курсовая работа по детали втулка глухая. Введение Общий раздел
 Скачать 285.92 Kb. Скачать 285.92 Kb.
|

|
2Расчетный раздел 2.1Расчет припусков на обработку и исходных размеров заготовки Величина припуска зависит от количества операций, квалитета точности и типа оборудования. Завышенный припуск влияет на себестоимость продукции, т к увеличивается время на обработку , расход энергии, материала. Заниженный припуск также влияет на себестоимость (она увеличивается). При заниженном припуске невозможно получить заданную точность и размеры. Происходит перерасход материала, деталь уходит в неисправимый брак. Затраты на электроэнергию и заработанную плату увеличивают себестоимость. Припуски принимаются аналитическим путём (по справочнику) или рассчитываются по формулам: Так как деталь является телом вращения , то формула для расчёта имеет вид: 2 Zmin= 2[𝑅𝑧+𝑇+√𝜌2+𝜀2], где Zmin– величина припуска; Rz– высота микронеровностей (шероховатостей) профиля, полученная на предшествующем переходе обработки данной поверхности.; T– высота дефектного слоя с предыдущей операции.; ρ – суммарное значение пространственных отклонений ( увод инструмента и смещение отверстия, непаралельность осей, кривизна поверхности; 𝜀 – погрешности установки заготовки в приспособлении. Для приведения всех показателей в соответствие, табличные данные в мкм переводим в мм, разделив их на 1000. Принимаем за основу деталь втулка глухая. Выбираем для обработки наружную поверхность Ø 80, длина мм. В данном случае суммарное значение пространственных отклонений определяется по формуле: ρ =𝜌кор· Δк , где 𝜌кор – погрешность коробления; мкм. Δк – удельная кривизна обрабатываемой поверхности, мкм/мм. Принимаем Δк=0,25мкм/мм 𝜌кор = 0,25 · 80 =20мкм. Погрешность установки для однопозиционной обработки определяется по формуле εу=√𝜀𝛿 + 𝜀З , где εδ – погрешность базирования, мкм; εЗ – погрешность закрепления, мкм. При обработке на токарно-револьверных патронных станках погрешность закрепления мала , и ею можно пренебречь, т е. εз=0 мкм. Так как обработка происходит без снятия детали за один установ, то погрешность базирования εδ = 0 мкм. Тогда, при точении εу= 0 мкм. Определяем величину межоперационного припуска по каждому переходу: Значения для токарной операции: Rz=40 мкм; Т=20 мкм. Значение для заготовки Rz=160 мкм; Т=200 мкм. Тогда припуск для чистовой токарной: 2 Zmin ток = 2 ·[50+60+√202+02] = 260мкм;=0,26мм Для заготовки: 2 Zmin п = 2 ·[160+200+√202+02] = 760мкм;=0,76мм. Определяем диаметр заготовки для токарной операции: Диаметр минимальный рассчитывается по формуле : Dmin ток = Dn+𝜎, где Dmin ток – диаметр минимальный; Dn- диаметр номинальный 80 мм; 𝜎- величина допуска (для данного чертежа допуск равен 0). Dmin ток=80+0= 80мм. Диаметр максимальный рассчитывается по формуле : Dmах ток= Dmin ток+ Zmin ток , где Dmах ток – диаметр максимальный; Dmin ток – диаметр минимальный 80 мм; Zmin ток – величина припуска 0,17 мм. Dmах ток= 80 +0,26 = 80,26мм; Определяем диаметр заготовки(поковки): Dmin п = Dn+𝜎, 𝜎 = 0 мм; Dn – номинальным диаметром для поковки является максимальный диаметр с предыдущей операции, т.е.80,17. Dmin п= 80,26+ 0 =80,26мм. Dmах п = Dmin п + Zmin п Dmах п= 80,26+ 0,76 = 81,02мм; Таблица 2 – Расчет межоперационных припусков
