Введение Важнейшие проблемы народного хозяйства России Улучшение качественных характеристик
 Скачать 3.48 Mb. Скачать 3.48 Mb.
|

|
Непрерывная разливкастали состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 5. Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной головкой, имеющей паз в виде ласточкиного хвоста, которая в начале заливки служит дном кристаллизатора. Вследствие интенсивного охлаждения жидкий металл у стенок кристаллизатора и на затравке затвердевает, образуется корка, соединяющая металл с затравкой. Затравка движется вниз при помощи тяговых роликов 6, постепенно вытягивая затвердевающий слиток из кристаллизатора. После прохождения тяговых роликов 6, затравку отделяют. Скорость вытягивания составляет в среднем 1 м/мин. Окончательное затвердевание в сердцевине происходит в результате вторичного охлаждения водой из брызгал 4. Затем затвердевший слиток попадает в зону резки, где его разрезают газовым резаком 7, на куски заданной длины. Слитки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины. 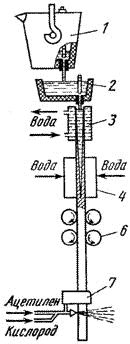 Рис. 21. Схема непрерывной разливки стали Способы повышения качества стали Улучшить качество металла можно уменьшением в нём вредных примесей, газов, неметаллических включений. Для повышения качества металла используют: обработку синтетическим шлаком, вакуумную дегазацию металла, электрошлаковый переплав (ЭШП), вакуумно-дуговой переплав (ВДП), переплав металла в электронно-дуговых и плазменных печах и т. д. Вакуумная дегазация проводится для уменьшения содержания в металле газов и неметаллических включений. Вакуумирование стали проводят в ковше, при переливе из ковша в ковш, при заливке в изложницу. Для вакуумирования в ковше ковш с жидкой сталью помещают в камеру, закрывающуюся герметичной крышкой. Вакуумными насосами создают разрежение до остаточного давления 0,267…0,667 кПа. При понижении давления из жидкой стали выделяются водород и азот. Всплывающие пузырьки газов захватывают неметаллические включения, в результате чего содержание их в стали снижается. Улучшаются прочность и пластичность стали. Электрошлаковый переплав (ЭШП) применяют для выплавки высококачественных сталей для подшипников, жаропрочны сталей. Схема электрошлакового переплава представлена на рис. 22. Переплаву подвергается выплавленный в дуговой печи и прокатанный на пруток металл. Источником теплоты является шлаковая ванна, нагреваемая электрическим током. Электрический ток подводится к переплавляемому электроду 1, погруженному в шлаковую ванну 2, и к поддону 9, установленному в водоохлаждаемом кристаллизаторе 7, в котором находится затравка 8. Выделяющаяся теплота нагревает ванну 2 до температуры свыше 1700?C и вызывает оплавление конца электрода. Капли жидкого металла 3 проходят через шлак и образуют под шлаковым слоем металлическую ванну 4. Перенос капель металла через основной шлак способствует удалению из металла серы, неметаллических включений и газов. Металлическая ванна пополняется путём расплавления электрода, и под воздействием кристаллизатора она постепенно формируется в слиток 6. Содержание кислорода уменьшается в 1,5…2 раза, серы в 2…3 раза. Слиток отличается плотностью, однородностью, хорошим качеством поверхности, Высокими механическими и эксплуатационными свойствами. Слитки получают круглого, квадратного и прямоугольного сечения, массой до 110 тонн. 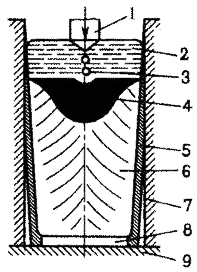 Рис. 22. Схема электрошлакового переплава Вакуумно-дуговой переплав (ВДП) применяют в целях удаления из металла газов и неметаллических включений. Процесс осуществляется в вакуумно-дуговых печах с расходуемым электродом. Катод изготовляют механической обработкой слитка выплавляемого в электропечах или установках ЭШП. Схема вакуумно-дугового переплава представлена на рис. 23. 