 | Призмы, упор, пневмо-прихват | Фреза концеваяØ6, фреза шпоночная Ø8 Р6М5 ГОСТ 17026-71 | ШЦ-II-320 ГОСТ 166-80 Микрометр | |
005 Токарная.
Подрезать заготовку в размер 139,5 +0,63 мм
Рассверлить отверстие в размер Ø 30 -0,21 мм
Точить конус под углом а = 300
Точить наружные цилиндрические поверхности Ø200 +0,46 мм, Ø95f7, точить фаски 2 х 450 мм. Оборудование: Токарно - винторезный полуавтомат 16К20 с ЧПУ.
Приспособление: патрон трехкулачковый пневматический 1416 Режущий инструмент: подрезной резец, отрезной резец, сверло спиральное с прямыми канавками, резец проходной чистовой широкий. Мерительный инструмент: калибр - пробка 95h6 мм.
010 Фрезерная.
Фрезеровать лыски радиусом R = 60 мм последовательно. Оборудование: Вертикально - фрезерный 6М125. Приспособление: оправка жесткая. Режущий инструмент: Фреза концевая специальная
Мерительный инструмент: Фреза концевая ГОСТ 4675 - 59
015 Токарная с ЧПУ. Подрезать торец в размер 138 +0,63 мм.
Точить наружную поверхность в размер Ø60 +0,046 мм под шлифование, точить фаски.
Оборудование: Токарно - револьверный полуавтомат с ЧПУ. Приспособление: Четырехкулачковый пневматический патрон. Режущий инструмент: подрезной резец, проходной резец.
020 Сверлильная
Сверлить четыре отверстия Ø12 мм последовательно Рассверлить четыре отверстия Ø 17 мм последовательно выдерживая размер 160 мм. Сверлить четыре отверстия Ø7 мм последовательно соблюдая межосевое расстояние 14 мм. Оборудование: Вертикально - сверлильный 2Р135. Приспособление: накладной кондуктор. Режущий инструмент: сверла стандартные с коническим хвостовиком.
025 Шлифовальная
Шлифовать наружную поверхность в размер Ø60f7. Оборудование: станок Круглошлифовальный 3Б161. Приспособление: Четырехкулачковый патрон пневматический. Режущий инструмент: Шлифовальный круг. Мерительный инструмент: калибр - скоба 60h7 ПР, НЕ.
1.6. Определение типа производства
Исходные данные: 1. Тип производства - серийный
2. Годовая программа выпуска Nг = 2.500 шт.,
3. Масса детали 10,06 кг.
Для Серийного производства характерны следующие признаки:
1. Постоянство номенклатуры выпускаемого изделия.
2. Специализация рабочих мест для выполнения нескольких операции на одном станке.
3. Периодичность изготовления изделий.
4. Применяется специальное и специализированное оборудование и оснастка.
5. Применение стандартных приспособлений и инструментов.
6. Применяются универсальные станки, но со специальными и универсальными приспособлениями.
7. Незначительный объем ручных и доводочных работ.
8. Рабочие средней квалификации.
9. Незначительная длительность производственного цикла.
10. Оборудование располагается по ходу выполнения технологической операции, а так же по групповому принципу.