Учебник для вузов. Издание второе, дополненное и исправленное Уфа. Ооо ДизайнПолиграфСервис
 Скачать 16.32 Mb. Скачать 16.32 Mb.
|

19.2. Состав работ, выполняемых при строительстве линейной части трубопроводовПри сооружении линейной части трубопроводов выделяют два периода - подготовительный и основной. В ходе подготовительного периода выполняют следующие виды работ: - разбивку трассы; - отвод земель; - подготовку строительной полосы; - устройство временных и постоянных дорог. Разбивку трассы производит специальная бригада, включающая представителей проектной организации (изыскателей), генподрядчика и заказчика. При разбивке трассы через каждые 3...5 км устанавливают временные реперы, связанные нивелирными ходами с постоянными реперами, и постоянные реперы на переходах через реки, болота, железные и автомобильные дороги. Кроме того, закрепляют и привязывают оси и углы поворота трассы. В местах пересечения трассой трубопровода подземных сооружений на поверхности земли устанавливают соответствующие знаки. Одновременно с разбивкой трассу передают генподрядчику. Отвод земель под строительство у землепользователей осуществляется заблаговременно, чтобы не нанести им ущерба (например, посевам или плановым заготовкам древесины). Ширина полосы отвода земли для строительства магистрального трубопровода ограничена действующими нормативами. При прокладке трубопровода без рекультивации (восстановления плодородного слоя) земель она составляет от 19 до 45,5 м, а с рекультивацией - до 60 м. Общая ширина строительной полосы складывается из следующих зон (рис. 19.1): I - прохода строительной колонны; II - разработки траншеи и отвала грунта; III, VI - работы бульдозера; [V - рекультивации; V -отвала плодородного слоя. В ходе подготовки строительной полосы осуществляется ее расчистка и планировка. При расчистке мелкий лес (диаметром до 20 см) и кустарник удаляют бульдозерами, кусторезами, корчевателями-собирателями и другими машинами. Крупные деревья спиливают бензомоторными пилами. Камни и валуны удаляют со строительной полосы целиком или после дробления взрывами. Необходимость планировки полосы строительства связана с созданием условий для обеспечения проезда строительных машин, а также с тем, что радиус изгиба трубопровода в вертикальной плоскости не должен быть меньше некоторого минимально допустимого значения. Устройство временных и постоянных дорог необходимо для выполнения основных работ на трассе трубопровода, для доставки материалов и грузов, передвижения строительных машин и механизмов, а также для ухода за трубопроводом в процессе его эксплуатации. Часть дорог функционирует только в период строительства (временные), другие используются и после его окончания (постоянные). При спокойном рельефе и достаточной несущей способности земной поверхности дороги сооружают путем разравнивания грунта грейдером. При необходимости их несущая способность может быть повышена подсыпкой гравия, каменной мелочи, металлургического шлака. На болотах дороги сооружают из бревен, дощатых щитов, железобетонных плит, а зимой сооружают зимники путем намораживания льда толщиной 15...20 см с изготовлением настила из бревен. Ширина дорог должна быть не менее 3,5 м. В ходе основного периода выполняются следующие виды работ: - погрузочно-разгрузочные и транспортные работы; - земляные работы; - сварочно-монтажные работы; - изоляционно-укладочные работы; - очистка внутренней полости и испытание трубопроводов. Общая технологическая схема производства работ на строительстве линейной части трубопровода и комплекс используемых при этом машин приведены на рис. 19.2. 19.3. Сооружение линейной части трубопроводов Погрузочно-разгрузочные и транспортные работыВ состав данных видов работ входят выгрузка труб из железнодорожных вагонов, барж, судов; транспортировка их от пунктов назначения (станций, портов, пристаней) к трубосварочным базам, местам промежуточного складирования или непосредственно на трассу трубопровода. На погрузо-разгрузочных работах наиболее часто используют автокраны и трубоукладчики. При подъеме труб, изолированных в заводских условиях, используют мягкие полотенца, траверсы и клещевые захваты.  