СД.ДС.Ф.1 .Управление процессами. Учебнометодический комплекс дисциплины Управление процессами Специальность подготовки 080507. 65 Менеджмент организации
 Скачать 2.03 Mb. Скачать 2.03 Mb.
|

Лекция 5. Производство – трансформация операционных ресурсов в продукцию (3 часа)Производство (в узком смысле как производство чего-нибудь) — процесс создания материальных и нематериальных благ, необходимых для удовлетворения тех или иных потребностей. Здесь происходит соединение факторов производства: труда, капитала, земли, предпринимательской деятельности. Это соединение будет иметь различный характер в зависимости от того, кому каждый из этих факторов принадлежит (самому работнику, государству, предпринимателю). Исходными данными организации производства являются сведения о рыночной ситуации (маркетинге) и данные о возможностях предприятия в наполнении сегментов рынка своей продукцией. Эти данные определяют предмет производства, его конструктивные и технологические особенности, конкурентоспособность, цену и т. д. Ассортимент продукции характеризует специализацию производства на основании близости конструкций изделий и технологии их изготовления. В совокупности эти данные позволяют прогнозировать масштаб и тип производства, эффективный способ изготовления продукции. Технологический процесс как основа производственного процесса В основе любого производственного процесса лежит тип производства. Тип производства — это совокупность организационно-технических и экономических характеристик, а также особенностей сочетания факторов и элементов организации производства, обусловленных номенклатурой, масштабом и регулярностью выпуска продукции. В свою очередь номенклатура и масштаб (программа) выпускаемой продукции определяют уровни концентрации, специализации кооперирования и комбинирования производства. В зависимости от сочетания перечисленных форм организации производства и его элементов существуют следующие типы производства: единичный, серийный (мелкосерийный, серийный, крупносерийный) и массовый. Под типом производства (объем продукции) разрабатывается соответствующая технология — совокупность способов, приемов, средств получения, обработки, или переработки сырья, материалов и изготовления готовых изделий (услуг) с описанием маршрутов движения и последовательности выполнения отдельных технологических операций и процедур. Избранная технология формирует состав машин, оборудования, транспортных средств, контрольной аппаратуры, оснастки и инструмента. По ней нормируются расходы материалов, затраты машинного и рабочего времени, определяются режимы работы оборудования, направления движения предметов труда. На базе технологии определяются формы движения производства: сочетание операций во времени (последовательное, параллельное, смешанное), выбираются виды транспортных средств, пункты отправления и доставки, маршруты, места для складирования сырья, материалов полуфабрикатов, деталей, узлов, агрегатов и т.д. После завершения этих этапов формируют производственный процесс как в целом по предприятию, так и по подразделениям. Далее определяются направления и характер движения производства: прерывный или непрерывный, места сосредоточения незавершенного производства. На каждом переходе определяется партионность и периодичность запуска деталей, узлов, агрегатов, производительность оборудования, потребность в инструментарии и другие факторы, На основе частных производственных процессов рассчитывается длительность производственного цикла, размеры незавершенного производства. Для поддержания непрерывности и ритмичности хода производства определяются системы технического обслуживания и управления. Все специализированные подразделения образуют производственную структуру и генплан предприятия. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА Следует различать управленческие и производственные процессы. Управленческий процесс — совокупность операций и процедур воздействия управляющей подсистемы на управляемую, осуществляющихся в рамках организационной структуры фирмы. Производственный процесс в машиностроении – это совокупность действий, необходимых для выпуска готовых изделий из полуфабрикатов. В основу производственного процесса положен технологический процесс изготовления изделий, во время которого происходит качественное изменение состояния объектов производства. Для бесперебойного выполнения технологического процесса изготовления изделий в механосборочном производстве существуют вспомогательные процессы. Каждый производственный процесс состоит из множества частных процессов, в результате выполнения которых создаются отдельные составные части товара. Все частные процессы разделяются на основные, вспомогательные и обслуживающие. Под основными процессами понимаются такие, в результате которых изменяется форма или размеры предметов труда, его внутренние свойства, состояние поверхности, взаимное расположение составных частей. К вспомогательным относят такие процессы, которые непосредственно не соприкасаются с предметами труда, а призваны