ЛИФТ грузовой. 1. 1Исходные данные по проекту грузового лифта 9 2Выбор типа электропривода 9
 Скачать 1.14 Mb. Скачать 1.14 Mb.
|

Эксплуатация и ремонт двигателейпостоянного тока2.1 Эксплуатация двигателей постоянного токаНадзор за нагрузкой двигателей, температурой подшипников и охлаждающего воздуха, поддержанием уровня масла в подшипниках, а также пуск и остановка двигателей осуществляется персоналом, обслуживающим механизмы. Персонал электроцеха обязан периодически осматривать двигатели и контролировать режим их работы по всем показателям, а также производить ремонт и испытания. Надзор и уход состоит в контроле за температурой и отсутствием ненормального шума. В подшипниках скольжения, кроме того, следят за уровнем и чистотой масла, нормальным вращением смазочных колец. При низком уровне масла его доливают. Обычно подливают масло в подшипники один раз в месяц и реже. Чаще доливают масло только при наличии его утечки из подшипников. Любая утечка масла, особенно утечка внутрь двигателя, - это серьезный дефект. Попадая на обмотку, масло разрушает изоляцию, резко снижает её электрическую прочность, что может привести к КЗ в обмотке. Смена масла в подшипниках скольжения и смазки в подшипниках качения производится, как правило, один раз в год. Возгорание мелких двигателей можно тушить и углекислотными огнетушителями. Применение углекислотных огнетушителей для тушения возгорания крупных двигателей чаще всего результата не дает. Коллектор чистят на холостом ходу сухой бе ветошью. Если на коллекторе есть жир, тряпку смачивают спиртом. Царапины и почернения на коллекторе во избежание усиления искрения должны устраняться по мере их возникновения. Это достигается полировкой коллектора мелкой стеклянной бумагой, закрепленной на деревянной колодке при нормальной частоте вращения двигателя. Смазочные кольца подшипников скольжения должны вращаться с заданной частотой. При замедленном вращении колец происходит недостаточная подача масла и перегрев подшипника. Необходимый уровень масла в подшипниках отмечен чертой на маслоуказателе. Плавкие вставки применяют ограничено. В этом случае они должны быть калиброваны с указанием их номинального тока. Применять некалиброванные вставки запрещается. 2.2 Ремонт двигателей постоянного токаДля проверки состояния двигателя, устранения неисправностей и повышения надежности периодически проводят текущий и капитальный ремонт. Текущий ремонт предусматривает замену масла и измерение зазоров в подшипниках скольжения, замену или добавление смазки и осмотр сепараторов в подшипниках качения, чистку и обдувку статора и ротора при снятой задней крышке, осмотр обмоток в доступных местах. Капитальный ремонт включает полную разборку двигателя с выемкой ротора, чистку, осмотр и проверку статора и ротора, устранение выявленных дефектов (например, перебандажировка схемной части обмотки статора, переклиновка ослабленных клиньев, покраска лобовых частей обмотки и расточки статора), промывку и проверку подшипников скольжения, замену подшипников качения, проведение профилактических испытаний. Периодичность капитального и текущего ремонта электродвигателей устанавливается по местным условиям. Она должна быть не только обоснована для каждой группы двигателей по температуре и загрязненности окружающего воздуха, но и учитывать требования завода-изготовителя, выявившуюся недостаточную надежность отдельных узлов. Капитальный ремонт электродвигателей, работающих нормально, целесообразно проводить во время капитального ремонта основных агрегатов (котлов, турбин), на которых электродвигатели установлены, т.е. один раз в 3... 5 лет, но не реже. При этом будут обеспечены одинаковые уровни надежности электродвигателей и основного агрегата. Текущий ремонт электродвигателей обычно проводят один-два раза в год. В целях сокращения трудозатрат на работы по центровке и подготовке рабочего места ремонт электродвигателя целесообразно совмещать с ремонтом механизма, на котором он установлен. При проведении частичной ревизии без разборки двигателя выполняют следующие работы: внешний осмотр общего состояния; осмотр выводов, щеточного механизма, коллекторов или контактных колец, подшипников и других частей; промывка подшипников скольжения и заполнение их маслом; вскрытие подшипников качения и проверка наличия и качества в них консистентной смазки; проверка состояния изоляции обмоток статора и ротора мегомметром; проверка свободного вращения ротора; устранение незначительных дефектов, выявленных при ревизии. Ревизия двигателя с полной разборкой должна производиться в сухом отапливаемом