|
|
Шпаргалка К Экзамену По Технологии Формных Процессов Для Заочников (Надирова Е. Б.). Шпаргалка К Экзамену По Технологии Формных Процессов Для Заочник. 1. Физикохимические превращения в копировальных слоях с использованием диазосоединений
60. Разновидности фотоформ, используемых для изготовления печатных форм, их основные параметры и требования, предъявляемые к ним
Требования к фотоформам можно условно разделить на три группы: общие требования, предусматривающие, например: определенные линейные размеры фотоформ; наличие на них (в зависимости от характера печатной продукции) контрольных шкал, меток, прила-дочных крестов, служебной информации; зеркальность и полярность фотоформы; заданную линиатуру растровой структуры (для растровых фотоформ); требования к оптическим показателям, характеризующим, например: Dmin и Dmax элементов изображения, Д — прозрачного или непрозрачного фона, интервал оптических плотностей — AD; требования к репродукционно-графическим показателям, включающим, прежде всего, градационную характеристику растровых фотоформ и графическую точность геометрических размеров штриховых элементов. Приведенные показатели регламентируются соответствующими нормативными технологическими инструкциями и другой нормативно-технической документацией. Допустимое количественное выражение того или иного показателя определяется в зависимости от многих условий: характера печатной продукции и способа печати, типа используемых печатных красок, бумаги и т.д.
67. Состав позитивного копировального слоя и назначение его компонентов
Для позитивных слоёв, фотоактивным компанентом является диазонафтахенон, в частности ОНХД. (ОНХД выступает в роли ингибитора). ОНХД могут существовать в двух изомерных формах: 1,2-НХД и 2,1-НХД. Чаще пременяются 1 вид, т.к. обладают большей чувствительностью, имеют высокую адгезию к Al2O3, хорошо воспринимают печ. краску.В основном применяются сульфозамещённые ОНХД (-SO2-OR). Однако ОНХД не способны образовать полимерной плёнки не зависимо от сложного построения. Поэтому для ослабления склонности к кристаллизации ОНХД в КС могут использоваться смеси разных ОНХД, и так же используются добавки высокомолекулярных плёнкообразующих веществ (напр. фенольные смолы). К пленкообразующим полимерам присущи след. Требования: - хор. раствор. в водощелачном растворе и в растворителях ОНХД;
-д.б. совместим с ОНХД в широком интервале концентраций
-способен удаляться с поверхности подложки вместе с продуктами католиза ОНХД.
Удовлетворяют эти требования фенольные смолы, в частности новолочная смола. В ряде случаев в их состав входит диазопродукт, который был получен в результате реакции навтохенондиазидсульфохлорида с новолочной смолой. Для получения прочности плёнки вводиться новолочная смола в дополнительном кол-ве. В качестве растворителей в светочувствительных комп. использ. орг. растворители (ацетон, диметилформальдегид, этилцеллозальф). Должны хорошо смачивать подложку и хорошо растворять все компаненты слоя.
|
|
рассеивающую пленку или корректирующую маску. В первом случае после основного экспонирования через фотоформу проводится дополнительное экспонирование через полупрозрачную бесцветную полимерную пленку. Пленка (толщиной 120-150 мкм) с двухсторонним матированием поверхности (Ra = = 0,02-0,05 мкм) размещается на стекле копировального станка. Корректирующий эффект достигается за счет рассеивания пленкой света и «закопирования» участков слоя, находящихся под кромками диапозитивов и другими элементами. Продолжительность экспонирования с рассеивающей пленкой не должна превышать 30% от продолжительности основного экспонирования. В этом случае дополнительное экспонирование может привести к уменьшению размеров печатающих элементов на форме и снижению контраста изображения. Поэтому при копировании фотоформ, содержащих высоколиннатурное изображение, приходится отказываться от использования рассеивающей пленки. Корректирующая маска («пятого монтажа»), изготавливается на маскирующей пленке, которая представляет собой прозрачную бесцветную основу с клеевым и неактиничным (например, красного цвета) полимерным съемным слоем. Изготовление маски осуществляется удалением съемного слоя с участков, требующих дополнительного экспонирования. Вначале формная пластина экспонируется через фотоформу, после чего последняя заменяется маской и проводится дополнительное экспонирование. Излучение воздействует на все участки КС кроме тех, которые находятся под неактиничным слоем корректирующей маски. Копировальный слой, находящийся под кромками диапозитивов и липкой ленты, получает добавочное количество световой энергии, как правило, равное основной экспозиции за фотоформой.
