Конспект_Радиационная_дефектоскопия. Закон радиоактивного распада б Рентгеновское излучение 8 Рентгеновская трубка 8
 Скачать 0.92 Mb. Скачать 0.92 Mb.
|

| ||||||||||||||||||||||||||||||||||||||
| Источник излучения | Толщина экрана, мм |
| Усиливающие экраны | |
| 1) Рентгеновские аппараты | |
| до 100 кВ | б/э |
| 100...300 кВ | 0,05...0,09 |
| свыше 300 кВ | 0,09...0,16 |
| 2) Радионуклид | |
| 169Yb | б/э |
| 170Тт | 0,09 |
| 75Cs | 0,09...0,16 |
| 192Jr | 0,09...0,2 |
| 60Со | 0,3...0,5 |
| Защитные экраны | |
| 1) Рентгеновские аппараты | |
| до 200 кВ | до 1,0 |
| свыше 200 кВ | 1,0...2,0 |
| 3) Радионуклид | |
| 169Yb, 170Tm, 75Cs | до 1,0 |
| 192Jr, 60Co | 1,0...2,0 |
7.3.7. Зарядка кассеты
1 ссета;
пленка;
усиливающий и экранирующий (защитный) экраны;
флюоресцирующие экраны.
Зарядка и фотообработка пленки производиться в полной темноте или при неактиничном освещении.
Зарядка кассеты пленкой без усиливающих средств. Применяется при просвечивании объектов из легких материалов и (или) малой толщины.
Зарядка с металлическими усиливающими экранами. Применяют при напряжении на р/трубке свыше 90... 100 кВ. Металлические экраны служат для уменьшения времени экспозиции (до 3 раз) и улучшения качества снимка за счет фильтрации рассеянного излучения.
Зарядка кассеты по полной схеме, то есть с флюоресцирующими и металлическими усиливающими экранами. Применяют при контроле изделий толщиной более 40 мм (по стали). При этом сокращается время экспозиции в 100 раз и более, но качество снимка ухудшается за счет большой собственной нерезкости экранов.
41
7.4. Типовые схемы просвечивании изделий
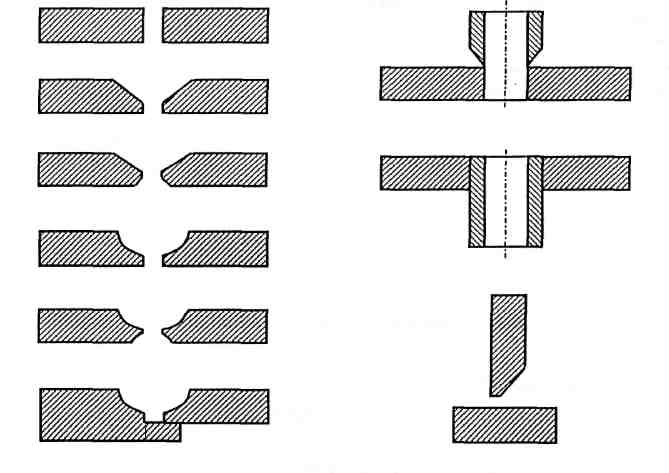
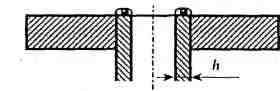
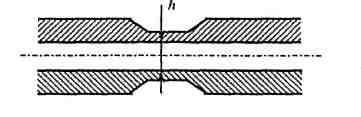
7.4.1. Разделка кромок под сварку
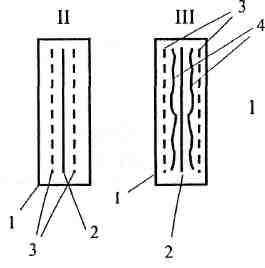
7.4.2. Контроль стыковых сварных соединений
Стыковые соединения наиболее просты для радиографического контроля. В этом случае проще всего выявить включения: поры, шлак, вольфрамовые включения, непровар в корне шва. Направление просвечивания определяется типом разделки. В наиболее ответственных изделиях для облегчения выявления непроваров при X, Y, U и рюмкообразных разделках просвечивание ведется по линии разделки (по скосам) наряду с просвечиванием корня шва.