обеспечивать нормальное протекание основных процессов. К обслуживающим относятся такие процессы, как внутризаводские перевозки, складирование и т. п. Аналогично производственным процессам подразделяются управленческие процессы. Только здесь в качестве предметов труда выступают управленческое решение, информация, нормативно-технический или управленческий документ. Если операция направлена на изменение любого параметра управленческого предмета труда, то этот процесс будет основным. К обслуживающим управленческим процессам относятся процессы по накоплению, контролю и передаче предметов труда. К вспомогательным - все те, которые создают нормальные условия протекания основных и обслуживающих процессов изготовление, приобретение или ремонт средств технического оснащения и т. п. Проектирование любых процессов осуществляется на основе анализа и разработки мер по углублению межпроизводственной, внутрипроизводственной, технологической и функциональной специализации. Организация производственного процесса в пространстве представляет способ сочетания заготовительных, обрабатывающих и сборочных производственных процессов на территории фирмы по переработке "входа" системы (фирмы) в ее "выход" - готовый продукт. Производственный цикл Важнейшим параметром организации производственного процесса во времени является производственный цикл изготовления деталей, составных частей изделия и изделия в целом от заготовительных до сборочных и испытательных операций. Длительность рабочего цикла состоит из рабочего периода и времени перерывов (см. рис.). Рабочий период изготовления состоит из рабочих операций, транспортно-складских операций и контрольных операций. Технологические операции состоят из основного, вспомогательного времени (оперативное время) и подготовительно-заключительного времени. Основным временем называется время, в течение которого производится выполнение операции. Оно может быть машинным, ручным или машинно-ручным. Вспомогательное время на операцию — это время, затрачиваемое на приемы, обеспечивающие выполнение основной работы. Подготовительно-заключительное время затрачивается в начале на подготовку рабочего места, отладку оборудования, приспособлений, установку инструмента и в конце смены на снятие приспособлений, инструмента и т. д. Это время тратится на партию обрабатываемых в течение смены предметов труда. Перерывы в рабочее время делятся на естественные процессы (сушка, нормализация после термообработки и др. процессы, протекающие без участия человека), организационные перерывы (ожидание освобождения рабочего места, задержки поставки комплектующих изделий и т. п.), регламентированные перерывы (перерывы на обед, отдых и т. п.). 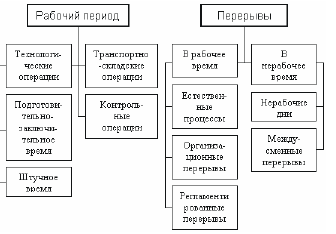 Длительность производственного цикла изделия рассчитывается после построения графика протекания процесса сборки и расчета длительности производственных циклов изготовления штучных деталей или партий деталей. Основными факторами сокращения длительности производственных процессов являются: –упрощение конструкции изделия, повышение уровня блочности для изделий массового и крупносерийного производства; –упрощение и совершенствование технологического процесса; –унификация и стандартизация составных частей изделия, его конструктивных элементов, элементов технологических процессов, оборудования оснастки, организации производства; –углубление подетальной, технологической и предметной специализации на основе унификации и увеличения программы выпуска изделий и его составных частей; –сокращение удельного веса механически обрабатываемых деталей; –анализ и соблюдение принципов рациональной организации производственных процессов: пропорциональности, параллельности, непрерывности, прямоточности, ритмичности и др.; –механизация и автоматизация учета времени, контрольных и транспортно-складских операций; –сокращение времени естественных процессов путем замены их соответствующими технологическими процессами; –сокращение межоперационных перерывов; –увеличение удельного веса технически обоснованных норм времени, норм обслуживания, норм расхода ресурсов; –стимулирование экономии времени и выполнения требований по качеству. ПРИНЦИПЫ РАЦИОНАЛЬНОЙ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА Основными принципами рациональной организации любых процессов являются пропорциональность, непрерывность, параллельность, прямоточность, ритмичность, а также концентрация однородных предметов труда (деталей, информации, документов и т. п.) в одном месте, гибкость процесса. Пропорциональность — принцип, выполнение которого обеспечивает пропускную способность рабочих мест процесса, пропорциональное обеспечение рабочих мест информацией, материальными ресурсами, кадрами и т. д. Имеются четыре направления повышения пропорциональности: – пересмотр конструкции детали с целью обеспечения пропорциональности операций по трудоемкости; – пересмотр технологического процесса, режимов обработки; – разработка и реализация организационных мероприятий по замене оборудования, перепланировка