|
Уменьшение растискивания объясняется так же меньшей толщиной красочного слоя в ОБУ. В результате повышается резкость, контраст, насыщенность тонов, лучше прорабатываются света и тени.
К преимуществу ОБУ относятся также простота подготовки машины, стабильность прцоесса печати, высокая точность совмещения красок на оттиске, упрощение конструкции печатной машины, снижение количества отходов.
Недостатки – высокая стоимость оборудования и формных пластин, что, впрочем, окупается высоким качеством продукции. Проблемы могут возникать из-за статического электричества в следствии отсутствия увлажнения. Для устранения этого узлы машины обрабатываются смесью глицерина с водным раствором поваренной соли.
|
Нанесение масочного слоя на поверхность формного цилиндра
Запись информации на масочный слой
Травление медного покрытия формного цилиндра
Очистка поверхности формы
завершающие операции изготовления форм
4)Масочная технология с исп-ием светочувствительного масочного слоя с последующим травлением травлением меди
Подготовка омедненного формного цилиндра
Нанесение масочного слоя на поверхность формного цилиндра
Нанесение водорастворимого защитного слоя
Сушка слоев
Запись информации на масочный слой
Проявление масочного слоя
Промывка
Травление медного покрытия формного цилиндра
Удаление защитного слоя
Заключ. Операции
|
|
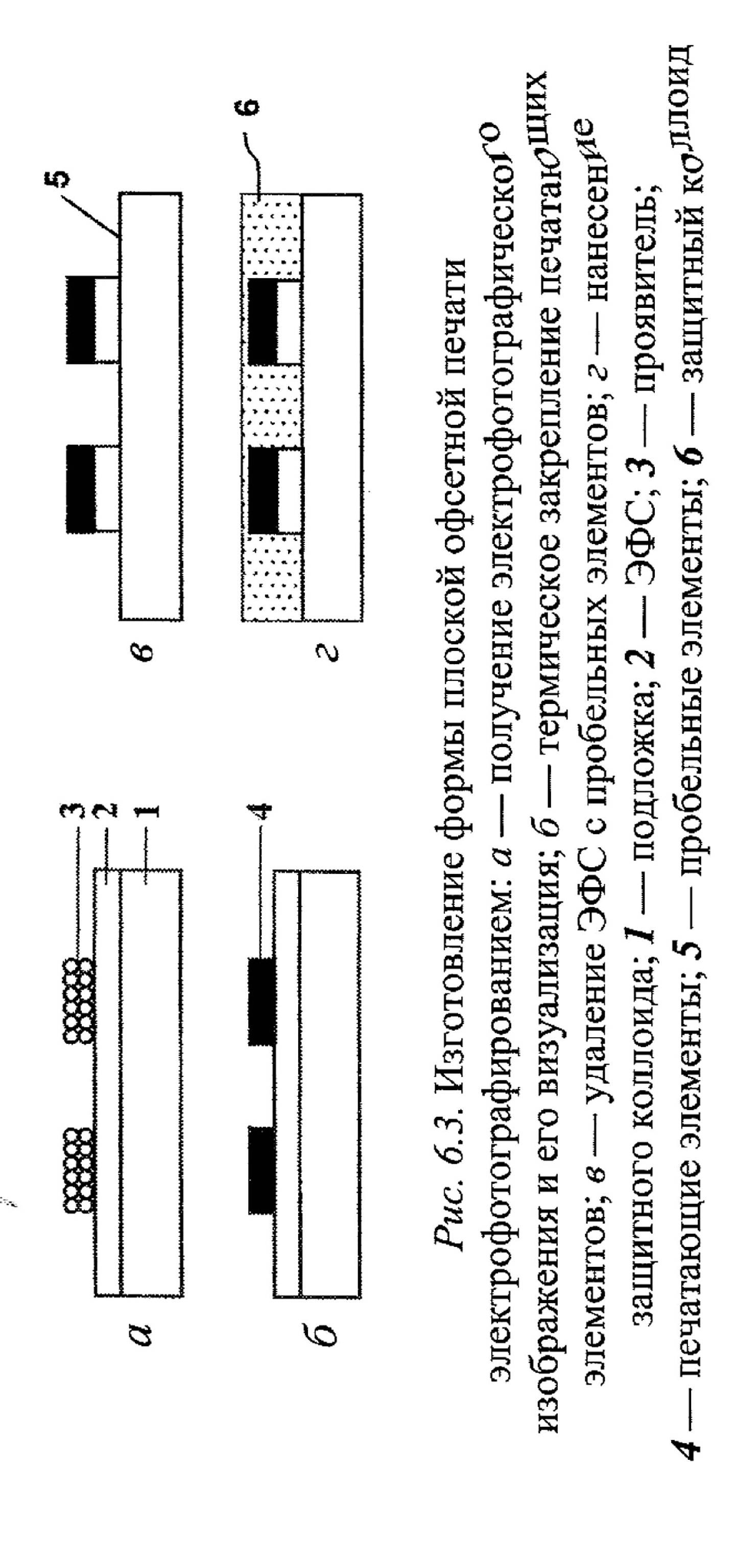
71. Назначение стадий изготовления печатных форм ПОП копированием с фотоформ и их теоретические основы