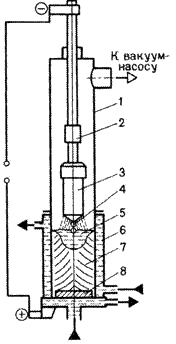 Рис. 23. Схема вакуумно-дугового переплава Расходуемый электрод 3 закрепляют на водоохлаждаемом штоке 2 и помещают в корпус печи 1 и далее в медную водоохлаждаемую изложницу 6. Из корпуса печи откачивают воздух до остаточного давления 0,00133 кПа. При подаче напряжения между расходуемым электродом 3 (катодом) и затравкой 8 (анодом) возникает дуга. Выделяющаяся теплота расплавляет конец электрода. Капли жидкого металла 4, проходя зону дугового разряда дегазируются, заполняют изложницу и затвердевают, образуя слиток 7. Дуга горит между электродом и жидким металлом 5 в верхней части слитка на протяжении всей плавки. Охлаждение слитка и разогрев жидкого металла создают условия для направленного затвердевания слитка. Следовательно, неметаллические включения сосредоточиваются в верхней части слитка, усадочная раковина мала. Слиток характеризуется высокой равномерностью химического состава, повышенными механическими свойствами. Изготавливают детали турбин, двигателей, авиационных конструкций. Масса слитков достигает 50 тонн. Прокат и его производство Прокатка – это способ обработки пластическим деформированием – наиболее распространённый. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства. Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем. Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила и касательная сила трения (рис. 24). 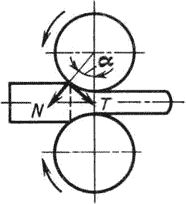 Рис. 24. Схема сил, действующих при прокатке Угол – угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга захвата, а объ¨м металла между дугами захвата – очаг деформации. Возможность осуществления прокатки определяется условием захвата металла валками или соотношением , где:– втягивающая сила - проекция силы трения на горизонтальную ось;– выталкивающая сила – проекция нормальной реакции валков на горизонтальную ось. При этом условии результирующая сила будет направлена в сторону движения металла. Условие захвата металла можно выразить: Выразив силу трения через нормальную силу и коэффициент трения :, и, подставив это выражение в условие захвата, получим: или . Таким образом, для захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата. Коэффициент трения можно увеличить применением насечки на валках. При прокатке стали = 20…25 0, при горячей прокатке листов и полос из цветных металлов – = 12…15 0, при холодной прокатке листов – = 2…10 0. Степень деформации характеризуется показателями: – абсолютное обжатие: ( – начальная и конечная высоты заготовки); относительное обжатие: Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно когда обжатие по сечению различно) используют показатель, называемый вытяжкой (коэффициентом вытяжки). где: – первоначальные длина и площадь поперечного сечения, – те же величины после прокатки. Вытяжка обычно составляет 1,1…1,6 за проход, но может быть и больше. Способы прокатки Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки подвергают многократному обжатию в валках прокатных станов, в результате чего повышается плотность материала за счет залечивания литейных дефектов, пористости, микротрещин. Это придает заготовкам из проката высокую прочность и герметичность при небольшой их толщине. Существуют три основных способа прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная, поперечная, поперечно – винтовая (рис.25). 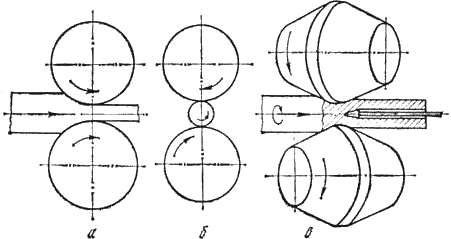 Рис. 25. Схемы основных видов прокатки: а – продольная; б – поперечная; в – поперечно – винтовая При продольной прокатке деформация осуществляется между вращающимися в разные стороны валками (рис.25 а). Заготовка втягивается в зазор между валками за счет сил трения. Этим способом изготавливается около 90 % проката: весь листовой и профильный прокат. Поперечная прокатка (рис. 25.