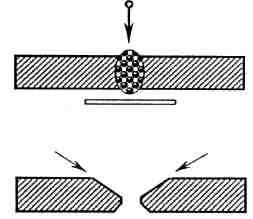
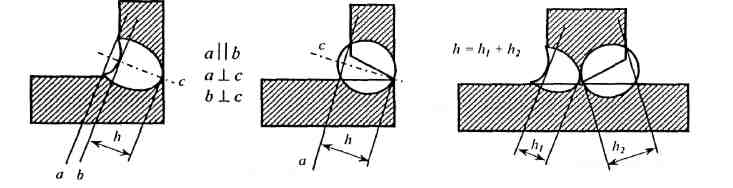
Контроль угловых, тавровых и нахлесточных соединений
Наиболее опасными дефектами являются непровары и трещины, но именно они выявляются менее надежно, гораздо проще выявляются поры, шлак, вольфрамовые включения.
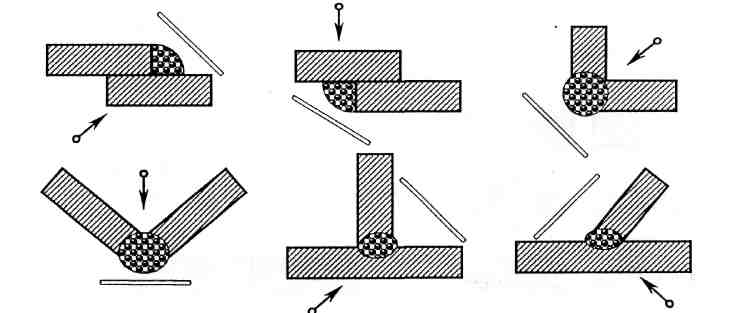
Сложность контроля подобных соединений заключается в следующем:
Сложность установки эталонов чувствительности, маркировочных знаков и кассет с р/пленкой.
Имеет место паразитная (балластная) радиационная толщина, снижающая чувствительность.
Переменная радиационная толщина изделия делает снимок контрастным.
Искажение изображения дефектов из-за неравномерного прилегания и деформирования кассет.
Сложность расшифровки снимков (см п. 1-4)
42
7.4.4. Контроль кольцевых сварных соединений
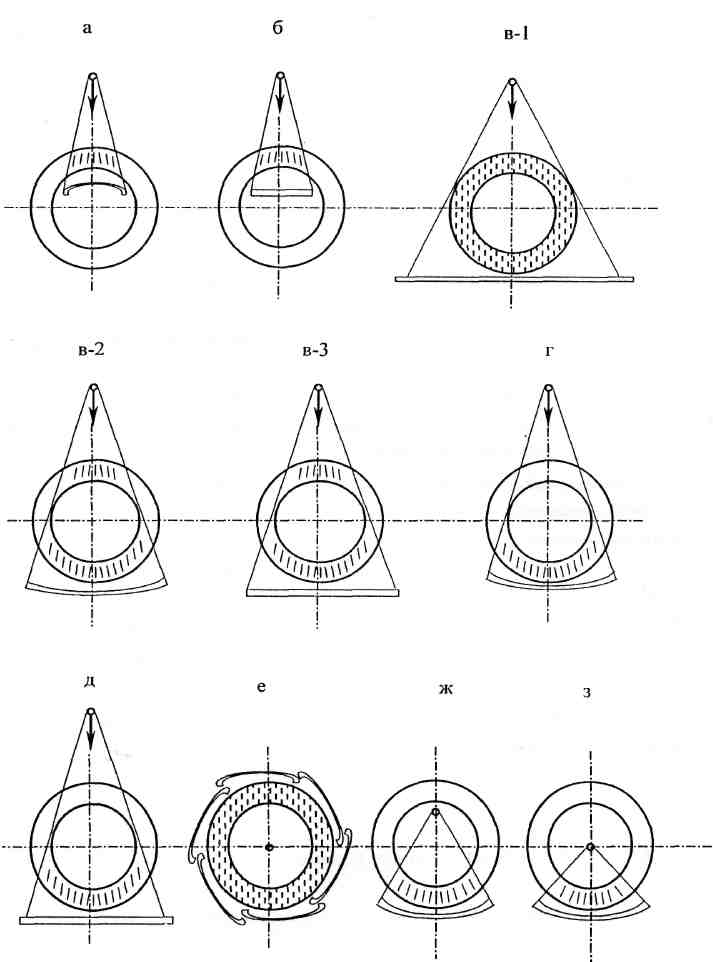
Схемы, изображенные на рис. а, б, используют для просвечивания труб с внутренним диаметром более 10 м, если невозможно использовать схему рис. е. Схемы в-1,2,3 используют для труб с диаметром до 100 м, а схемы г, д - для труб с диаметром более 50 мм.