|
73. Состав фотополимеризуемого слоя и назначение его компонентов
1) пленкообразующий не светочувствительный полимер
2) мономеры или олигомеры; 3) Фотоинициатор; 4) Целевые добавки. Пленкообразующие полимеры играют роль полимерной матрицы и обеспечивают физико-механические свойства композиции. Различают водорастворимые, органорастворимые и щелочерастворимые полимеры. В качестве водорастворимых полимеров чаще используют ПВС и его сополимеры. В качестве органорастворимых полимеров исп. каучуки, в качестве щелочерастворимых – сополимеры метакриловой кислоты. Сливающиеся агенты – это реакционно-способные моно- или олигомеры, способные образовывать линейные или пространственно-слитые структуры. Они содержат не менее 2-ух звеньев типа =С=СН2. В качестве фотоинициаторов используются НМС и ВМС, назначение которых состоит в поглощении излучения определенной длины волны. Их использование обусловлено тем, что практически все мономеры или олигомеры поглощают излучение с Л<320 нм. Целевые добавки служат для придания эксплутационных свойств, обеспечивающих сохраняемость ФПК, физ-хим превращения и свойства. К ним относятся так же ингибиторы, служащие для обрыва цепи полимеризации путем нейтрализации свободных радикалов, в качестве ингибиторов используют чаще всего окислители, напрмиер, кислород воздуха или гидрохинон. Так же к целевым добавкам отнсоятся структурообразователи, пластификаторы, смачиватели, визуализаторы, служащие для контроля воздействия излучения.