Рис. 19.1. Зоны полосы отвода земель для строительства магистрального трубопровода: а - расстановка механизмов без выполнения рекультивации; б - то же, при выполнении рекультивации; зоны: 1 - прохода строительной колонны и трактора; II - разработки траншеи и отвала грунта; III, VI - работы бульдозера; IV- рекультивации; V- отвала плодородного слоя; 1 -траншея; 2 - ось траншеи; 3,5 - отвал соответственно минерального грунта и плодородного слоя; 4 - трубопровод; 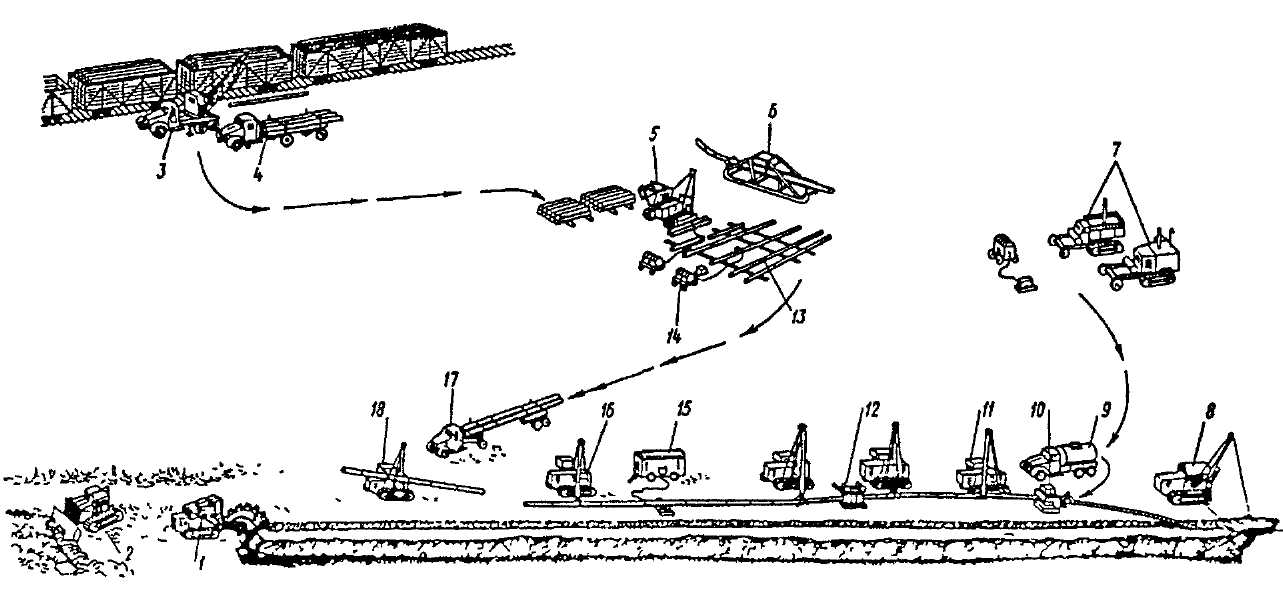 Рис.19.2. Общая технологическая схема производства работ на строительстве трубопровода и комплекс машин для строительства: 1 - роторный траншейный экскаватор; 2 - бульдозер; 3 - автокран; 4, 17-автотрубовозы; 5, 11, 16,18 - трубоукладчики; 6 - трубогибочный станок; 7 - битумоплавильные котлы; 8 - траншеезасыпатель; 9 - автобитумовоз; 10 - изоляционная машина; 12 - очистная машина; 13 -трубосварочная база; 14, 15 - сварочные генераторы Транспортировку отдельных труб и секций из нескольких труб, сваренных на трубосварочной базе, осуществляют на специальнообо-рудованных машинах - трубовозах или плетевозах, изготавливаемых на базе автомобилей марок «Урал», ЗИЛ, КрАЗ, МАЗ или тракторов типа К700, К701. В последние годы при строительстве магистральных трубопроводов для перевозки материалов, оборудования и конструкций широко используют вертолеты. Земляные работы Объем земляных работ на линейной части зависит от схемы прокладки трубопровода и профиля траншеи. В настоящее время применяют следующие схемы прокладки магистральных трубопроводов: подземная, полуподземная, наземная и надземная. Выбор схемы прокладки определяется условиями строительства и окончательно принимается на основании технико-экономического сравнения различных вариантов. Подземная схема (рис. 19.3) предусматривает укладку трубопровода в грунт на глубину превышающую диаметр труб. При подземной прокладке не загромождается территория и после окончания строительства используются пахотные земли, отсутствует влияние атмосферных условий на изоляционное покрытие и свойства перекачиваемого продукта. Однако на участках с вечномерзлыми, скальными и болотистыми грунтами данная схема прокладки является не экономичной из-за высокой стоимости земляных работ. Кроме того, на участках с высоким уровнем грунтовых вод требуются дополнительные затраты на балластировку трубопроводов. Полуподземная схема прокладки (рис. 19.4) применяется при пересечении трубопроводом заболоченных или солончаковых участков, при наличии подстилающих скальных пород. Трубопровод укладывается в грунт на глубину менее диаметра с последующим обвалованием выступающей части. Наземная схема прокладки (рис. 19.5) в насыпи используется преимущественно в сильно обводненных и заболоченных районах. Ее недостатками являются слабая устойчивость грунта насыпи и необходимость устройства большого числа водопропускных сооружений. Надземная прокладка трубопроводов или их отдельных участков применяется в пустынных и горных районах, местах распространения вечномерзлых грунтов (рис. 19.6), а также на переходах через естественные и искусственные препятствия (рис. 19.7). При надземной прокладке объем земляных работ сводится к минимуму, не провоцируется начало растепления вечномерзлых грунтов, отпадает необходимость в устройстве защиты от почвенной коррозии и блуждающих токов. Однако надземная прокладка имеет недостатки: загромождается территория, требуются дополнительные затраты на устройство опор, удерживающих трубопровод, специальных проходов для миграции животных и проездов для техники и т.д. 