Исходя из размеров поковки по ГОСТ 1050–2013 принимаем размер заготовки диаметром 84мм. 2.2Расчет веса заготовки и детали Для определения веса заготовки и детали втулка глухая разобьем конструкцию детали на геометрические фигуры – цилиндры. Вес детали определяется по формуле: Gдет = Vобщ · g , где Gдет – вес детали, кг; Vобщ – объем детали, см3; g – плотность материала Стали 45Х –7,82 кг/см3. Рассчитываем вес заготовки. Для этого разбиваем заготовку на отдельные объемы. Vобщ = V1+V2 –V3, где V1 – объем цилиндра 1, см3; V2 – объем цилиндра 2, см3; V3 – объем цилиндра 3 (отверстия), см3. Проводим расчеты, используя формулу вычисления объема цилиндра: где d- диаметр цилиндра, см; h - длина цилиндра, см; V1=  · 2,4 =289,7см3, · 2,4 =289,7см3,V2=  · 8 = 443,11 см3, · 8 = 443,11 см3,V3=  · 8 =132,8 см3, · 8 =132,8 см3,Vобщ.заг= 289,7 + 443,11–132,8 = 600,01см3, Gзаг= 600,01 · 7,82 =4,692 кг. 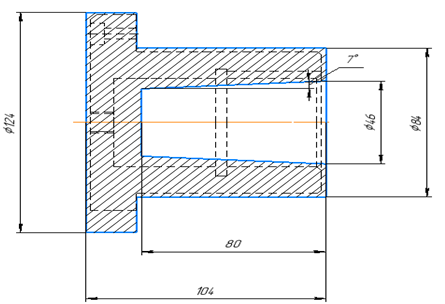 Рисунок 1 – заготовка Рассчитываем вес детали, также разбивая ее на отдельные объемы. V1= · 2 = 241,4см3,V2=  · 8= 401,9см3, · 8= 401,9см3, V3=  · 9 = 254,3см3, · 9 = 254,3см3,V4=  · 4 = 78,5см3, · 4 = 78,5см3,V5= 0,4·1,4·5,38 = 3,01см3, V6=  ·0,6=0,56·3=4,5см3 ·0,6=0,56·3=4,5см3V7=  ·0,4=0,18·3=1,1см3, ·0,4=0,18·3=1,1см3,V8=πhR – объем лысок, V8= 3,14·0,7·1,4=4,3·2=0,54см3, Vобщ.дет=241,4+401,9–254,3–78,5–3,01–4,5–1,1=301,8см3, Gдет = 301,8 · 7,82 =2,356 кг  Рисунок 2 – деталь гайка глухая 2.3 Расчет КИМ(коэффициента использования материала) КИМ =  , ,где Gдет. – вес детали кг; Gзаг. – вес заготовки кг. КИМ =  = 0,5. = 0,5.2.4Расчет режимов резания на 3 технологические операции Операция 010 Токарная. Исходные данные: Оборудование: Токарно –револьверный станок мод,1П365. Режущий инструмент: Резец проходной, расточной, Т15К6. Переходы: Переход 1. Подрезать торец Ø84, выдержав размер 100; Переход 2. Точить наружную поверхность Ø 80, выдержав 80; Переход 3. Точить фаску 2×45° на Ø 80; Переход 4. Расточить отверстие Ø 50 глубиной 90, выдержав 10; Переход 5. Расточить выточку Ø 60 шириной 5, выдержав 40 Переход 6. Точить фаску 2×45° в отверстии Ø 50 Переход 1. Подрезать торец Ø 84, выдержав размер 100, с учетом отверстия. Назначаем глубину резания t=2мм по ширине подрезного резца. Подача ( S мм/об) принимается максимально допустимой по мощности оборудования и требований точности размеров. Для поперечного точения Sпоп = 0,6 мм/об. Скорость резания при точении рассчитывается по формуле: где Cv – коэффициент, учитывающий условия резания; Т - период стойкости инструмента, мин; t – глубина резания, мм; S - подача, мм/об; m, x, y -показатели степеней табличные. Kv - коэффициент, учитывающий условия обработки; Принимаем : T = 120 мин; Для поперечного точения табличные показатели : Cv =350; m =0,15 ; x =0,35; y =0,20. Кv = Кmv . Кпv . Киv . К , где Кmv – коэффициент, учитывающий влияние материала заготовки; Кпv – коэффициент, учитывающий состояние поверхности заготовки; Киv –учитывающий материал режущей части резца; К – коэффициент, учитывающий главный угол в плане резца; Кr – коэффициент, учитывающий величину радиуса при вершине резца (принимается во внимание только для резцов из быстрорежущей стали). Коэффициенты принимаем по нормативам: Кmv = 1,3; Кпv = 0,9 ; Киv = 0,83 ; К = 1,0, Кv = 1,3 . 0,9 . 0,83 . 1,0 = 0,97 V =  . 0,97 = . 0,97 =  0,97 = 147,6м/мин. 0,97 = 147,6м/мин.