Схемы панорамного контроля показаны на рис. е - з. Схема еиспользуется для любого диаметра труб, если выполняется требование ГОСТ по геометрической нерезкости. Схема жприменяется, если не выполняются требования по геометрической нерезкости (2R > F > R, где R - внутренний радиус трубы). Схему з используют для выборочного контроля участка шва.
7.4.5. Особенности контроля труб диаметром до 100 мм
Разрешено не устанавливать ограничительные метки на границах контролируемых участков;
Канавочный эталон устанавливают вдоль оси трубы;
Просвечивание производят «на эллипс» (источник излучения расположен под углом к плоскости кольцевого шва);
Эталон размещают со стороны источника излучения, если оценка качества сварного соединения производиться для верхнего и нижнего участка сварного соединения;
43
Эталон устанавливают со стороны пленки, если оценивают качество только участка сварного соединения, примыкающего к пленке;
Чувствительность снимка определяется по радиационной толщине двух стенок трубы, а оценка качества сварного соединения ведется по номинальной толщине стенки трубы;
Трубы диаметром менее 50 мм проверяют при установке эталона чувствительности со стороны источника излучения при просвечивании «на эллипс».
7.4.6. Особенности панорамного контроля
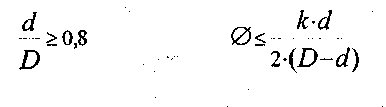
1. Отношение внутреннего диаметра трубы dк внешнему Dдолжно быть равно или более 0,8:
Производится односторонняя разметка;
Эталон чувствительности устанавливают со стороны пленки;
Если число участков контроля более четырех, то эталоны устанавливают по одному на каждую четверть длины окружности сварного соединения;
Просвечивание шва по всей длине идет одновременно, также одновременно идет процесс проявления экспонированных пленок и затем одновременная расшифровка;
Хранение снимков должно быть комплектным в одном месте;
Чувствительность контроля определяют по радиационной толщине одной стенки, а оценка качества сварного соединения ведется по номинальной толщине стенки трубы.
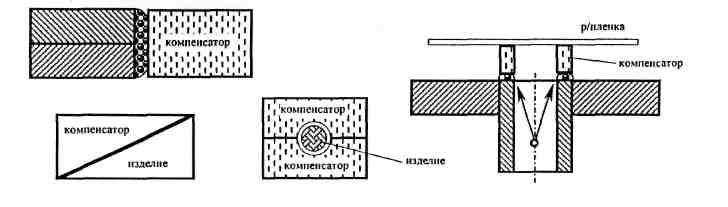
7.5. Применение компенсаторов в радиографии
Компенсаторы используются для уменьшения разности оптических плотностей различных участков снимка при контроле сварных соединений с большим перепадом толщин, а также в случаях, когда сварное соединение не обеспечивает защиты р/пленки от воздействия прямого излучения. Допустимо использование компенсаторов из любого материала, обеспечивающего требуемое ослабление излучения.