участка; – догрузка рабочих мест другой аналогичной деталью. Пропорциональность определяется по формуле Кпр = Мmin / Mmax, где Mmin, Mmax – соответственно минимальная и максимальная пропускная способность или параметр рабочего. Места в технологической цепи (мощность, разряд работ, объем и качество информации и т. п.). Непрерывность — принцип рациональной организации процессов, определяемый отношением рабочего времени к общей продолжительности процесса: Кнепр = Траб/Тц, где Траб — продолжительность рабочего времени; Тц — общая продолжительность процесса, включая простои или пролеживание предметов труда между рабочими местами, на рабочих местах и т. п. Параллельность — принцип рациональной организации процессов, характеризующий степень совмещения операций во времени. Виды сочетания операций: последовательное, параллельное, параллельно-последовательное. Коэффициент параллельности рекомендуется определять по формуле: Кпар = Тц. пар / Тц. посл . Прямоточность — принцип рациональной организации процессов, характеризующий оптимальность пути прохождения предмета труда и информации. Коэффициент прямоточности рекомендуется определять по формуле: Кпрям = Допт/ Дфакт,, где Допт — оптимальная длина пути прохождения предмета труда, исключающая лишние звенья, возвраты на прежнее место. Дфакт – фактическая длина пути прохождения предмета труда. Ритмичность — принцип рациональной организации процессов, характеризующий равномерность их выполнения во времени. Коэффициент ритмичности рекомендуется определять по формуле: Крит = Viф / Vin, , где Viф – фактический объем выполненной работы за анализируемый период (декада, месяц, квартал) в пределах плана (свыше плана не учитывается); Vin – плановый объем работ. Перечисленные принципы рациональной организации процессов являются основным фактором повышения организованности системы менеджмента и характеризуются степенью количественной определенности связей (энтропией) между компонентами системы. Для снижения неопределенности необходимо во всех управленческих документах (планах, программах, стандартах, положениях, инструкциях и т. д.) находить и четко фиксировать связи органов управления с управляемыми объектами. ПРОИЗВОДСТВЕННАЯ СТРУКТУРА И ФАКТОРЫ ЕЕ РАЗВИТИЯ Производственная структура предприятия — совокупность основных, вспомогательных и обслуживающих подразделений предприятия, обеспечивающих переработку "входа" системы в ее "выход" — готовый продукт с параметрами, заданными в бизнес-плане. Характер построения подразделений, их количество определяется такими формами организации, как специализация, концентрация, кооперирование, комбинирование. Известны три вида производственной структуры промышленного предприятия: предметный, технологический и смешанный (предметно-технологический). При предметной структуре основные цеха предприятия, их участки строятся по признакам изготовления каждым из них определенного изделия или какой-нибудь из его частей (узла, агрегата) или определенной группы деталей. Применяется в механосборочных и сборочных цехах заводов крупносерийного и массового производства. Предметная структура упрощает и ограничивает формы производственных взаимосвязей между цехами, сокращает путь движения деталей, упрощает и удешевляет межцеховой и внутрицеховой транспорт, уменьшает длительность производственного цикла, повышает ответственность работников за качество работ. Предметная структура цехов позволяет расставить оборудование по ходу технологического процесса, применить высокопроизводительные станки, инструменты, штампы, приспособления. Технологическая структура предопределяет четкую технологическую обособленность, например, наличие литейного, штамповочного, механического, сборочного цехов. Этот тип производственной структуры упрощает руководство цехом (или участком), позволяет маневрировать расстановкой людей, облегчает перестройку производства с одной номенклатуры изделий на другую. К числу недостатков относятся: возникновение встречных маршрутов движения изделий, усложнение производственных взаимосвязей между цехами, значительные затраты времени на переналадку оборудования, ограниченная возможность применения высокопроизводительных специальных станков, инструментов, приспособлений. Все это увеличивает издержки производства. Смешанная структура характеризуется наличием на одном и том же машиностроительном заводе одних и тех же цехов, организованных по предметному, и по технологическому признаку. Преимущества: уменьшение объемов внутренних перевозок, сокращение длительности производственного цикла, улучшение условий труда, более высокий уровень загрузки оборудования, рост производительности труда, снижение себестоимости продукции. Производственные подразделения предприятия — цеха, участки, обслуживающие подразделения и службы (прямо или косвенно участвующие в производственном процессе), связи между ними, взятые в совокупности, составляют его производственную структуру предприятия. Построение рациональной производственной структуры предприятия осуществляется в следующем