помещении, оборудованном подъемными средствами. Разборку электродвигателя начинают со снятия полумуфты, шкива или шестерни с конца вала. После этого подвешивают и удерживают на весу подшипниковые щиты, отворачивают болты торцевых крышек, щиты выводят из заточки статора, а ротор опускают на расточку статора. При необходимости после снятия щитов производится выемка ротора. При осмотре обмотки статора необходимо обратить внимание на исправность крепления отдельных узлов и лобовых частей, а также на отсутствие трещин и повреждений изоляции и состояние расклиновки обмоток. При обнаружении ослабленных клиньев следует установить между клиньями и обмоткой дополнительные изоляционные прокладки При осмотре активной стали статора и ротора проверяют плотность опрессовки, надежность крепления и отсутствие коррозии. Выявленные дефекты устраняют, а расточку статора при необходимости покрывают изоляционным лаком. После устранения дефектов двигатель собирают, проверяют щупом воздушные зазоры через отверстия в щитах с обоих торцов статора. У машин постоянного тока мощностью более 3 кВт проверяют качество паек в «петушках», измеряют падение напряжения между коллекторными пластинами, выясняя причины падения напряжения выше нормы. Для машин серийного производства расхождение значений падения напряжения допускается не более чем на 10% от нормальной, а у машин с уравнительными соединениями расхождение не должно превышать от 20 до 30%. Этот вид ремонта выполняют с полной их разборкой. Для разборки двигатель стропят на крюк подъемного устройства за рымы и перемещают на свободное место или разворачивают на фундаменте. Для надежной работы полумуфты в большинстве случаев устанавливаются с напряженной посадкой. Для этого диаметр отверстия в полумуфте должен быть равен номинальному диаметру выступающего конца вала или превышать его не более чем на 0,03...0,04 мм. Снятие полумуфт удобнее всего производить съемниками, рисунок 2.1.  Рисунок 2.1 - Съемник для снятия полумуфт Установка полумуфты на вал крупных двигателей, как правило, производится с подогревом ее до температуры 250 °С, когда пруток из олова начинает При наличии над двигателем крана или монорельса выемку, ввод ротора в статор удобней всего выполнять при помощи скобы, рисунок 2.2. Скоба 2 со ступицей 4 надевается на конец вала ротора и стропится на крюк подъемного устройства. Затем ротор выводят из статора и укладывают в удобном для ремонта месте. 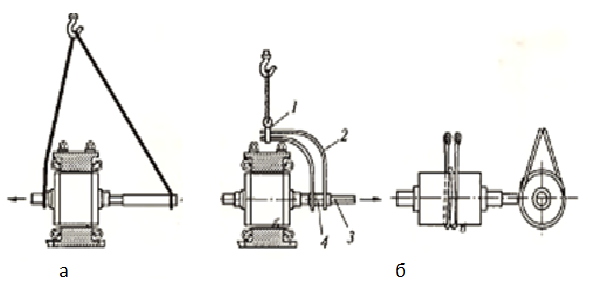 Рисунок 2.2 – Скоба 1 - передвижная серьга; 2 - скоба; 3 - хвостовик; 4 - ступица скобы а – скоба с удлинителем; б – скоба с подъемным механизмом При отсутствии крана или монорельса выемку и ввод ротора в статор выполняют при помощи переносной балки, рисунок 2.3, закрепляемой на корпус двигателя при помощи прижима, рисунок 2.4.  Рисунок 2.3 -Балка для выемки ротора  Рисунок 2.4 - Прижим 1 - опорная скоба; 2 - прижимная скоба; 3 - штифт; 4 - винт Балкаукладывается на опорные скобы 1, рисунок 2.4,укрепленные над рымами двигателя. Затем устанавливаются прижимные скобы 2 и через отверстия в опорных, прижимных скобах и рымах пропускаются штифты 3. Ввертыванием винтов 4, упирающихся в балку, прижимные скобы вместе со штифтами приподнимают кверху до техпор, пока штифты не упрутся в верхнюю часть рымов, а балка и опорные скобы не прижмутся к статору. Выемка ротора производится с помощью двух катков с тальрепами (такелажное приспособление). При осмотре активной стали статора следует убедиться в плотности прессовки ее, как это показано для генераторов, и проверить прочность крепления распорок в каналах. При слабой прессовке возникает вибрация листов, которая приводит к разрушению межлистовой изоляции стали и затем к местному нагреву ее и обмотки, рисунок 2.5. Вибрирующими листами стали зубцов истирается изоляция обмотки статора 2. Наконец, листы зубцов 4 от длительной вибрации могут обломиться у основания и при выпадании задеть ротор 1, врезаться в пазовую изоляцию обмотки статора до меди 3. Уплотнение листов стали производится закладкой листочков слюды с лаком или забивкой гетинаксовых клиньев. При осмотре лобовых частей обмотки статора следует проверить их крепление, а также состояние изоляции в местах выхода секции из пазов, межкатушечных соединений. При необходимости лобовые части покрывают лаком воздушной сушки № 462 и 316 или серой эмалью № 1495. 