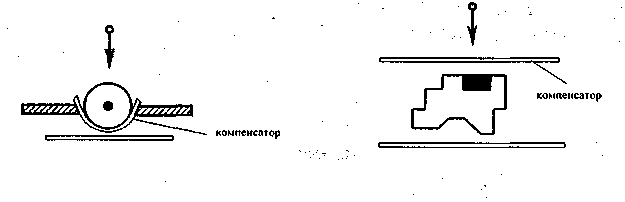
7.5.1. Твердые компенсаторы
Твердые компенсаторы изготавливают из того же материала, что и контролируемое изделие. Эти компенсаторы удобно использовать при контроле серийно выпускаемой продукции. Поверхность компенсатора имеет такую форму, что при наложении на контролируемое изделие суммарная толщина в любом месте в направлении просвечивания одинакова.
44
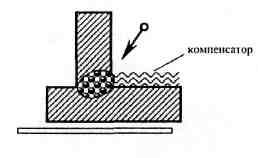
7.5.2. Насыпные компенсаторы
Насыпные компенсаторы используют при контроле несерийных изделий и изделий сложной конфигурации. Плотность порошка или дроби подбирается равной плотности исследуемого объекта. Перед просвечиванием изделие помещается в емкость или же окружается свинцовой маской и засыпается порошком или дробью.
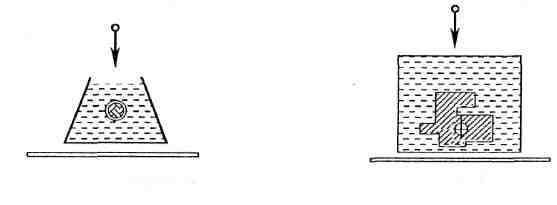
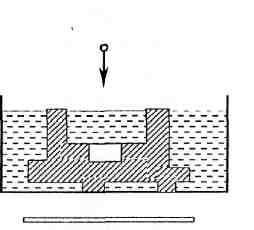
7.5.3. Жидкие компенсаторы
Жидкие компенсаторы применяют при просвечивании полых емкостей с небольшими отверстиями. Изделие помещается в сосуд, в который заливают компенсатор так, чтобы уровень жидкости был на одном уровне с изделием. Для этих целей используют соли бария и свинца.
7.5.4. Пастообразные компенсаторы
Пастообразные компенсаторы применяются при контроле вертикальных и потолочных швов. Паста состоит из связующих жировых веществ и свинцовых опилок и наносится как замазка.
7.5.5. Компенсирующие экраны
Широко применяются компенсирующие экраны из свинца, выравнивающее действие которых основано на том, что они отфильтровывают длинноволновую часть излучения, таким образом, излучение становиться более однородным, что снижает контрастность снимка.
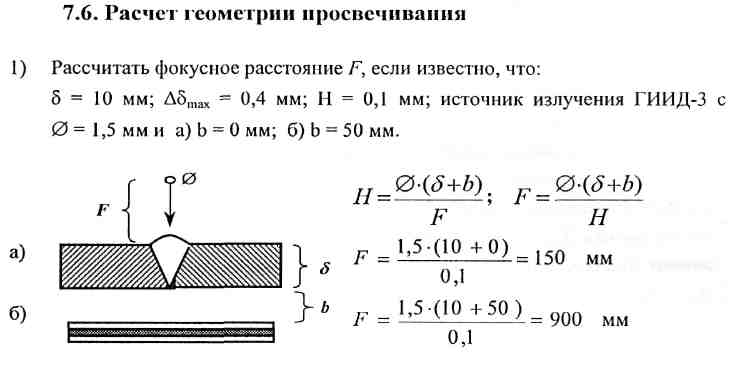
2) Рассчитать фокусное расстояние F, если известно, что при исследовании трубы 57x3: b = 0 мм; А6тах = 0,4 мм; Н = 0,1 мм; источник излучения ГИИД-3 с 0 = 1,5 мм; а) используется схема в-1 (см. п. 7.4.4.); б) используется схема д (см. п. 7.4.4.).