|
75. Изготовление формных цилиндров глубокой печати и их подготовка к гравированию
Заготовка формного цилиндра представляет собой стальную толстостенную полую трубу, в торцы которой запрессовываются стальные цапфы. Для создания дополнительной жесткости к цапфам внутри цилиндра привариваются стальные диски. Затем, для создания правильной геометрической формы, стальная заготовка формного цилиндра протачивается по всей длине. Последующая балансировка обеспечивает устойчивость цилиндров к вибрациям в печатной машине при высоких скоростях печати (обычно около 15 м/с). Подготовка формных цилиндров требует проведения механических, химических и электрохимических процессов. Формные цилиндры входят в комплект печатной машины (это определяет диаметр и длину цилиндра) и используются многократно. 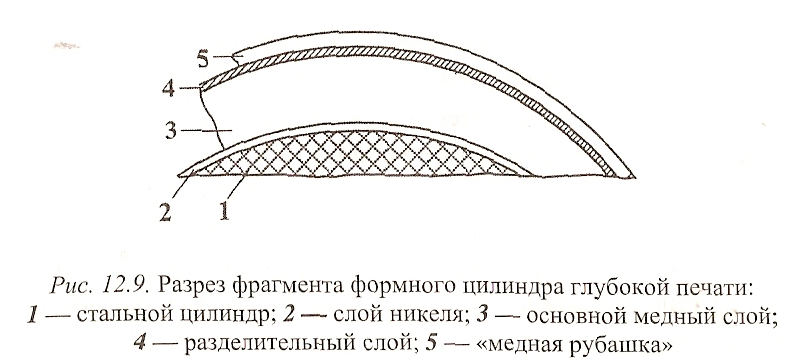
Формные цилиндры поставляются либо омедненными с основным слоем меди толщиной 1,2-1,5 мм, либо без него. Во втором случае процесс подготовки поверхности цилиндров осуществляется на полиграфическом предприятии и включает следующие технологические операции:
|
76. Схемы процессов изготовления печатных форм на различных типах свето- и термочувствительных поастин ПОП
Светочувствительные пластины: 1) фотополимеризуемые пластины. Происходит фотополимеризация, далее производится нагрев (для усиления эффекта), затем проявление. Пластины 2-го поколения не требуют нагревания, но треубют удаления слоя, усиливающего воздействие излучения. Пробельные элементы находятся на подложке. 2) серебросодержащие слои. Наиболее широко используются материалы с диффузионным переносом комплексов серебра. Под действием излучения активизируются серебросодержащие частицы, далее следует проявление, в результате которого на экспонированных участках частицы серебра образуют связи с желатином. На неэкспонированных участках ионы серебра через барьерный слой диффундируют в верхний слой и образуют печ. эл-ты. Далее следует смывка, в результате которой удаляются экспонир. участки вместе с барьерным слоем. Перспективным направлением является создание ФПК, не требующих химической обработки и вымываемых водой. Термочувствит. пластины: -более высокое качество, - возможность работы на свету, - не требуется мокрая обработка. Пластины, в которых происходит термоструктурирование, состоят из подложки и термочувствит. слоя. На экспонир. участках происходит упрочнение (под действием излучения 830 нм), далее производится нагрев и проявление. Предполагают что на экспонированных участках обраузется кислый реагент, обеспечивающий образование 3-мерной структуры. Пластины, в которых происходит термодеструкция, позитивны. В термочувствительном слоем происходят изменения, позволяющие проявителю проникнуть через это слой и растворить гидрофобный слой. Материал не требует нагревания.
