Курсовая работа по Технической оснастке. Пояснительная записка. 1. 1 Конструкция и служебное назначение изготавливаемой детали 3
 Скачать 0.8 Mb. Скачать 0.8 Mb.
|

1.4.3 Определение операционных припусков и расчет межоперационных размеров табличным методомВсе расчеты представлены и сведены в таблицу ниже:
Таблица 2.7 – Операционные припуски 1.4.4 Анализ возможных специальных приспособленийПри анализе возможных специальных приспособлений можно выбрать пневматические тисы - предназначены для механизированного зажима деталей при выполнении различного вида слесарных работ. Такие тиски способны быстро зажимать детали в течение секунды с усилием до 1,5 тонн без применения силы человека. Иначе говоря, пневмотиски позволяют автоматизировать зажим заготовки и снизить физические и временные затраты на обработку детали. На рисунке 3 изображена схема пневмотисков 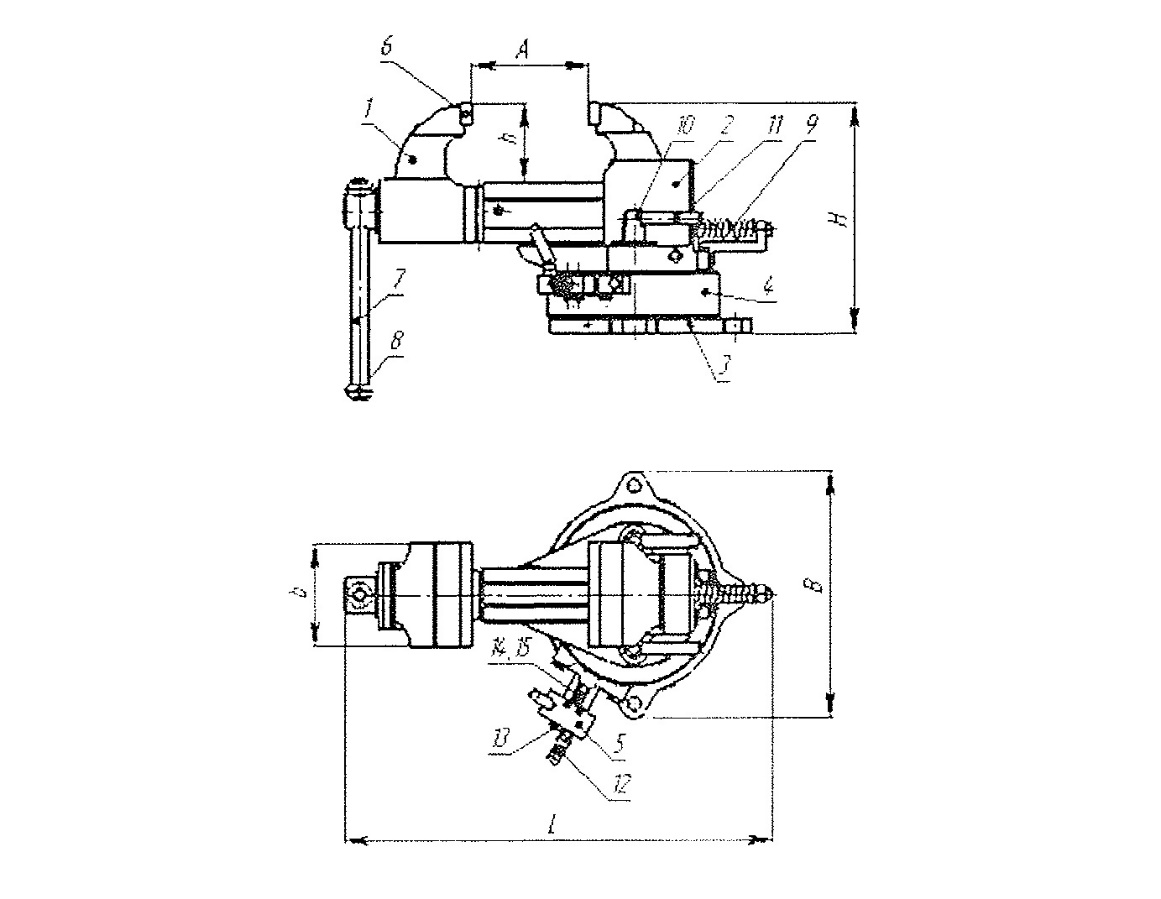 Рисунок 3 – пневматические тисы. Обозначения: 1) ползун; 2) корпус; 3) основание; 4) цилиндр; 5) пневмораспределитьель; 6) планка; 7) рукоятка; 8) головка; 9) пружина; 10) гайка; 11) ручка; 12) штуцер; 13) пневмоглушитель; 14) ниппель; 15) контргайка. Рассмотрим принцип работы пневматических тисов: С помощью рукоятки 7 ползун 1 подводится вплотную к детали. При перемещении ручки пневмораспределителя 5 сжатый воздух из пневмосети подается в пневмоцилиндр. Под действием сжатого воздуха шток поршня толкает рычаг. Рычаг передает усилие на ходовую гайку и затем через винт ходовой на ползун 1, заставляя его перемещаться поступательно. Деталь крепко сжимается губками тисков. При перемещении ручки пневмораспределителя в обратном направлении сжатый воздух из пневмоцилиндра выходит в атмосферу через пневмоглушитель 13. Под действием пружины 9 ползун перемещается в исходное положение. |