порядке: устанавливаются состав цехов предприятия, их мощность в размерах, обеспечивающих заданный выпуск; рассчитываются площади для каждого цеха и склада, определяются пространственные расположения их в генеральном плане предприятия; планируются все транспортные связи внутри предприятия, их взаимодействия с внешними для предприятия путями; намечаются кратчайшие маршруты межцехового передвижения предметов труда по ходу производственного процесса Основной структурной производственной единицей предприятия является цех — обособленное в административном отношении звено, выполняющее определенную часть производственного процесса В машиностроении цеха, как правило, подразделяются на четыре группы: основные, вспомогательные, обслуживающие и подсобные. В основных цехах выполняются операции по изготовлению продукции, предназначенной для реализации. Цеха делятся на заготовительные, обрабатывающие и сборочные. К заготовительным относятся литейные, кузнечно-штамповочные, цехи сварных конструкций; к обрабатывающим механообрабатывающие, деревообрабатывающие, термические, гальванические, покрасочные; к сборочным — узловой и общей сборки. Вспомогательные цеха — инструментальные, ремонтно-механические, энергетические. Обслуживающие хозяйства – транспортный цех, складское хозяйство, лесопильный и товарный цеха. Определенное место в структуре машиностроительного завода занимает складское хозяйство, санитарно-технические устройства и коммуникации (электросети, газо- и воздухопроводы, отопление, вентиляция и т.д.). В состав цеха входят основные и вспомогательные производственные участки. Основные производственные участки создаются по принципу технологической или предметной специализации. К вспомогательным относятся участки механика и энергетика по текущему ремонту и обслуживанию механообрабатывающего и энергетического оборудования; инструментально-раздаточная кладовая с заточной мастерской, транспортная служба, мастерская по ремонту технологической оснастки и др.  Рис. Примерная производственная структура машиностроительного предприятия с предметно-технологическим принципом построения цехов ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ЦЕХА В состав цеха машиностроительного завода входят производственные и вспомогательные отделения (участки), складские подсобные устройства (рис.), а также бытовые и служебные помещения. Состав участков зависит от типа, вида изделия и организации производства. Производственные участки. Участок — типичная структурная единица машиностроительного предприятия или его цеха. Участок представляет собой относительно обособленную группу рабочих мест. Обособление происходит по организационно-производственным и административно-кадровым признакам, причем первые играют ведущую роль. В участок могут быть объединены рабочие места, где выполняются сходные технологические операции и установлено однотипное оборудование. Более рациональной формой специализации являются участки с технологическими маршрутами. Если изделия проходят здесь полный цикл обработки, то такой участок называется предметно-замкнутым (ПЗУ). Ясно, что для рациональной загрузки ПЗУ должна существовать устойчивая номенклатура изделий, подлежащих изготовлению на его оборудовании, ритмично повторяющаяся в производстве. Это возможно лишь в условиях серийного и крупносерийного производства.  Рис. Производственная структура механосборочного цеха со смешанной (предметно- технологической) структурой управления. Производственные участки подразделяются на механические участки со смешанной предметно-технологической структурой — корпусных деталей, валов, шестерен, крепежа и т.д. и сборочные с узловой сборкой, общей сборкой, испытаний, покраски, упаковки и др.; В состав вспомогательных участков цеха входят: контрольные отделения; ремонтная база цехового механика в соответствии с формой организации ремонтной службы на заводе; отделение ремонта технологической оснастки; заточное отделение (может быть общезаводским); отделение переработки стружки (может предусматриваться общекорпусное); отделение приготовления и раздачи смазочно-охлаждающей жидкости (также может предусматриваться общекорпусное). Цеховые склады подразделяются на склады материалов и заготовок; межоперационные; промежуточные, или комплектовочные; инструментов и приспособлений; запасных частей и хозяйственных материалов. Подсобные устройства цеха подразделяются на магистральные проезды, вентиляционные устройства, трансформаторные подстанции и др. В состав служебных помещений входят: цеховые, технические и контрольные службы. Запасы составляют до 40% от общего инвестиционного капитала. С одной стороны снижаются затраты за счет хранящегося уровня запасов. С другой стороны могут возникнуть трудности с частыми перебоями поставок в связи с нехваткой запасов. Запасом является любой ресурс, который используется для того, чтобы удовлетворить текущую и предстоящую потребность. Заготовки и исходные материалы, полуфабрикаты, находящиеся в производственном процессе и готовые изделия являются предметами