|
78. Физико-химическая сущность получения печатающих и пробельных элементов на фотополимерных флексографских формах, изготовленных по масочной технологии
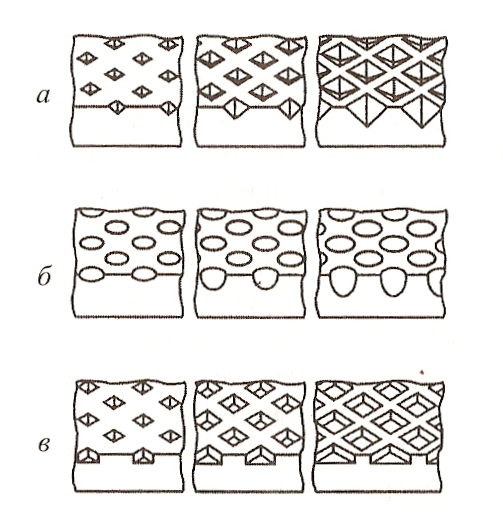
Формирование печ. Элементов фотополимерных форм происходит в процессе основного экспонирования в результате поглощения и направленного светорассеяния излучения в толще ФПС. Процесс полимеризации начинается на поверхности, продолжается вглубь послойно, причем нижние слои получают меньше световой энергии, чем верхние, т.к. последние поглощают излучение даже после завершения в них процесса фотополимеризации. Степень фотохимических превращений уменьшается с глубиной проникновения излучения. 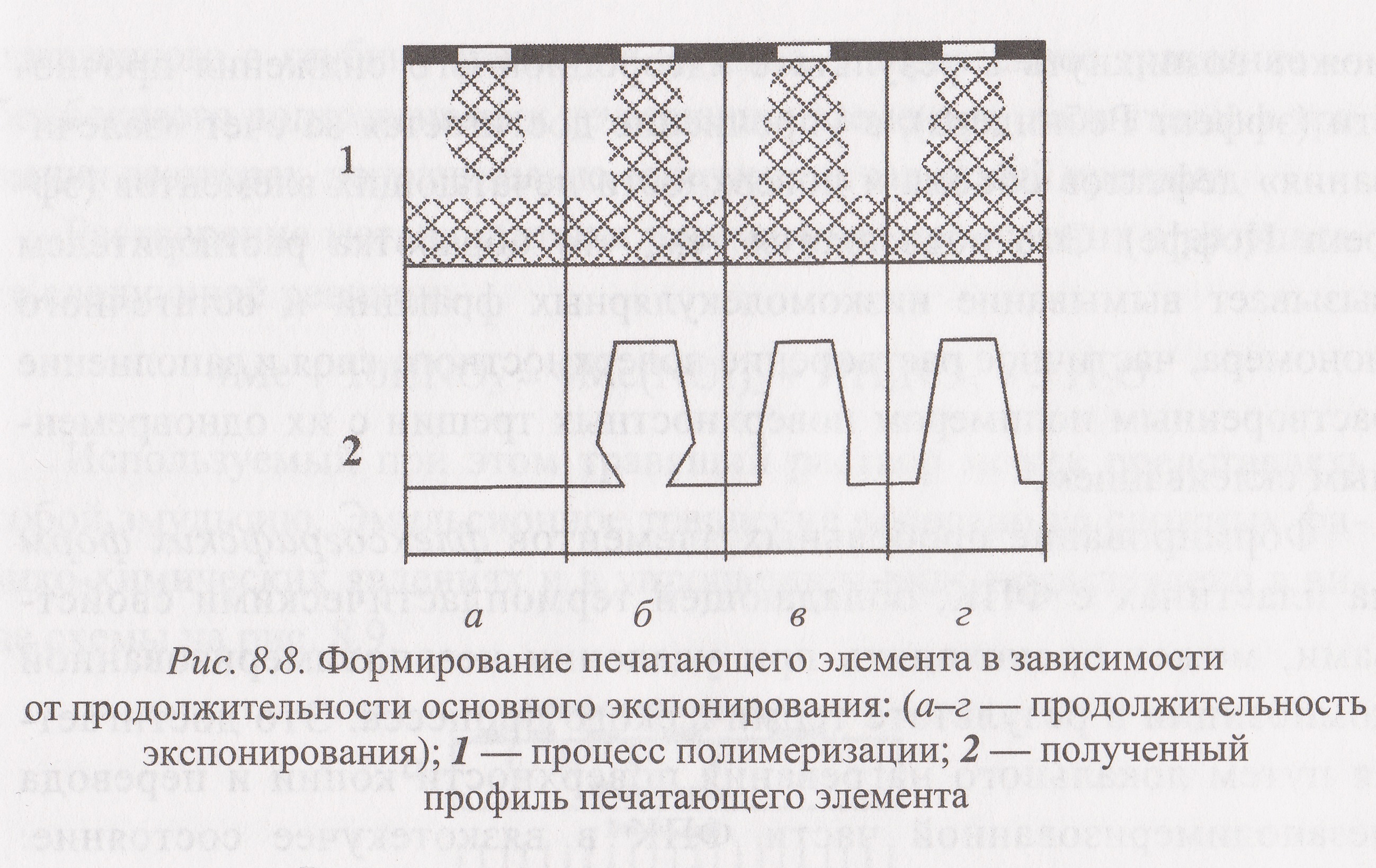
|
79. Разновидности форм глубокой печати, изготовленных различными способами и их применение
Формы глубокой печати изготавливаются чаще всего на формных цилиндрах, основой которых служат стальные цилиндры с нанесенными на их поверхность гальваническим способом покрытиями. Значительно реже используют алюминиевые или пластмассовые цилиндры. Практическое применение находят также пустотелые цилиндры, представляющие собой цилиндрические гильзы с медным покрытием. Попытки использования формных пластин с целью удешевления формного производства не принесли желаемых результатов из-за невозможности устранения проникновения кратки между краями и под печатную форму. По способу изготовления различают формы глубокой печати: - изготовленные ЭМГ;
лазерным гравированием (способ прямого гравирования);
- по масочной технологии с последующим травлением омедненного формного цилиндра. Формы, изготовленные ЭМГ(а), разделяют в зависимости от используемого формного цилиндра на формы гравированные: - на рабочем слое меди; - на медном съемном покрытии формного цилиндра (в практике — «медной рубашке»), которое представляет собой снимаемый после печатания тиража слой медного гальваноотложения. Наибольшее распространение получили формы, полученные ЭМГ на «медной рубашке» формного цилиндра. Формы, изготовленные лазерным гравированием(б), в зависимости от используемого материала формного цилиндра могут быть получены на цинковом или медном покрытиях цилиндра, а также на полимерном покрытии с последующей металлизацией поверхности. Формы, изготовленные по масочной технологии(в), различаются в зависимости от типа используемого масочного слоя. Они классифицируются как формы, изготовленные с использованием