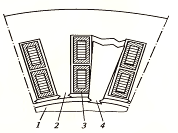 Рисунок 2.5 - Повреждение изоляции обмотки статора из-за неплотной прессовки стали 1 -ротор; 2- статор; 3 - медь обмотки статора; 4 -обломившийся лист зубца При осмотре выводной коробки следует проверить, нет ли трещин на изоляторах и надежно ли они закреплены, не сорвана ли резьба на шпильках. При осмотре ротора проверяют состояние вентиляторов и их крепления, плотность посадки стержней обмотки в пазах, отсутствие трещин, обрыва стержней, следов нагрева и нарушения пайки в местах выхода их из короткозамыкающих колец. При осмотре подшипников скольжения обращают внимание на то, как работает вкладыш, а также на отсутствие торцевой выработки, трещин, отставания, подплавления или натаскивания баббита. В правильно пришабренном вкладыше зона касания вала поверхности вкладыша (рабочая зона) располагается по всей его нижней поверхности примерно на 1/6 части окружности, рисунок 2.6.  Шабровка вкладыша 1 - поверхность касания; 2 – карманы; а - правильная шабровка; б - неправильная шабровка; Карман для масла должен переходить на рабочую зону вкладыша плавно, без излома. При этом создаются хорошие условия для затягивания масла под шейку вала. При осмотре подшипников качения после их промывки бензином проверяют легкость и плавность вращения, отсутствие заседаний, притормаживания и ненормального шума. Также следует убедиться, нет ли обрыва заклепок, трещин в сепараторе, не имеет ли он чрезмерного люфта, не касается ли колец, нет ли недопустимого радиального или осевого люфта наружного кольца. При обнаружении дефектов в деталях подшипника, в том числе малейших раковин, точечных подплавлений от электросварки, этот подшипник должен быть заменен Подшипники, работающие в особо тяжелых условиях, например в крупных двигателях с частотой вращения 3000 об/мин, следует заменить независимо от их состояния по истечении от 5000 до 8000 ч работы. В подшипниках качения двигателей применяют консистентные смазки, представляющие собой смесь минерального масла (от 80 до 90%) и мыла, играющего роль загустителя. Наиболее подходящими смазками для подшипников качения двигателей являются высококачественные смазки ЛИТОЛ-24, ЦИАТИМ-201 и другие, обеспечивающие нормальную работу как при низких температурах до минус 40 °С, так и при высоких до плюс 120 °С. Для электродвигателей, установленных в помещении, наряду с указанными смазками широко применяют универсальную тугоплавкую водостойкую смазку марки от УТВ 1 до УТВ 13. Сравнительно частой причиной преждевременного выхода из строя подшипников качения является их неправильная посадка на вал. В двигателях с частотой вращения 1500 об/мин и ниже чаще всего применяется напряженная посадка подшипников на вал и плотная в торцевой крышке. В двигателях с частотой вращения 3000 об/мин и менее применяются посадки с меньшим натягом: плотная посадка на вал и посадка скольжения - в торцевой крышке. Двигатели, имеющие пониженное значение сопротивления изоляции, подвергаются сушке. В условиях эксплуатации чаще всего сушка проводится путем их внешнего нагревания, т.е. подачей горячего воздуха в двигатель через имеющиеся проемы или люки от воздуходувки либо путем включения обмотки статора на пониженное напряжение. Лучших результатов можно добиться при одновременном применении обоих способов. ЗаключениеВ данном курсовом проекте рассчитано и выбрано электрооборудование грузового лифта грузоподъемностью 3т. В введение дана характеристика грузового лифтового оборудования. Произведен расчет мощности и выбор двухдвигательного привода, расчет передаточного числа редуктора, построена нагрузочная диаграмма. Для обеспечения необходимого режима работы двигателя постоянного тока независимого возбуждения выбран двухкомплектный тиристорный преобразователь, силовой трансформатор. Рассмотрены вопросы эксплуатации и ремонта двигателей постоянного тока. При разработке курсового проекта была использована техническая и справочная литература. Задачи, поставленные перед курсовым проектом, выполнены. ЛитератураПравила устройства и безопасной эксплуатации лифтов ПБ 10-558- 03. Серия10. Документы по безопасности, надзорной и разрешительной деятельности в области надзора за подъемными сооружениями. Москва НТЦ «Промышленная безопасность» 2009 -177 с. Полякова В.М. Лифтер :учеб. Пособие –М. Издательский центр «Академия» 2007.- 80 с. Архангельский Г.Г., Ионов А.А., Основы расчета и проектирования лифтов. Учебное пособие. - Москва: МИСИ им. В.В. Куйбышева, 1985 г., 74 с. Анчарова, Т.В. Электроснабжение и электрооборудование.: Учебник / Т.В. Анчарова, М.А. Рашевская, Е.Д. Стебунова. - М.: Форум, 2015. - 48 c. Щербаков, Е.Ф. Электроснабжение. Курсовое проектирование: Учебное пособие / Е.Ф. Щербаков, Д.С. Александров, А.Л. Дубов. - СПб.: Лань, 2014. - 192 |