запасов. Фирма должна установить, произвести или закупить материалы и комплектующие. Следующим шагом является прогнозирование спроса, затем менеджеры определяют запас, необходимый для удовлетворения этого спроса. ФУНКЦИИ ЗАПАСОВ Функция накопления. Накопления продуктов производства необходимо для удовлетворения спроса, когда снабжение или спрос нерегулярны, что позволяет избежать потерь, или появления простоев, вызванных нехваткой запасов. Функция защиты от инфляции. Размещая наличность в банке, фирма способна получить хороший процент. С другой стороны, ценность запаса может расти быстрее, чем деньги, помещенные в банк. Затраты и риск хранения должны быть оценены. Функция управления запасами с изменением величины заказа. Другое использование запаса – это получение преимуществ в зависимости от величины дисконтов. При больших заказах поставщик может предложить скидки (дисконты), за счет этого понизить стоимость продукции. Существует ряд недостатков, вызываемых покупкой больших количеств запасов: более высокая стоимость хранения, порча складируемых материалов, разрушение склада, воровство, возрастание величины страхования и т.д. Увеличение инвестиции в запасы уменьшает денежную наличность и тем самым уменьшает возможность инвестирования по другим направлениям. УПРАВЛЕНИЕ ЗАПАСАМИ Производственные (операционные) менеджеры основали системы для управления запасами. Рассмотрим две составляющие таких частей. АВС - анализы. Запасы подразделяются на три классификационных группы на основе годовой стоимости их в долларах. ABC- анализ есть приложение из области запасов — «Партио-принцип», который указывает, что имеется критическое меньшинство и тривиальное большинство. Определяя годовой объем в для АВС-анализа, мы измеряем годовой спрос каждой единицы наименований запаса и умножаем ее на цену единицы. Класс А-единиц наименований — это тот, на который приходится высокий годовой объем. Эти единицы могут составлять около 15% от общего количества, но они представляют 70 — 80% от общей стоимости запасов. Класс В-единиц — это запас единиц, на который приходится средняя величина годового объема в долларах. Эти наименования могут представлять около 30% от общего числа наименований и 15 — 25% общего объема в денежных единицах (ДЕ). Остальные с низким объемом затрат в ДЕ в год образуют класс С. Они представляют 5% от годового объема затрат в долларах, но около 55% наименований от общего числа. Графически запасы многих организаций могут быть представлены в виде графика, представленного на рис. 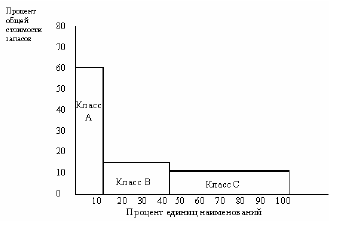 Вместо годового объема в ДЕ может фигурировать число единиц наименований, например, предвидение инженерных изменений, проблема доставки, проблемы количества или высокая стоимость единицы могут диктовать распределение наименований в итоговой классификации. Более тщательное прогнозирование, контроль, надежность поставок, максимальная надежность учета, сохранность — все это дает метод управления запасами, известный как АВС-анализ. Точность записей учета. Хорошая политика запасов мало чего стоит, если служба менеджмента не знает, какими запасами владеет. Точность ведения учета запасов является действенной составляющей производственной системы и системы движения запасов. Чтобы гарантировать точность записи поступлений и расходов должны быть так же надежны, как и сохранность на складах и в кладовых. Хорошо организованные склады должны иметь контролируемые подходы, хорошие условия хранения и площади, позволяющие содержать определенное количество запасов. Емкости (поддоны), места на стеллажах (полках) и секции должны быть точно промаркированы. Инвентаризация (цикл расчета). Записи движения запасов должны подтверждаться инвентаризацией или системой аудиторских проверок, которые называют циклами расчета. Циклы расчетов опираются на классификацию запасов, полученную в результате АВС-анализа. В результате инвентаризации единицы наименований подсчитываются, сравниваются с данными учета, которые подтверждаются или нет, а установленные неточности периодически документируются. Наименование единиц группы А подвергаются проверке чаще всего, возможно 1 раз в месяц, наименования группы В возможно раз в квартал, единицы наименований группы С проверяются каждые 6 месяцев. Периодические инвентаризации (цикловые расчеты) имеют следующие преимущества: 1. Предохраняют от перебоев и реализуют обеспечение производственной потребности в ежегодных запасах. 2. Предупреждают от ежегодной корректировки запасов. 3. Обеспечивают возможность персоналу точно оценивать запасы. 4. Выявляют причины ошибок и определяют меры по их устранению. 