66
3) Рассчитать требуемое фокусное пятно источника 0, если известно, что при исследовании трубы 57x3: b = 0 мм; используется схема е (см. п. 7.4.4.), т. е. F≈ 30мм
 , т.е. необходимо использо-
, т.е. необходимо использо-7.7. Определение времени экспозиции
Время экспозиции можно определить, используя:
пристрелочные снимки;
номограммы;
экспозиционную линейку;
экспонометр.
Время экспозиции должно обеспечивать получение оптической плотности почернения снимков в пределах Допт = 1,5...3,5. Уменьшение плотности почернения изображения сварного соединения и околошовной зоны на любом участке снимка Допт по отношению к плотности почернения снимка в месте установки эталона чувствительности Допт эт не должно превышать 1, то есть
Допт - Допт эт ≤ 1
7.8. Требования стандарта к снимкам, допущенным к расшифровке
На снимке должны быть видны четкие изображения контролируемых участков шва и околошовной зоны.
На снимках должны быть четко видны ограничительные метки, маркировочные знаки и эталоны чувствительности, за исключением случаев, когда контроль проводится без установки ограничительных меток или маркировочных знаков, или эталонов чувствительности, или и тех и других.
67
Оптическая плотность почернения контролируемых участков шва, околошовной зоны и эталонов чувствительности должна быть не менее 1,5.
Уменьшение оптической плотности почернения изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью почернения изображения эталонов не должно превышать 1.
На снимках не должно быть пятен, полос, загрязнений и повреждений эмульсионного слоя, затрудняющих расшифровку снимка.
Чувствительность контроля, определяемая по изображению эталона чувствительности, не должна превышать значения, указанного в нормах контроля на данное изделие.
7.9. Расшифровка снимков
Измерение размеров дефектов изображения на снимке следует производить:
при размерах дефектов до 1,5 мм - измерительной лупой с десятикратным увеличением и ценой деления 0,1 мм;
при размерах дефектов более 1,5 мм - прозрачной измерительной линейкой с ценой деления 1 мм;
Результаты контроля регистрируются в журнале с использованием условных обозначений дефектов по ГОСТ 7512-82. При регистрации отдельных включений (поры, шлак, вольфрамовые включения) сначала записывается изображение дефекта, затем его линейные размеры. При записи скопления дефектов перед условным обозначением дефектов записывают букву С, затем длину скопления в мм, условное обозначение входящих в состав дефектов и размеры наибольшего из них. (С8Г11,2x0,4 - скопление 8 мм, поры с наибольшим размером 1,2 мм). При наличии на снимке изображений нескольких одинаковых дефектов одного вида с одинаковыми размерами допускается указывать перед условным обозначением этих дефектов их количество (ЗС8П 1,2x0,4).
Снимки и документы по радиографическому контролю хранятся в течение сроков, предусмотренных действующими отраслевыми нормами.
68
7.10. Нормы оценки качества сварных соединений
Нормы оценки качества сварных соединений принимаются: 1. При контроле стыковых сварных соединений различной толщины - по номинальной толщине более тонкой детали.

2. При контроле нахлесточных, угловых и тавровых соединений - по расчетной высоте углового шва.
3. При контроле торцовых сварных соединений - по удвоенной номинальной толщине наиболее тонкой из свариваемых деталей.
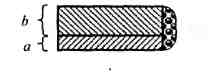
h2a
4. При контроле варки труб в трубные доски - по номинальной толщине стенки труб.
5. При контроле сварных соединений, выполненных с расточкой - по номинальной толщине стенки в месте расточки;
6. При контроле труб и других цилиндрических деталей через 2 стенки - по номинальной толщине одной стенки.
69