|
27. Физико-химическая сущность формир. Печ. и проб. на формах ПОП, изгот. по цифровым технологиям при тепловом лазерном воздействии
Тепловое воздействие, реализуемое на формных пластинах с термочувствительными слоями, приводит к образованию печатных форм в результате процессов:
Термоструктурирование — формирование нерастворимой структуры под действием лазерного ИК-излуч. происходит в результате структурирования полимерных композиций (на участках воздействия ИК-излуч. происходит локальное нагревание, при этом из вещ-ва, разлагающегося под действием тепла, образуется кислый катализатор). Этот катализатор инициирует структурир-ие полимера и обеспечивает образ-ние трехмерной структуры. Для формирования устойчивых при дальнейшей обработке в проявителе печатающих элементов необходимо дополнительное нагревание или слипания полимеров (в составе термочувствительного слоя частиц гидрофобного термопластичного полимера, частиц способны размягчаться при нагревании, а их оболочки хорошо растворяются в воде. Печатающие элементы формируются под действием ИК-излучения в результате плавления частиц термопластичного полимера и их последующего слипания. Пробельные элементы на формах такого типа образуются на гидрофильной поверхности подложки после проявления или промывки водой неэкспонированных участков слоя. Термодеструкция происходит под действием ИК-излучения в полимерных слоях, в состав входят специальные ингибиторы, которые при нагревании разрушаются. При нагревании вследствие разрушения водородных связей высвобождаются гидроксильные группы, и слой приобретает
|
77. Печатные формы высокой печати, их разновидности и применение
В зависимости от особенности печатного процесса (построения красочного аппарата, наличия декеля и т.д.) и от твердости поверхности различают флексографские и топографские печатные формы.