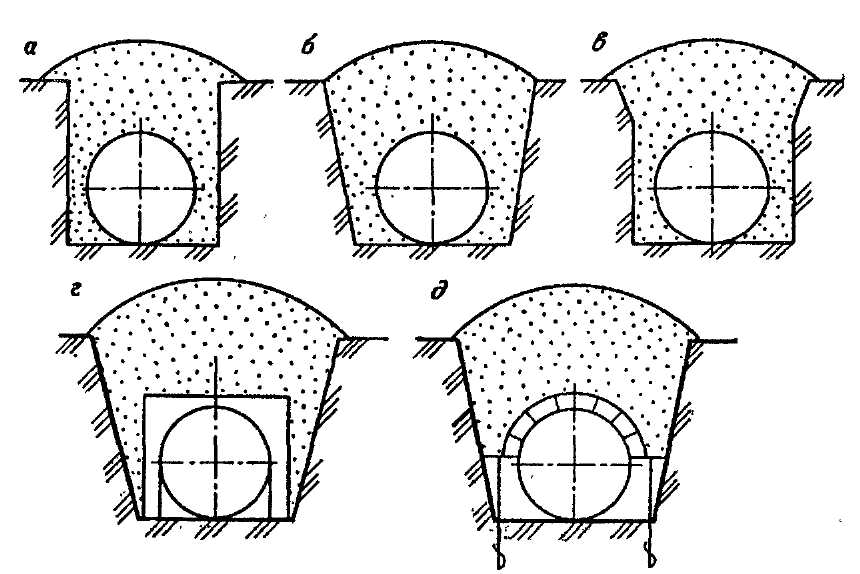 Рис. 19.3. Подземные схемы прокладки трубопровода: а - прямоугольная форма траншеи; б - трапецеидальная форма траншеи; в - смешанная форма траншеи; г - укладка с балластировкой седловидными пригрузами; д - укладка с использованием винтовых анкеров для закрепления против всплытия Наиболее распространенной (98 % от общей протяженности) является подземная прокладка трубопроводов. В этом случае к земляным работам относят рытье траншеи и обратную засыпку уложенного в траншею трубопровода. Выбор метода разработки грунтов зависит от их прочности. Мягкие грунты разрабатывают послойным срезанием с помощью экскаваторов, бульдозеров или скреперов, скальные - взрывным способом, мерзлые - с применением предварительного рыхления. Экскаватор - это землеройная машина с рабочим органом в виде одного или нескольких ковшей, снабженных режущими кромками в виде ножа или отдельных зубьев. При углублении в грунт и движении ковша происходит сначала его заполнение срезаемым грунтом, а затем удаление грунта в отвал, после чего цикл повторяется. Для рытья траншей при сооружении магистральных трубопроводов применяют одноковшовые и многоковшовые (роторные) экскаваторы. Одноковшовые (с обратной лопатой) экскаваторы (рис. 19.8) применяют в основном при ведении земляных работ в особых случаях: в условиях болот, в местах установки запорной арматуры, на переходах магистральных трубопроводов через естественные и искусственные препятствия и т.д. Однако одноковшовые экскаваторы относятся к машинам циклического действия, у которых рабочий цикл (разработка грунта) чередуется с холостым циклом (выгрузка ковша), поэтому их производительность невысока. Наибольшее применение при рытье траншей в необводненных грунтах получили высокопроизводительные многоковшовые (роторные) экскаваторы (рис. 19.9). Основным рабочим органом многоковшового экскаватора служит ротор с 14...24 ковшами малой вместимости (0,12...0,25 м1). Ротор закрепляют на раме в задней части гусеничного трактора. Для приема грунта из ковшей и удаления его в отвал за бровку траншеи служит ленточный транспортер. При рытье траншеи ротор, вращающийся от двигателя через передаточный механизм, сначала погружают в грунт на проектную глубину, а затем машинист включает передний ход экскаватора. Областью преимущественного применения многоковшовых (роторных) экскаваторов является рытье траншей в относительно сухих грунтах на прямолинейных участках сравнительно большой протяженности. В условиях болот сооружение траншей может производиться одним из следующих способов: 1) обычным одноковшовым экскаватором со щитов, понтонов, салазок; 2) экскаватором в болотном исполнении; 3) подрывом удлиненных зарядов. 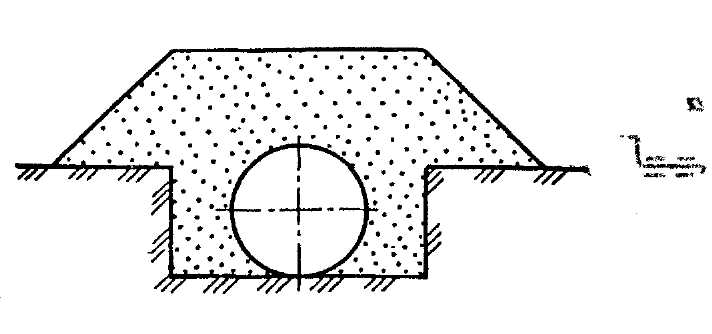 Рис. 19.4. Полуподземная схема прокладки трубопровода 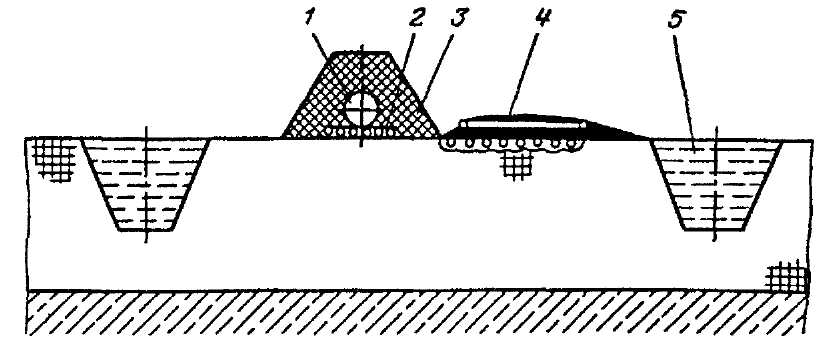 Рис. 19.5. Наземная схема укладки: 1 - трубопровод; 2 - хворостяная подготовка; 3 - насыпь (обвалование); 4 - лежневая дорога; 5 - противопожарная канава-резерв 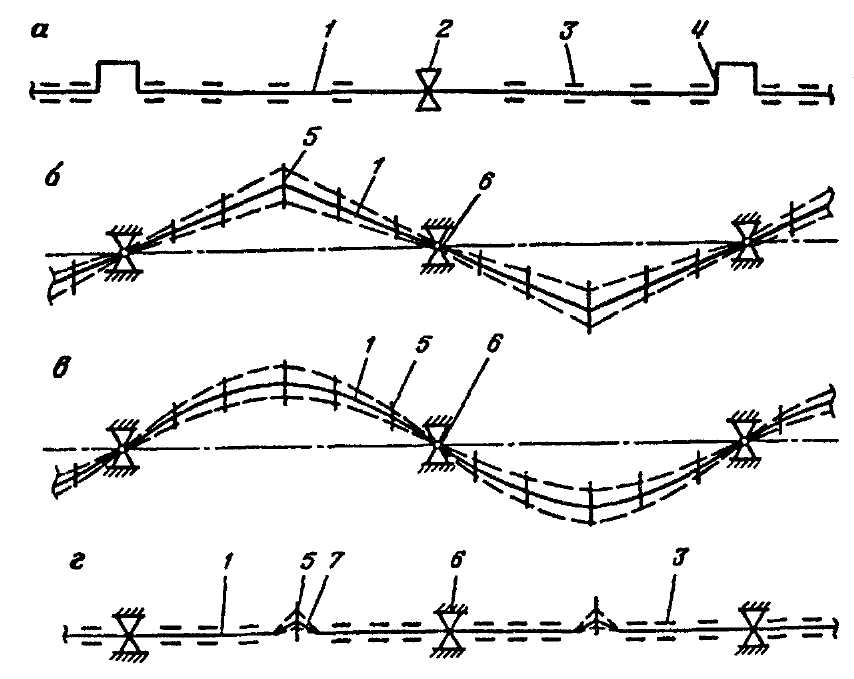 Рис.19.6. Надземные схемы укладки линейной части магистрального трубопровода: а - прямолинейная прокладки с П-образными компенсаторами; б - зигзагообразная прокладка; в - упругоискривленный самокомпенсирующийся трубопровод; г - прямолинейная прокладка со слабо-изогнутыми компенсационными участками; 1 - трубопровод; 2 - неподвижная (анкерная) опора; 3 - промежуточная продольно-подвижная опора; 4 - П-образный компенсатор; 5 - промежуточная свободноподвижная опора; 6 - шарнирная опора; 7 - слабоизогнутый компенсационный участок 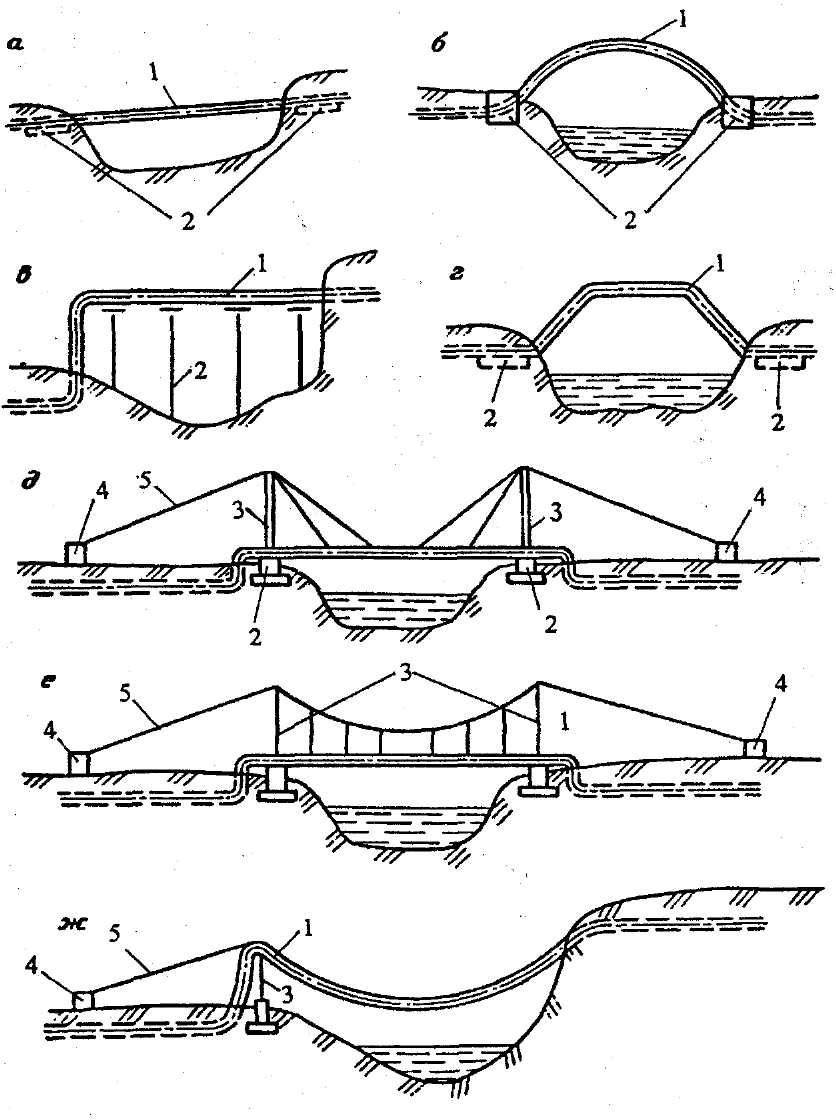 Рис. 19.7. Надземные схемы переходов через естественные и искусственные препятствия: а - однопролетный балочный переход; б - арочный переход; в - многопролетный балочный переход с компенсатором; г - трапецеидальный переход; д - вантовый переход; е - висячий переход; ж - переход в виде самонесущей