Курсовая работа по технологии машиностроение Технологический процесс детали корпус. Определение типа производства.
 Скачать 0.73 Mb. Скачать 0.73 Mb.
|

 ОГЛАВЛЕНИЕВВЕДЕНИЕ 3 1.2 Определение типа производства. 7 2.3 Выбор и экономическое обоснование выбора вида заготовки 15 2.4 Разработка выбранного варианта технологического процесса 15 2.6 Выбор технологического оборудования 22 2.9 Выбор средств контроля 28 2.10 Расчет режимов резания. 30 2.11 Расчет технически обоснованных норм времени. 33 2.12 Разработка комплекта технологических карт. 37 СПИСОК ЛИТЕРАТУРЫ. 39 ВВЕДЕНИЕМашиностроение как важнейшая отрасль промышленности сохраняет свою ведущую роль и на ближайшие годы будет определять темпы перевооружения новой техникой все отрасли народного хозяйства и промышленности. Ведущую роль в машиностроении играет станкостроительная промышленность, производящая средства производства для машиностроительных заводов. Совершенствование технологических методов изготовления машин имеет при этом первостепенное значение. Качество машины, надежность, долговечность и экономичность в эксплуатации зависят не только от совершенства ее конструкции, но и от технологии производства. Применение прогрессивных, высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей, повышающих ресурс работы деталей и машины в целом, эффективное использование современных автоматических линий и поточных форм организации и экономики производственных процессов — все это направлено на решение главных задач, повышение эффективности производства и качества продукции. Необходимость непрерывного повышения производительности труда на основе современных средств производства выдвигает перед машиностроением новые ответственные задачи. Одна из главных задач заключается в повышении качества машин, надежности и долговечности. Ее решение обеспечит сокращение затрат на обслуживание, простои, ремонт машин, находящихся в эксплуатации. Немаловажное значение в современных условиях имеет решение задачи по экономии сырья, энергетических ресурсов, материалов. Эти задачи решаются за счет применения прогрессивных методов получения заготовок с минимальными припусками, широкого освоения передовых технологических процессов, оснастки и оборудования, средств механизации и автоматизации, запуска в производство изделий, отработанных на технологичность, внедрения Единой системы технологической подготовки производства (ЕСТПП). Необходимо на основе комплексной механизации и автоматизации коренным образом изменить характер труда. Известно, что один станок с числовым программным управлением (ЧПУ) позволяет высвободить 3—4 рабочих. Использование достижений научно-технического прогресса позволяет повысить производительность труда, увеличить объем снимаемой продукции с единицы оборудования, снизить себестоимость продукции, расход материально-технических и людских ресурсов, энергетических ресурсов. Целью курсового проекта является разработка технологического процесса изготовления детали «Главный Корпус» на основе существующих базового технологического процесса с использованием современного оборудования высокопроизводительной оснастки с целью снижения себестоимости и улучшения организации труда. Общая часть 1.1. Описание, назначение и конструкция детали Ролик – одна из основных деталей в конструкции миниатюрного инкрементного оптоэлектронного преобразователя угловых перемещений с посадкой на вал ЛИР-219А имеет множество различных поверхностей: отверстий, лысок, канавок, служащих базовыми для крепление к нему элементов электроники, приспособлений для сборки и настройки, а также различных деталей конструкции. «Ролик» выполняет роль главного корпуса угловых преобразователей «ЛИР» в модификациях изготавливается из нержавеющей стали, латуни и дуралюмина. Для преобразователей с рабочим диапазоном температур от -40С до 100С градусов Цельсия он изготавливается из стали. Данная деталь изготовлена из прутка D=20мм. Пруток, ГОСТ 4784-97. Алюминиевый сплав Д-16Т 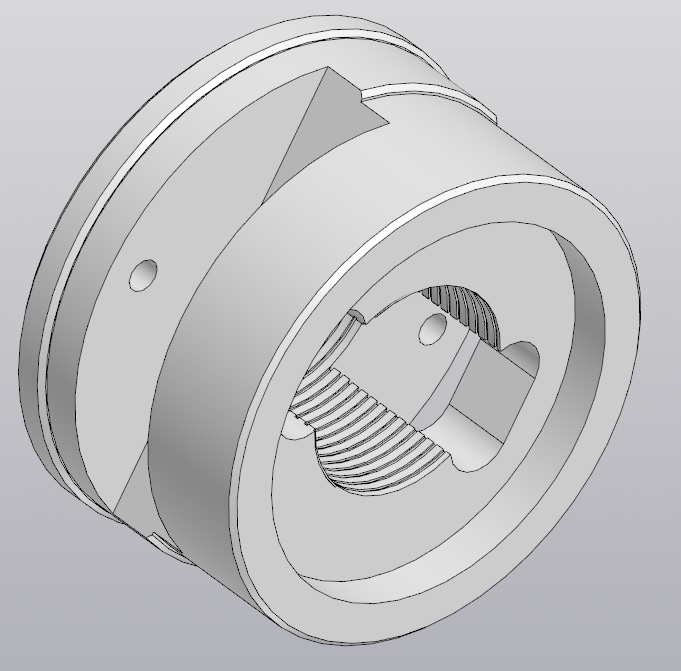  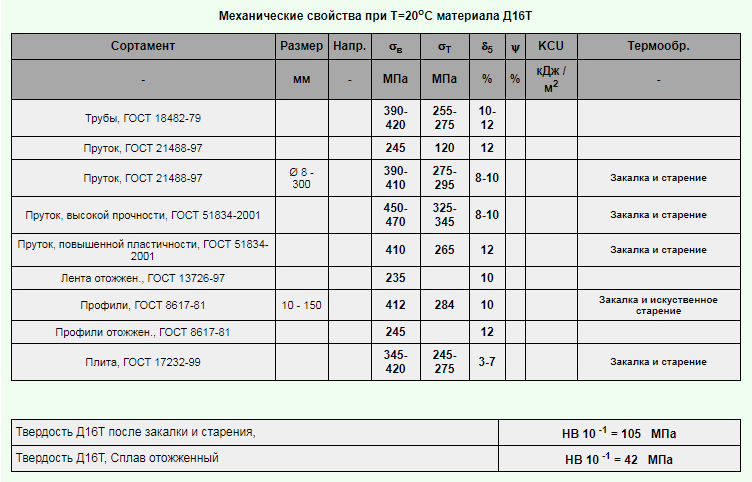 1.2 Определение типа производства. Технология изготовления деталей в значительной степени зависит от типа производства. Следовательно, на начальной стадии проектирования необходимо установить тип производства данной детали, учитывая её массу и размер годового выпуска. Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных степенью специализации, сложностью и устойчивостью изготовляемой номенклатуры изделий, размером и повторяемостью выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций, который определяется как отношение числа всех различных технологических операций, выполняемых или подлежащих выполнению в течение месяца, к числу рабочих мест. Таблица типы производства.