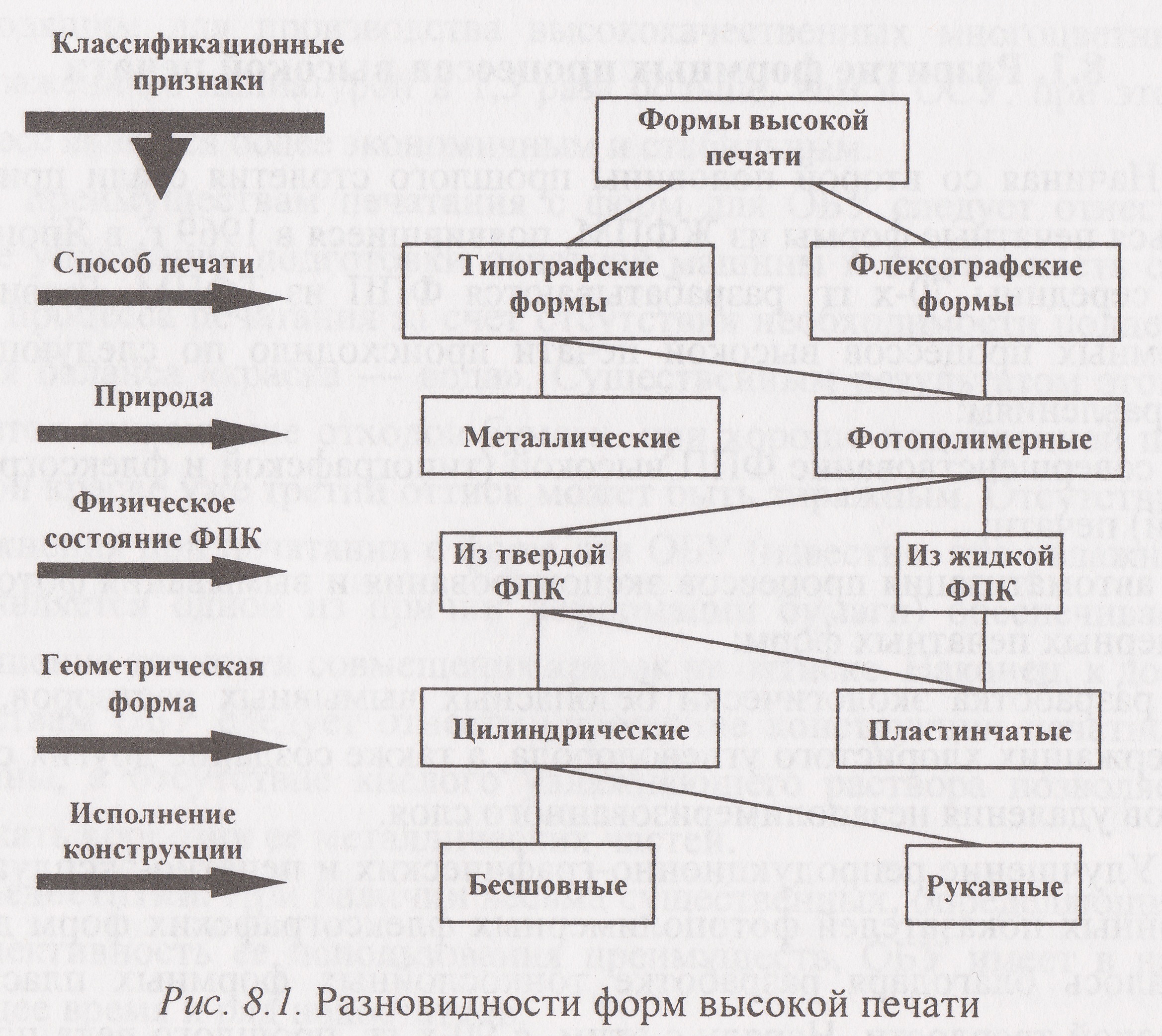
Флексографские-это фотополимерные формы, которые можно классифицировать по ряду признаков:
- Физическое состояние ФПК(формы, изготовленные из твердой фпк);
- Химический состав слоя, зависящий от состава Фпк;
- Конструкция(геометр.форма)-они могут быть пластинчатыми и цилиндрическими
|
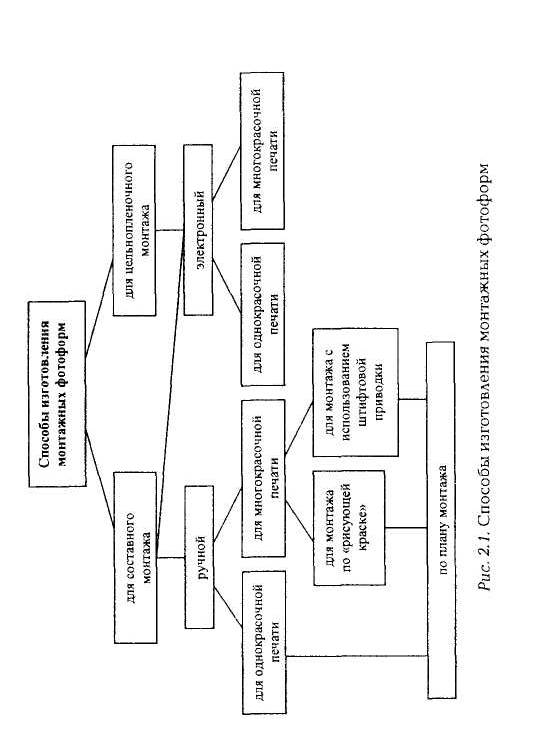
26 (продолжение). монтажной основе предварительно пробиваются штифтовые отверстия, необходимые для более точного позицирования на плоскости, Такая монтажная основа накладывается на приводочные штифты (с жесткими допусками на размеры) , размещенные на специальных планках, которые с помощью липкой ленты фиксируются на монтажном столе в точно определенном месте. Электронный монтаж осуществляется в системе поэлементной обработки с использованием программных средств. При разработке схемы спуска полос необходимо учитывать следующее: выбор схемы спуска полос зависит от типа издания, способа фальцовки и числа страниц в тетради, вида комплектовки блока из тетрадей, а также от количества тетрадей, получаемых из одного бумажного листа, и числа полос на печатной форме. Существует большое количество вариантов спусков, учитывающих:
тип издания (книжные и альбомные) и вариант его оформления;
долю листа (от 1 /2 до 1 /128 и более);
вид фальцовки;
вид комплектовки (вкладкой, подборкой);
вариант запечатывания оборота бумажного листа (со «своей»