провисающей нити; 1 - трубопровод; 2 - опора; 3 - пилон; 4 - якорь; 5 - несущий трос 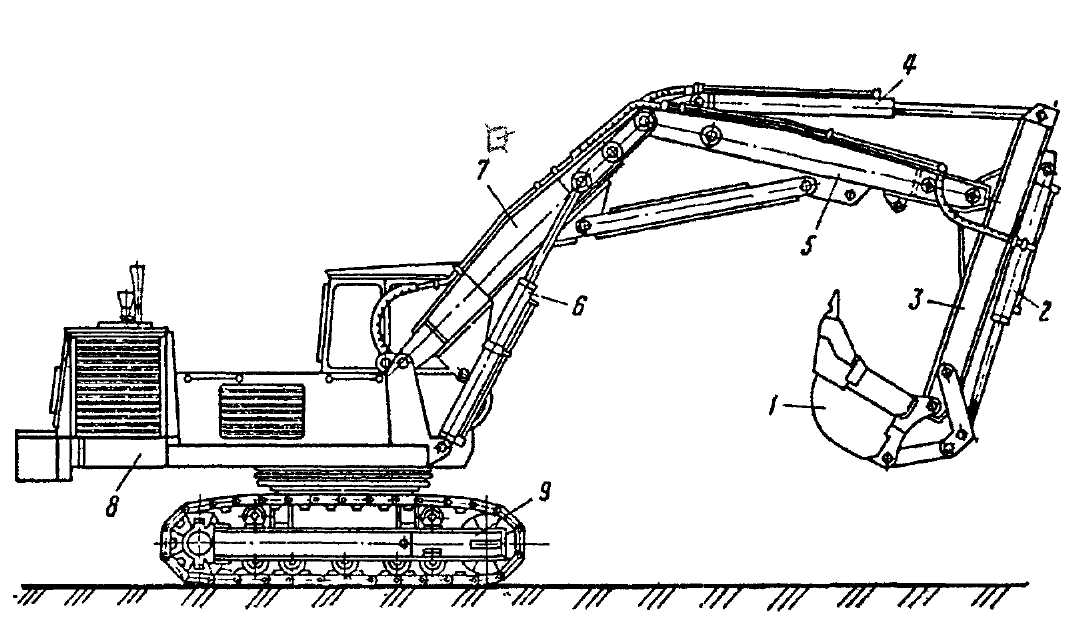 Рис.1 9.8. Схема одноковшового экскаватора: 1 - ковш; 2 - гидравлический цилиндр ковша; 3 - рукоять; 4 - гидравлический цилиндр рукоятки; 5 - вставка; 6 - гидравлический цилиндр стрелы; 7 - стрела; 8 - поворотная платформа; 9 - ходовая гусеничная тележка 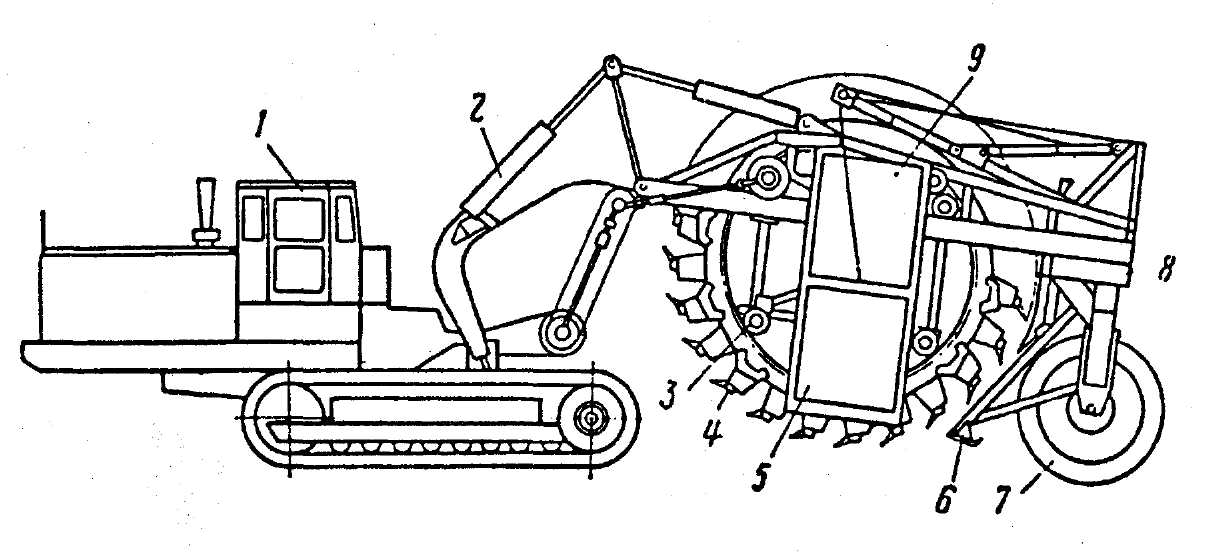 Рис. 19.9. Роторный траншейный экскаватор: 1 - тягач; 2 - механизм подъема рабочего органа; 3 - ролики; 4 - ковш; 5 - рама; б - зачистной щит; 7 - колесо; 8 - внешняя рама; 9 - ротор Разработку траншей в скальных грунтах ведут буровзрывным методом. Сначала бурят небольшие скважины - шпуры, в которые закладывают заряды взрывчатого вещества. При одновременном подрыве зарядов скальная порода разрушается и затем удаляется в отвал одноковшовыми экскаваторами. Чтобы впоследствии не повредить изоляцию трубопровода на дне траншей в скальных грунтах устраивают постель из мягкого грунта (например, песка). При рытье траншей в зимнее время или в условиях вечной мерзлоты используют различные методы: предварительное оттаивание мерзлых грунтов, резка мерзлых грунтов баровыми машинами, предварительное рыхление мерзлых грунтов взрывом. Однако наиболее часто применяют предварительное рыхление мерзлых грунтов с помощью специальных машин-рыхлителей. Рыхлитель - это мощный гусеничный трактор, оснащенный зубьями из прочной стали. С их помощью мерзлый грунт разрыхляют на глубину 0,3...0,5 м, а затем удаляют его в отвал экскаватором. В условиях пустынь для рытья траншей используют мощные бульдозеры с отвалами, выполненными в форме полуковшей-полу-совков. После того как сваренный и заизолированный трубопровод уложен в траншею ее засыпают. Для этого используют бульдозеры, роторные траншеезасыпатели, одноковшовые экскаваторы или драглайн, которые перемещают грунт из отвала. Сварочно-монтажные работы Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации: 1) сварка отдельных труб длиной 6 и 12м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка; 2) вывоз отдельных труб непосредственно на трассу, где их и сваривают. При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку. В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой. От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки. В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов - источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора. Различают ручную и автоматическую электродуговую сварку. Сварочный пост для ручной электродуговой сварки оборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов. Каждый электрод состоит из стального стержня диаметром 3...5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав. Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами. Автоматическая электродуговая сварка была разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г. При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2...4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40...50 мм специально приготовленный зернистый материал - флюс. Слой флюса играет ту же роль, что и покрытие электродов. Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения - 60...100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб - то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут «прихвачены» друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов. До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистка необходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10...20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромок заключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри. При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства - внутренние или наружные центраторы. Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов (рис. 19.10). Они снабжены специальным распорным механизмом, выравнивающим кромки труб. Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя. Наружные центраторы (рис. 19.11) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60...80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов. С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением. Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5... 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы. 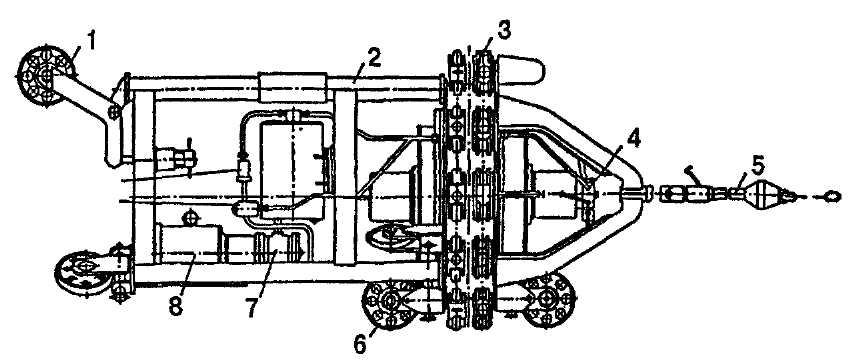 Рис. 1910. Общий вид внутреннего центратора ЦВ-102: 1 - рамки; 2 - рама; 3 - центрирующий механизм; 4 - гидрораспределитель; 5 - штанга; 6 - опорные колеса; 7 - поршневой насос; 8 - электродвигатель постоянного тока; 9 - обратный клапан; 10 - предохранительный клапан 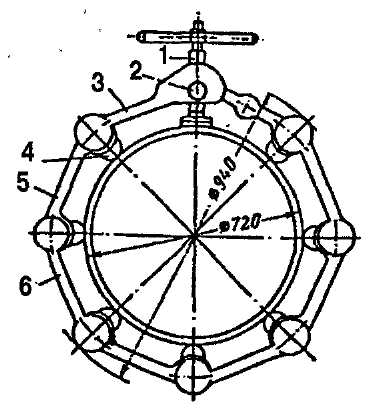 Рис. 9.11. Наружный многозвенный центратор: 1 - натяжной винт; 2 - крестовина; 3 - накидной замок; 4 - рамки; 5,6- звенья Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север». Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке. К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д. Изоляционно-укладочные работы Изоляционно-укладочные работы проводят после сварки трубопровода в непрерывную нить и отрывки траншеи проектного профиля. Перед нанесением на трубопровод изоляционного покрытия его поверхность необходимо очистить от грязи, ржавчины, окалины, снега и льда, чтобы обеспечить лучшую прилипаемость изоляции. Для очистки и изоляции трубопроводов в трассовых условиях используются специальные машины. Очистные машины предназначены для очистки наружной поверхности труб до металлического блеска и нанесения грунтовки на поверхность трубопровода. Очистная машина представляет собой цилиндрический (кольцевой) корпус, внутри которого находятся силовая и очистная установки. Машина надевается на трубу и перемещается вдоль оси с помощью двигателя внутреннего сгорания. Одновременно осуществляется механическая очистка поверхности трубопровода с помощью скребков и металлических щеток, вращающихся вокруг трубы. Битумная грунтовка подается из бачка насосом и разравнивается на поверхности трубы «полотенцами». Изоляционные машины предназначены для нанесения на трубопровод мастичного или полимерного пленочного изоляционного покрытия. Изоляционная машина (рис. 19.12) также, как очистная, одевается на трубу и перемещается по ней на ходовых колесах 8 с помощью двигателя внутреннего сгорания 3. Машина для нанесения мастики (битумной, АСМОЛ и др.) снабжена емкостью, из которой горячая расплавленная мастика шестеренным насосом через сопло подается на верхнюю образующую трубы и далее - стекает по ней вниз. Формирование изоляционного покрытия необходимой толщины осуществляется с помощью специальной обечайки, перемещающейся соосно трубе. Излишки мастики собираются в бачок, из которого они вновь возвращаются в верхнюю емкость. Для намотки стеклохолста и оберточного материала изоляционная машина оборудована специальным механизмом, состоящим из большой кольцевой звездочки, на боковой поверхности которой имеются оси. На них навешивают шпули с соответствующим рулонным материалом (стеклохолстом, бризолом и т.п.). Конец рулона приклеивается к поверхности трубы и при вращении звездочки с натягом наматывается на трубу. Механизм для намотки рулонных материалов расположен в задней части изоляционной машины. Изоляционная машина для нанесения на трубопровод полимерных липких лент отличается тем, что не имеет устройств для подогрева и нанесения мастики. В последние годы появились машины, которые совмещают выполнение функций очистки поверхности трубопровода и нанесения на него полимерных лент. Они представляют собой два последовательно расположенных на общей раме агрегата - силового и изолировочного. Силовой агрегат состоит из дизельного двигателя и коробки перемены передач, а изолировочный включает очистное устройство и механизм нанесения полимерной ленты, аналогичные ранее описанным. Силовой и изолировочный агрегаты