5. Поддерживают точность записей запасов. ЗАПАСЫ «ТОЧНО ВОВРЕМЯ» (JIT) Запасы в производственных и распределительных системах часто существуют как системы «точно в случае». При такой методике запасы существуют между всеми сегментами производства и распределения. Запасы «точно вовремя» (JIT) предполагают наличие минимальных запасов, необходимых для функционирования совершенной производственной системы. В этой системе точные количества единиц прибывают в тот момент, когда они нужны, ни минутой раньше и ни минутой позже возникновения потребности в них. Чтобы внедрить систему «точно во время» менеджеры стремятся снизить влияние как внешних, так и внутренних возмущающих факторов. Если запасы существуют для компенсации отклонений в производственных процессах, менеджеры устраняют эти отклонения. Когда менеджерам удается освободиться от отклонений, они нуждаются в очень небольших запасах. Причиной отклонений часто является терпимость к расточительству времени и ресурсов или плохому по качеству менеджменту. Некоторые причины отклонении возникают вследствие того, что: – рабочие, машины и поставщики производят детали и узлы, не соответствующие стандартам не вовремя или не соответствующего качества; – конструкторская документация и чертежи не точны или имеют ошибки; – производственный персонал пытается организовать производство до получения чертежей и спецификаций в комплекте; – покупательский спрос неизвестен. Эти и подобные отклонения могут потребовать от фирмы поддержания различных типов запасов (заделов): запасов материалов и заготовок, заделов используемых в производстве (незавершенное производство), запасных частей для ремонта оборудования и механизмов (MRO) и запасы готовых изделий. Запасы материалов и заготовок собственного производства и получаемых со стороны используются для отдаления поставщиков от производственного процесса. Такой подход исключает зависимость от отклонений в поставках, количестве, качестве или времени поставок. Заделы внутри рабочих процессов определяются временем производственных циклов изготовления. С уменьшением циклов уменьшаются заделы. Часто это нетрудно сделать. Большая часть времени изготовления продукта — это непроизводственная часть, которую можно рассматривать как потерю времени. Непосредственное рабочее время является небольшой частью производственного цикла (не более 5%). Запасы для ремонта оборудования (MRO) создаются потому, что время и необходимость в ремонте оборудования неизвестны. Некоторые запасы на ремонт планируются, а остальные потребности в ремонтных запасах должны прогнозироваться. Аналогично, готовые изделия могут также складироваться потому, что покупательский спрос в данный момент времени неизвестен. Все перечисленные соображения определяют наличие запасов (заделов). Подход «точно в случае» в управлении запасами имеет дело с преодолением отклонений на разных стадиях производственного процесса. Накопление заделов сопровождается увеличением запасов и идет до тех пор, пока уровень запасов не станет гарантией покрытия всех изменений как внешних так и внутренних. С другой стороны, недостатки в организации движения материальных потоков приводят к завышению запасов, которые скрывают недостатки. Снижение уровня запасов заставляет обратить внимание менеджеров на существующие недостатки и устранить причины их вызывающие. После этого можно снова снизить уровень запасов. К организационным недостаткам, которые замедляют движение материального потока, относятся: брак, задержка транспортировки, поломки оборудования, продолжительные переналадки, неоправданно большие размеры заделов на рабочих местах, ошибки в конструкторской документации, нарушения трудовой дисциплины и др. Производство «точно вовремя». Производство «точно вовремя» снижает потери времени, опирается на синхронизацию операций и небольшие запасы, решается за счет производства небольшими партиями. Снижение размеров партий является главным условием, обеспечивающим снижение запасов и их стоимости. Средний уровень запасов = (Максимум запаса + минимум запаса) / 2 Средний уровень запаса падает, если падает вновь заказываемое количество, так как максимальный уровень запасов уменьшается. И чем меньше размер партий, тем виднее недостатки. Следует стремиться понизить суммарные заделы и уделить внимание размерам заделов. Одна из возможностей достичь небольших размеров заделов — это перемещать материальный поток через цех (участок) только тогда, когда в этом есть производственная необходимость. Это лучше, чем выталкивать полуфабрикаты на следующую рабочую позицию, не имея представления о том, готова их принять эта позиция или нет. Если заделы движутся тогда, когда нужно, это называют вытягивающей системой движения материального потока. Японцы называют такую систему «КАНБАН» (в переводе означает «карточка»). «КАНБАН». В целях снижения запасов (заделов) японцы используют систему, которая «протаскивает» заделы через цех. Карточка используется для того, чтобы сигнализировать о том, что требуется больше материалов (полуфабрикатов). Потребность в следующей партии материалов может сигнализировать о необходимости переместить существующий запас (задел) с одного рабочего места к следующему или о необходимости произвести детали, комплекты деталей или узлы. Карточка является разрешением на следующую партию (ее получение или производство). Система была модифицирована во множество методик, так что хотя ее и называют «КАНБАН», но карточек