б). Оси прокатных валков и обрабатываемого тела параллельны или пересекаются под небольшим углом. Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном. В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечивается профилировкой валков и изменением расстояния между ними. Данным способом производят специальные периодические профили, изделия представляющие тела вращения – шары, оси, шестерни. Поперечно – винтовая прокатка (рис. 25.в). Валки, вращающиеся в одну сторону, установлены под углом друг другу. Прокатываемый металл получает еще и поступательное движение. В результате сложения этих движений каждая точка заготовки движется по винтовой линии. Применяется для получения пустотелых трубных заготовок. В качестве инструмента для прокатки применяют валки прокатные, конструкция которых представлена на рис. 26. В зависимости от прокатываемого профиля валки могут быть гладкими (рис.26.а), применяемыми для прокатки листов, лент и т.п. и калиброванными (ручьевыми) (рис. 26.б) для получения сортового проката. Ручей – профиль на боковой поверхности валка. Промежутки между ручьями называются буртами. Совокупность двух ручьев образует полость, называемую калибром, каждая пара валков образует несколько калибров. Система последовательно расположенных калибров, обеспечивающая получение требуемого профиля заданных размеров называется калибровкой. 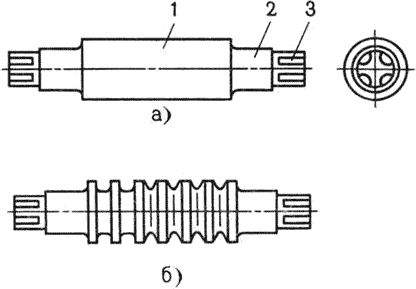 Рис. 26. Прокатные валки: а – гладкий ; б – калиброванный Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3. Шейки валков вращаются в подшипниках, которые, у одного из валков, могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения осей. Трефа предназначена для соединения валка с муфтой или шпинделем. Используются роликовые подшипники с низким коэффициентом трения, = 0,003…0,005, что обеспечивает большой срок службы. Технологический процесс прокатки Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс прокатки осуществляется как в холодном, так и горячем состоянии. Начинается в горячем состоянии и проводится до определённой толщины заготовки. Тонкостенные изделия в окончательной форме получают, как правило, в холодном виде (с уменьшением сечения увеличивается теплоотдача, поэтому горячая обработка затруднена). Основными технологическими операциями прокатного производства являются подготовка исходного металла, нагрев, прокатка и отделка проката. Подготовка исходных металлов включает удаление различных поверхностных дефектов (трещин, царапин, закатов), что увеличивает выход готового проката. Нагрев слитков и заготовок обеспечивает высокую пластичность, высокое качество готового проката и получение требуемой структуры. Необходимо строгое соблюдение режимов нагрева. Основное требование при нагреве: равномерный прогрев слитка или заготовки по сечению и длине до соответствующей температуры за минимальное время с наименьшей потерей металла в окалину и экономным расходом топлива. Температуры начала и конца горячей деформации определяются в зависимости от температур плавления и рекристаллизации. Прокатка большинства марок углеродистой стали начинается при температуре 1200…1150 0С, а заканчивается при температуре 950…9000С. Существенное значение имеет режим охлаждения. Быстрое и неравномерное охлаждение приводит к образованию трещин и короблению. При прокатке контролируется температура начала и конца процесса, режим обжатия, настройка валков в результате наблюдения за размерами и формой проката. Для контроля состояния поверхности проката регулярно отбирают пробы. Отделка проката включает резку на мерные длины, правку, удаление поверхностных дефектов и т.п. Готовый прокат подвергают конечному контролю. Процесс прокатки осуществляют на специальных прокатных станах. Прокатный стан – комплекс машин для деформирования металла во вращающихся валках и выполнения вспомогательных операций (транспортирование, нагрев, термическая обработка, контроль и т.