соединены на шарнирах, что обеспечивает прохождение машин по трубопроводу на криволинейных участках. Дополнительно такая машина оснащена устройством отсоса пыли, образующейся при очистке трубы. Применение комбинированных машин (комбайнов) позволяет сократить количество потребной техники (машин для изоляции и трубоукладчиков), уменьшить количество обслуживающего персонала, снизить суммарные затраты мощности и металлоемкость машин. Изоляционно-укладочные работы на строительстве магистральных трубопроводов выполняются двумя способами: совмещенным и раздельным. При совмещенном способе очистка наружной поверхности трубопроводов, их изоляция и укладка в траншею объединены в один процесс, выполняемый механизированной изоляционно-укладочной колонной (рис. 19.13). На трубопровод надевают очистную и изоляционную машины, поднимают его трубоукладчиками, установленными на определенном расстоянии друг от друга и начинают работы, перемещаясь вдоль бровки траншеи. Заизолированный трубопровод опускают на подготовленное дно траншеи. Количество и расстановка трубоукладчиков зависит от веса единицы длины трубопровода, то есть от его диаметра и толщины стенки. Основные требования при этом таковы: 1) напряжения, возникающие в трубопроводе, должны вызывать только упругие деформации металла; 2) изоляционное покрытие в момент касания дна траншеи должно иметь механическую прочность, исключающую ее повреждение частицами грунта; 3) должно быть предотвращено опрокидывание трубоукладчиков/ 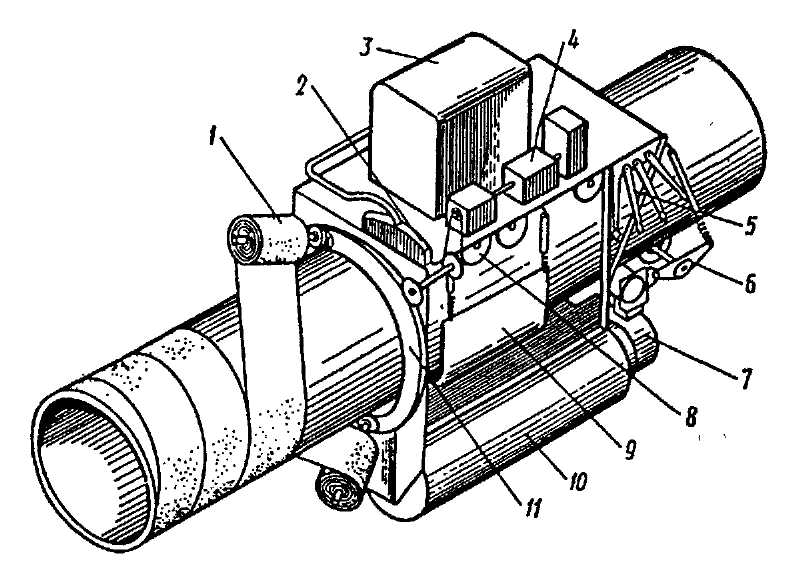 Рис. 19.12. Самоходная битумоизоляционная машина: I - шпуля; 2 - насадок; 3 - двигатель; 4 - силовая передача; 5 - рычаги управления; 6 - прижимное устройство; 7 - насос; 8 - ходовое колесо; 9 - обечайка; 10 - ванна; II - обмоточный механизм При раздельном способе ведения работ процессы изоляции и укладки отделены друг от друга. Благодаря этому, появляется возможность изолировать трубы еще до рытья траншей, т.е. создавать задел, обеспечивающий ускорение работ. В данном случае при строительстве используют заранее изолированные (например, в заводских условиях или на полевых базах) трубы и секции труб. Недостатками способа являются: 1) необходимость изоляции стыков при соединении труб или секций в нитку; 2) неизбежность повреждения изоляционного покрытия при погрузочно-разгрузочных и транспортных работах. Поэтому раздельный способ ведения изоляционно-укладочных работ найдет широкое применение только при применении высокопрочных изоляционных покрытий (эмалевых, эпоксидных, алюминиевых). Областью преимущественного применения раздельного способа является проведение изоляционно-укладочных работ на болотах и на обводненных участках. В этом случае, с одной стороны, прохождение тяжелой техники изоляционно-укладочных колонн затруднено, а с другой, необходимо предотвратить всплытие пустого трубопровода, т.е. надежно закрепить его на проектных отметках. Заизолированный трубопровод укладывают в подготовленную траншею одним из следующих способов: - протаскиванием готового трубопровода по дну траншеи; - протаскиванием по поверхности водоема с наращиванием секций и последующим погружением на дно траншеи; - сплавом балластированного трубопровода на понтонах. В первом случае на головную часть плети надевают специальный оголовок и протаскивают трубопровод по дну подводной траншеи с помощью лебедки, находящейся на противоположном берегу болота или обводненного участка. Чтобы избежать повреждения изоляции трубопровод предварительно футеруют матами из деревянных реек. Предотвращение всплытия трубопровода достигается предварительной установкой на нем чугунных и железобетонных грузов-утяжелителей. Во втором случае готовую секцию трубопровода без грузов-утяжелителей с заглушкой на переднем торце перемещают по водной поверхности. После окончания протаскивания одной секции к ней сваркой присоединяют другую длиной 100...200 мм возобновляют протаскивание. После установки всей плети над траншеей ее погружают на дно траншеи навешиванием грузов-утяжелителей с понтонов. В третьем случае заизолированный трубопровод с закрепленными на нем грузами-утяжелителями сплавляют по воде на понтонах, удерживающих его на плаву, и устанавливают над осью траншеи. Затем трубопровод погружают на дно траншеи путем последовательного отсоединения понтонов. 