Выбор типа производства для заданной детали. Типы производства — это категорийность производства продукта или услуги по видам организации структуры производственных факторов в отношении количества самого продукта или услуги. В машиностроении определяется в зависимости от коэффициента закрепления операций.
Мелкосерийное производство нуждается в частичном использовании специального оснащения в виде инструмента и приспособлений, в закреплении операций за определенным типом оборудования и даже за определенным станком и, наконец, в подробной разработке технологического процесса, норм и в планировании производства. Стоимость изделий получается ниже, чем при единичном производстве. Характеризуется нерегулярно повторяющимся изготовлением и выпуском одинаковых изделий, выпуском изделий небольшими партиями; наличием универсального оборудования, которое располагается по группам; применением универсальных устройств для закрепления обрабатываемых заготовок. При мелкосерийном производстве сохраняет почти все характерные особенности индивидуального производства, но отличается от него частичным применением специального инструмента и специальных приспособлений, закреплением операций за определенным типом оборудования или даже за определенным станком, подробной разработкой технологического процесса с разработкой норм на каждую операцию и запуском деталей в производство определенными партиями. Мелкосерийное производство - тип организации производственного процесса, при котором подразделения или обрабатывающие центры специализируются на определенных операциях. Обрабатываемые изделия небольшими партиями проходят через систему. Мелкосерийное производство оснащается преимущественно универсальным оборудованием, оно изготовляет продукцию в небольших количествах. Крупносерийное производство принимает черты массового производства. Развитие серийного производства и увеличение выпускаемых партий зависит от уровня специализации данного производства, углубление которой создает благоприятные условия для замены единичного производства, значительного увеличения партий, перехода к массовому производству. Мелкосерийное производство приближается по своим технологическим особенностям к единичному. В нем применяют преимущественно универсальное оборудование (с расположением его в цехах по типам станков), универсальный рабочий и измерительный инструмент. Детали обрабатывают методом пробных рабочих ходов и промеров. Мелкосерийное производство по особенностям применяемого оборудования и оснастки, а также и по другим характеристикам производства близко к единичному; крупносерийное - к массовому. 2.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ Технологичность конструкции детали - это совокупность свойств изделия определяющих её приспособляемость к достижению оптимальных затрат, при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условия выполнения работ (ГОСТ14.205-83). Технологичностьконструкции корпусных деталей имеет особое значение, так как от этого зависит трудоемкость их изготовления. Чтобы снизить трудоемкость изготовления корпусных деталей и повысить их качество, необходимо при проектировании обеспечить следующие технологические требования: Технологичность конструкции детали - это совокупность свойств изделия определяющих её приспособляемость к достижению оптимальных затрат, при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условия выполнения работ (ГОСТ14.205-83). Корпусная деталь должна быть достаточно жесткой, чтобы в процессе обработки не появлялись деформации и не возникала необходимость в снижении режимов резания. Базовые поверхности корпусной детали должны иметь достаточную протяженность, позволяющую осуществлять полную обработку заготовки от одной базы. Обрабатываемые поверхности корпусной детали, такие как выступы бобышки, пояски, должны быть одной высоты. 2.1 Анализ технологичности детали.
2.2 Оценка технологичности детали а) Коэффициент использования материла.  , (1) где q = 0,00045 – масса детали (кг) , (1) где q = 0,00045 – масса детали (кг)Q = 0,0016 – масса заготовки (кг)  Деталь не технологична по коэффициенту использования, т.к. он меньше 0,6.   Таблица оценки технологичности.
*Размер отверстия нестандартный что обусловленно сопрягаемой с ним деталью – подшипником; поле допуска на диаметр отверстия = 6мкм (+0,004 – (-0,002) = 0,006 мм), что соответсствует полю допуска р5 +21/+15 (+0,021-0,015=0,006 мм) а) Коэффициент точности обрабатываемой поверхности  , (2) , (2)где  - средний квалитет точности, n – количество поверхностей - средний квалитет точности, n – количество поверхностей  = =  0,91 > 0,8 Следовательно деталь не технологична по коэффициенту точности. б) Коэффициент шероховатости.  , (3) , (3) где  - средняя шероховатость поверхности в - средняя шероховатость поверхности в n - количество поверхностей  = =  0,3 = 0,3 Следовательно деталь технологична по коэффициенту шероховатости. Вывод: деталь технологична. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||