в них не существует. В некоторых случаях пустые позиции на полу указывают, что необходима следующая партия полуфабрикатов. Партии, как правило, очень малы, и обычно требуется нескольких часов для их изготовления. Такая производственная система предусматривает точное планирование и частые переналадки машин. Небольшие количества всех деталей должны быть произведены несколько раз в день. Такая система должна функционировать ритмично, возникновение дефицита полуфабрикатов в любой ее части почти немедленно скажется на работе системы в целом. «КАНБАН» усиливает исполнение планов в нужный срок и понижает время и затраты на требуемые переналадки. Преимущества от небольших заделов велики. Небольшие партии позволяют ограничить повреждение материала. Многочисленные аспекты, связанные с запасами, как правило, отрицательны, и только один, а именно – доступность, которую они обеспечивают, является положительным моментом запасов. Среди отрицательных моментов следующие: – низкое качество запасов; – устаревание; – разрушение; – необходимость в площадях; – рост активов; – увеличение страховки; – рост объемов перемещаемых материалов; – увеличение количества несчастных случаев; Затраты, вызванные перечисленными факторами, называются затратами хранения, или текущими затратами. Затраты хранения заказа и переналадок Затраты хранения — это затраты, вызванные хранением или «движением» запасов во времени. В затраты хранения также входят и складские, такие, как затраты на страхование, зарплату обслуживающего склады персонала сверх нормативного количества, процент на капитал и др. Табл. показывает составляющие для определения затрат на хранение. Многие фирмы считают, что реально их трудно определить, поэтому затраты на хранение постоянно занижаются. Заказы в небольших количествах снижают затраты на каждый заказ. Затраты на заказ включают затраты на поставки, процесс поставки и форму, на оплату труда конторских служащих и др. Когда заказы выполняются (изготавливаются), затраты принимают форму затрат на переналадку. Затраты на переналадку – это затраты на подготовку машины или процесса для изготовления заказа. В большинстве случаев затраты на переналадку увязывают со временем переналадки, они будут большими, чем инновационный менеджер может допустить. Наладка обычно требует огромного количества работы, прежде чем операция будет завершена в рабочем центре. Многие приготовления, требующиеся для наладки, могут быть сделаны до того, как машина или процесс могут быть остановлены МОДЕЛИ ЗАПАСОВ Модели управления запасами предполагают, что спрос на определенное изделие или не зависит или зависит от спроса на другие изделия. В случае когда спрос на изделие зависим, планирование производства базируется на спросе на конечное изделие. Типы моделей управление запасами, которые позволяют определить: 1. Когда размещать заказ на изготовление. 2. Как много изделий надо заказывать для пополнения запаса. Рассматриваются четыре модели, не зависящих от спроса: 1. Модель экономичного (по количеству) заказа. 2. Модель производственного (по количеству) заказа; 3. Модель заказа с резервным запасом; 4. Модель с дисконтируемым количеством. Основная модель экономичного заказа (EOQ). Техникой экономичного заказа наиболее часто пользуются для управления запасами. Этой техникой легко пользоваться, но она предполагает много допущений. Наиболее существенные из них: 1. Спрос известен и постоянен. 2. Текущее время, время между размещением заказа и получением заказа известно и постоянно. 3. Получение заказа немедленное. Заказанный запас поступает в одной партии, в одно время. 4. Понижение (дисконт) количества невозможно. 5. Переменными являются только затраты на переналадку или размещение (затраты на переналадку) и затраты на хранение или складирование запасов во времени (затраты хранения, или текущие затраты). 6. Дефицит совершенно исключен, если заказ размещен вовремя. С этими допущениями график использования запасов во времени имеет форму зубьев пилы, как это показано на рис, где Q представляет заказываемое количество. Поскольку спрос постоянен во времени, запас падает с постоянной скоростью (см. наклонную линию). Когда уровень запаса достигает 0, новый заказ размещается и мгновенно поступает, а уровень запаса делает прыжок до Q единиц (вертикальная линия) Этот процесс повторяется во времени постоянно. 