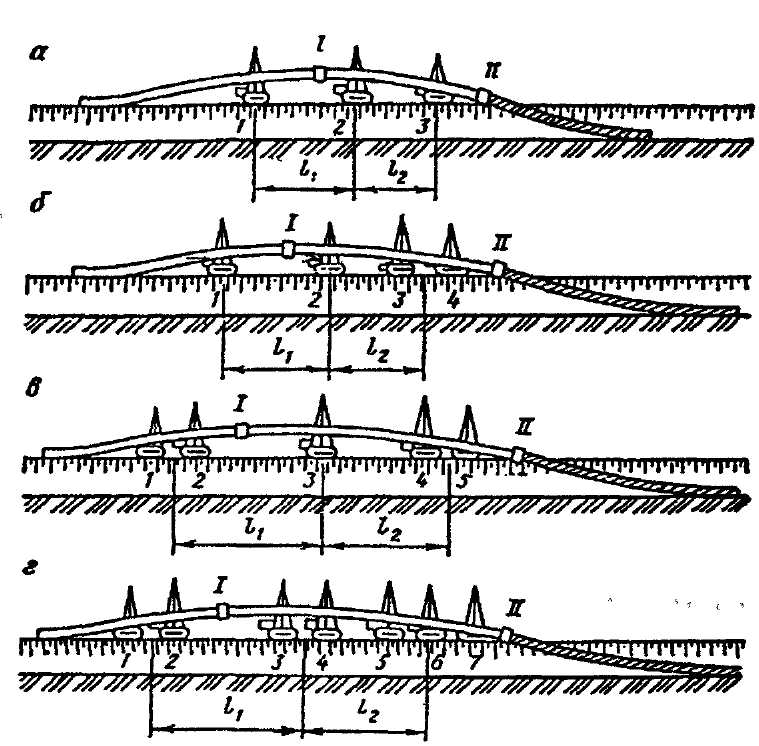 Рис.19.13. Схема проведения изоляционно-укладочных работ совмещенным способом при различных диаметрах трубопровода: Э-529...820 мм; 6-1020 мм; в-1220 мм; г-1420 мм 1-7 места расположения кранов-трубоукладчиков по ходу колонны; I, II - очистная и изоляционная машина; L 1, L2- расстояние между кранами-трубоукладчиками и их группами Очистка внутренней полости и испытание трубопроводов При строительстве внутрь трубопровода попадают грязь, вода, снег, инструменты и другие посторонние предметы. Кроме того, на внутренней поверхности труб имеется окалина, а порой и ржавчина. Если их не удалить, то впоследствии перекачиваемый продукт будет загрязнен и его качество ухудшится. Кроме того, могут образоваться пробки (в местах установки запорной арматуры, на фильтрах и т.п.), препятствующие движению потока. В связи с этим после выполнения сварочно-монтажных, изоляционно-укладочных и земляных работ производят очистку внутренней полости трубопроводов. Применяют два способа очистки: продувку воздухом (или газом) и промывку водой. В настоящее время основным способом очистки внутренней полости трубопроводов диаметром менее 219 мм является продувка трубопроводов высокоскоростным потоком воздуха или газа. Предпочтительнее осуществлять продувку сжатым воздухом. В качестве ресивера (емкости для накопления сжатого воздуха) используется смежный участок трубопровода, перекрытый с двух сторон запорной арматурой или заглушками. Воздух нагнетается в него передвижными компрессорными станциями. Геометрический объем ресивера должен быть не меньше объема очищаемого участка, а давление воздуха в нем должно быть равно 0,6... 1,2 МПа. Для очистки трубопроводов диаметром более 219 мм их продувку выполняют с использованием очистных поршней, перемещаемых потоком сжатого воздуха. В отдельных случаях, как исключение, по специальному согласованию продувку выполняют природным газом. Его источниками могут быть: - месторождения газа, расположенные вблизи трассы трубопровода или питающие строящийся магистральный газопровод; - проложенный рядом действующий магистральный газопровод. Однако следует иметь в виду, что природный газ образует с воздухом взрывоопасную смесь. Поэтому при продувке газом с использованием очистных поршней, способных вызвать искру от столкновения с инородными предметами, из трубопроводов предварительно должен быть вытеснен воздух. Для этого очищаемый участок продувают одним газом под давлением не более 0,2 МПа. Вытеснение воздуха считается законченным, когда концентрация кислорода в газе, выходящем из трубопровода станет не более 2 %. Содержание кислорода определяют газоанализатором. Промывка внутренней полости трубопроводов водой применяется в случаях, когда их испытание на прочность и герметичность будет проводиться гидравлическим способом. При промывке по трубопроводам в потоке пропускают поршни-разделители. Промывка заканчивается, когда очистное устройство выходит из противоположного конца трубопровода. Испытание трубопроводов на прочность и герметичность проводят после завершения всех предшествующих работ (укладки, засыпки, очистки полости, врезки линейной арматуры). Применяют следующие способы испытаний: гидравлический, пневматический и комбинированный. Гидравлическое испытание выполняют главным образом водой. В качестве ее источников используют естественные или искусственные водоемы (реки, озера, водохранилища, каналы и т.