Частота вращения шпинделя (n мин-1) определяется по формуле: где D – диаметр обрабатываемой поверхности, мм. n=  = 559,6 мин -1, = 559,6 мин -1,Принимаем по паспорту станка 530 мин -1. Корректируем фактическую скорость по формуле : Vф =  , ,Vф =  = 139,8м/мин. = 139,8м/мин.Переход 2. Точить наружную поверхность Ø 80, выдержав 80. Рассчитываем глубину резания ( t мм) по формуле : t =  , ,где Dн – начальный диаметр заготовки 84мм; d – конечный диаметр обработки 80мм. t =  мм. мм.Назначаем глубину резания t = 2мм. Подача ( S мм/об) принимается максимально допустимой по мощности оборудования и требований точности размеров. Для точения S = 0,8 мм/об. Скорость резания при точении рассчитывается по формуле: где Cv – коэффициент, учитывающий условия резания; Т - период стойкости инструмента, мин; t – глубина резания, мм; S - подача, мм/об; m, x, y -показатели степеней табличные. Kv - коэффициент, учитывающий условия обработки; Принимаем : T = 90 мин; Для продольного точения табличные показатели : Cv =340; m =0,15 ; x =0,2; y =0,20. Кv = Кmv . Кпv . Киv . К , где Кmv – коэффициент, учитывающий влияние материала заготовки; Кпv – коэффициент, учитывающий состояние поверхности заготовки; Киv –учитывающий материал режущей части резца; К – коэффициент, учитывающий главный угол в плане резца; Кr – коэффициент, учитывающий величину радиуса при вершине резца (принимается во внимание только для резцов из быстрорежущей стали). Коэффициенты принимаем по нормативам: Кmv = 1,0; Кпv = 0,85 ; Киv = 0,8 ; К = 1,0, Кv = 1,0 . 0,85 . 0,8 . 1,0 = 0,68, V =  . 0,68 = . 0,68 =  0,68 = 94,4м/мин. 0,68 = 94,4м/мин.Рассчитываем частоту вращения шпинделя (n мин-1): n= = 559,6 мин -1,Принимаем по паспорту станка 530 мин -1. Корректируем фактическую скорость : Vф =  = 87,92м/мин. = 87,92м/мин.Переход 4. Расточить отверстие Ø 50 глубиной 90, выдержав 10; Рассчитываем глубину резания ( t мм)по формуле : t =  , ,где Dн – начальный диаметр отверстия 46 мм; Dк – конечный диаметр обработки 50 мм. t =  = 2 мм. = 2 мм.Подача ( S мм/об) принимается максимально допустимой по мощности оборудования и требований точности размеров. При растачивании Sпр = 0,15 мм/об. Скорость резания при точении рассчитывается по формуле из первого перехода: Принимаем : T = 90 мин; При растачивании табличные показатели : Cv = 257; m = 0,15 ; x = 0,2; y = 0,2 ; Кv = 0,85. V =  . K = . K =  0,85= 145м/мин. 0,85= 145м/мин.n=  = 923,6 мин -1. = 923,6 мин -1.Принимаем по паспорту станка 850 мин -1. Корректируем фактическую скорость: Vф =  = 133 м/мин. = 133 м/мин.Переход 5. Расточить выточку Ø 60 шириной 5, выдержав 40. Рассчитываем глубину резания ( t мм): Dн – начальный диаметр отверстия Ø50мм; Dк – конечный диаметр обработки Ø 60 мм. t =  =5 мм. =5 мм.Подача ( S мм/об) принимается максимально допустимой по мощности оборудования и требований точности размеров. При растачивании Sпр = 0,3 мм/об. Скорость резания при точении рассчитывается по формуле из первого перехода: Принимаем : T = 90 мин; При растачивании табличные показатели : Cv = 420; m = 0,15 ; x = 0,2; y = 0,2 ; Кv = 0,85. V =  . 0,85 = . 0,85 =  0,85= 202,8м/мин. 0,85= 202,8м/мин.n=  = 1291мин -1 = 1291мин -1Принимаем по паспорту станка 770 мин -1. Корректируем фактическую скорость по формуле : Vф =  = 145 м/мин. = 145 м/мин. |
 ,мкм
,мкм