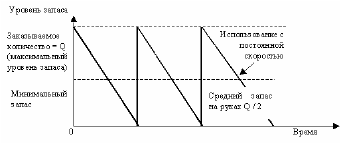 Затраты запаса. Цель большинства моделей управления запасами – минимизировать суммарные затраты. К существенным затратам следует отнести затраты на переналадки (или заказы) и затраты на хранение (или текущие затраты). Другие затраты, такие, как собственно затраты на запасы, являются постоянными. То есть если мы сделаем минимальными затраты на переналадку и хранение, тем самым минимизируем затраты суммарные. Оптимальный размер заказа Q* есть тот, который обеспечивает минимальную величину суммарных затрат. С ростом величины заказа количество размещенных в течение года заказов будет уменьшаться. Таким образом, рост величины заказа сопровождается понижением годовых затрат, связанных с заказом (число их уменьшается, уменьшаются и расходы на них). Но поскольку величина заказа растет, увеличиваются затраты на хранение благодаря возрастанию средней величины запаса. Модель производственного (по количеству) заказа. В отличии от предыдущей модели управления запасами, предполагающей, что все количества единиц заказа поступали одновременно, встречаются случаи, когда изделия производятся и продаются одновременно. В таких условиях необходимо принять во внимание дневную производительность (или скорость притока запаса) и скорость дневного расхода запаса. Такая модель подходит для использования в производственной ситуации и называется моделью производственного, заказа. Она хорошо проявляет себя, когда запасы наращиваются в течение длительного времени и традиционный показатель экономичного уровня запаса уже предположительно установлен. Предположим, что затраты на заказ или переналадку, равны затратам на хранение, рассчитанным для Q*. Q* = sqr {2DS/ [Н(1- d /р)]} где Q* – количество единиц на заказ; Н – затраты на хранение; p – дневная производительность (скорость производства); d – ежедневный спрос (скорость потребления); S – затраты переналадки. Используя данное выражение можно определить оптимальный заказ, или производственный задел, который расходуется одновременно в процессе производства и потребления. 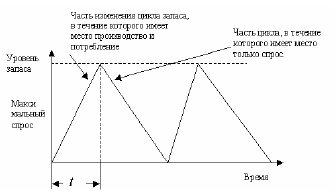 Модель заказа с резервным запасом. В ряде случаев нельзя допустить возникновения нехватки запасов, т.е. нельзя допустить хранение, которое не соответствовало бы спросу. Так, для дорогих изделий, хранение которых требует больших затрат (автомобили), хранение всех моделей было бы неразумным. Если предположить, что возможны нехватки, то следует иметь страховые запасы, чтобы избежать потерь от нехваток. Модели, отражающие такое состояние производства называются моделями заказа с резервным запасом. Основные допущения для этой модели те же, что и для предыдущих. В дополнительно для этой модели допускается то, что заказы не будут потеряны из-за нехватки запаса. Общие затраты должны включать затраты на страховые запасы: ТС = (Затраты переналадки) + (Затраты хранения) + (Затраты страхового запаса). (Q*/ b*) = (Оптимальное количество единиц страхового запаса) = Q* (1-В) /(В+Н), где В – затраты единицы страхового запаса в год. 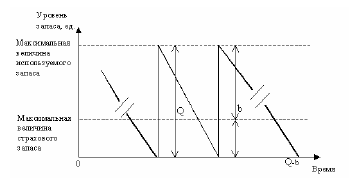 Модели с дисконтируемым количеством. Чтобы увеличить объем продаж некоторые фирмы предлагают своим покупателям дисконтирование по количеству. Количественный дисконт ⎯ это снижение цены единицы Р, когда товар покупается в больших количествах. Таблица. Расписание количества дисконта 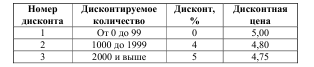 Как видно из табл., нормальная цена единицы равна 5 ДЕ. Когда одновременно заказывают от 1000 до 1999 цена за единицу падает до 4,80 ДЕ; когда заказываемое одновременно количество составляет 2000 и выше единиц более, цена составит 4.75 ДЕ за единицу. Служба менеджмента должна решать, когда и сколько необходимо заказывать, какое принять решение. В рассмотренных выше моделях целью было минимизировать общие затраты. Но так, как для третьего дисконта стоимость единицы является наименьшей появится желание сделать заказ в 2000 единиц. или больше, чтобы выиграть на понижении цены. При увеличении дисконтируемого количества затраты на продукт падают, но при этом растут затраты на хранение, поскольку заказ становится большим. Поэтому наибольший выигрыш достигается, когда значение количественного дисконта рассматривается между понижающейся стоимостью продукта и увеличивающими затратами на хранение. Так как включаются затраты на приобретение продукта, расчетное уравнение примет вид: (Общие затраты) = (Затраты переналадки) + (Затраты хранения) + (Затраты продукта). Теперь можно определить количество, которое будет соответствовать минимальным общим годовым затратам. Процесс поиска решения состоит из 4-х шагов: 1. Для каждого значения дисконта рассчитываем величину Q*: Q*=(2DS/IP). Здесь затраты хранения выражены формулой (Н = I*Р) в виде процента I от цены единицы продукта Р, вместо того, чтобы рассматривать их как постоянную величину, приходящихся на единицы продукта в год Н, 2. Для любого дисконта, если заказываемое количество слишком мало, чтобы быть дисконтированным, заказываемое количество изменяется в сторону его увеличения до ближайшей минимальной величины, которую можно будет продисконтировать. Заказываемое количество, рассчитываемое на шаге 1, которое больше диапазона, подлежащего дисконтированию, может быть отброшено. 3. Используем уравнение общих затрат для каждого Q*, если оно было меньше значения дисконтируемого диапазона. Убедимся, что увеличение значения заказа соответствует величине Q*. 4.Отберем то Q*, которое соответствует самым низким общим затратам, рассчитанным на шаге. Оно равно количеству, которое будет минимизировать общие затраты запасов. В результате четырех шагов выбирается заказ, соответствующий минимальным общим затратам. |