д.). Оборудование для деформирования металла называется основным и располагается на главной линии прокатного стана (линии рабочих клетей). Главная линия прокатного стана состоит из рабочей клети и линии привода, включающей двигатель, редуктор, шестеренную клеть, муфты, шпиндели. Схема главной линии прокатного стана представлена на рис. 27. 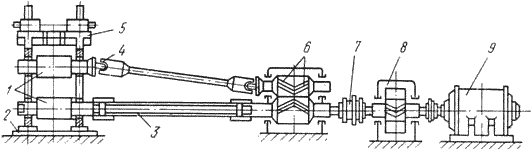 Рис.27. Схема главной линии прокатного стана 1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель; 4 – универсальный шпиндель; 5 – рабочая клеть; 6 – шестеренная клеть; 7 – муфта; 8 – редуктор; 9 – двигатель Прокатные валки 1 установлены в рабочей клети 5, которая воспринимает давление прокатки. Определяющей характеристикой рабочей клети являются размеры прокатных валков: диаметр (для сортового проката) или длина (для листового проката) бочки. В зависимости от числа и расположения валков в рабочей клети различают прокатные станы: двухвалковые (дуо-стан), трехвалковые (трио-стан), четырехвалковые (кварто-стан) и универсальные (рис.28). В двухвалковых клетях (рис.28.а) осуществляется только по одному пропуску металла в одном направлении. Металл в трехвалковых клетях (рис. 10.5.б) движется в одну сторону между нижним и верхним, а в обратную – между средним и верхним валками. В четырехвалковых клетях (рис. 28.в) устанавливаются опорные валки, которые позволяют применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижаются деформирующие усилия. Универсальные клети (рис.28.г) имеют неприводные вертикальные валки, которые находятся между опорами подшипников горизонтальных валков и в одной плоскости с ними. Шестеренная клеть 6 предназначена для распределения крутящего момента двигателя между валками. Это одноступенчатый редуктор, передаточное отношение которого равно единице, а роль шестерен выполняют шестеренные валки. Шпиндели предназначены для передачи крутящего момента от шестеренной клети прокатным валкам при отклонении от соосности до 10…12 0. При незначительном перемещении в вертикальной плоскости применяют шпиндели трефового типа 3 в комплекте с трефовой муфтой. Внутренние очертания трефовых муфт отвечают форме сечения хвостовика валка или шпинделя. Муфтой предусмотрен зазор 5…8 мм, что допускает возможность работы с перекосом 1…2 0. При значительных перемещениях валков в вертикальной плоскости ось шпинделя может составлять значительный угол с горизонтальной плоскостью, в этом случае применяют шарнирные или универсальные шпиндели 4, которые могут передавать крутящий момент прокатным валкам при перекосе шпинделя до 10…12 0. 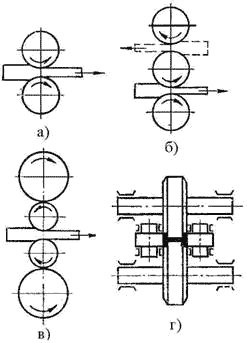 Рис. 28. Рабочие клети прокатных станов В качестве двигателя прокатного стана 9 применяют двигатели постоянного и переменного тока, тип и мощность зависят от производительности стана. Редуктор 8 используется для изменения чисел оборотов при передаче движения от двигателя к валкам. Зубчатые колеса – обычно шевронные с наклоном спирали 30 0. По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката. Нагрев металлаосуществляют в пламенных и электрических печах. По распределению температуры печи могут быть камерные и методические. В камерных печах периодического нагрева температура одинакова по всему рабочему пространству. В методических печах температура рабочего пространства постоянно повышается от места загрузки заготовок до места их выгрузки. Металл нагревается постепенно, методически. Печи характеризуются высокой производительностью. Применяются в прокатных и кузнечно-штамповочных цехах для нагрева слитков из цветных металлов. Крупные слитки перед прокаткой нагревают в нагревательных колодцах – разновидности камерных, пламенных печей. |