п.). Трубопровод заполняется водой с помощью наполнительных агрегатов через узлы подключения. Поскольку присутствие воздуха в полости трубопровода может исказить результаты испытаний, то для его удаления в повышенные точки профиля врезаются воздуховыпускные краны. При испытаниях на прочность в трубопроводе необходимо создать давление, на 10...25 % превышающее то, с которым будет вестись перекачка. Сначала давление в испытуемом участке повышают наполнительными агрегатами. Когда же их технические возможности будут исчерпаны, наполнительные агрегаты отключают и включают опрессовочные агрегаты. После достижения расчетного давления их отключают, закрывают задвижки и выдерживают трубопровод под испытательным давлением 24 ч. Если в процессе подъема или выдержки давления случаются разрывы, то трубы разрушенного участка заменяют новыми, а испытание повторяют. При испытании на герметичность измеряют снижение рабочего давления в течение определенного промежутка времени. Если оно незначительно, то делают вывод о герметичности испытуемого участка трубопровода. Заканчиваются гидравлические испытания вытеснением воды из полости трубопровода. На магистральных газопроводах для этого пропускают не менее двух поршней-разделителей со скоростью 3...10 км/ч под давлением сжатого воздуха или газа. Воду из нефте- и неф-тепродуктопроводов после их испытания удаляют одним поршнем-разделителем, перемещаемым под давлением транспортируемого продукта. Пневматическое испытание трубопроводов выполняют сжатым воздухом или природным газом. Их источники и средства закачки те же, что и при продувке. Повышение давления в трубопроводе производится в несколько ступеней с обязательным осмотром трассы при достижении давления, равного 30 % от испытательного. Затем давление поднимают до испытательного (1,1 Рраб) и, перекрыв запорную арматуру, выдерживают трубопровод в течение 12 ч. Допустимое снижение давления - не более 1 %. Затем давление снижается до рабочего и выдерживают его еще не менее 12 ч. В случае утечек воздуха или разрыва труб подача воздуха немедленно прекращается, давление снижается до атмосферного и выполняются работы по устранению дефектов, после чего испытание возобновляется. По окончании испытания оборудование демонтируют и перебазируют на новый участок. Достоинством пневматического метода испытаний является отказ от использования значительных количеств воды. Кроме того, нет необходимости вытеснять ее по окончании испытаний. Поэтому он широко используется при испытаниях на прочность и герметичность магистральных газопроводов. Однако обнаружение негерметичности трубопроводов с помощью этого метода связано с определенными трудностями. Так, при компримировании воздух нагревается. При его последующем охлаждении в трубопроводе уменьшается давление, что ошибочно можно идентифицировать как утечку. С другой стороны, воздух является сжимаемой средой. Поэтому даже при наличии мелкой утечки темп снижения давления в трубопроводе невелик. Гидравлический метод позволяет зафиксировать даже незначительные негерметичности: вода является практически несжимаемой средой и сравнительно небольшая ее утечка приводит к заметному снижению давления в трубопроводе. Чтобы уменьшить количество используемой воды ее последовательно перемещают из одного испытуемого участка в другой. Однако если опрессовочную воду не удалось вытеснить полностью, то это приводит к внутренней коррозии трубопроводов. Кроме того, не всегда по трассе имеются достаточные для проведения испытаний объемы воды. Чтобы надежно установить отсутствие утечек в трубопроводах в условиях ограниченных ресурсов воды прибегают к комбинированному методу испытаний, когда давление в трубопроводе создается двумя средами - воздухом и водой или природным газом и водой. В этом случае сначала полость трубопровода заполняют сжатым воздухом или газом, а затем поднимают давление до испытательного, закачивая воду опрессовочными агрегатами. |