или «чужой» формы).
|
- механическая и химическая обработка поверхности стального цилиндра 1;
- осаждение гальваническим способом тонкого (2-5 мкм) слоя никеля 2, необходимого для прочного сцепления основного медного слоя с поверхностью стального цилиндра;
- гальваническое наращивание основного медного слоя 3 толщиной до 3 мм;
- механическая обработка поверхности (проточка, шлифовка, полировка).
|
74. Контроль качества офсетных печатных форм, методы и средства контроля
Копировальный процесс-это процесс переноса изображения с фотоформы на формную пластину. Для его реализации необходимо наличие следующих элементов:1)фотоформы;2)формной пластины;3)оборудования для выполнения копирования;4) оборудования для обработки полученных копий; 5)тестовые шкалы и метки; 6) измерительное оборудование
2) От химического состава (гидрофильные полимеры солями хромовой к-ты K2Cr2O- они обладают «теневым дублением»; гидрофильные пластины с применением диазосоединений (диазосмолы); слои на основе диазосоединений (ОНХД); фотополимеризуемые коп. слои)
Разновидности КС: 1) От растворимости (негативные и позитивные)
В качестве светочувствительного слоя на формных пластинах используются копировальные слои (- это тонкая воздушно-сухая полимерная плёнка 1?3мкм, чувств. к УФ-излучению и способна менять растворимость под его воздействием) или фотопополимеризующая композиция(-это светочувствительный слой 0.5-7мм, чувств. к УФ-излучению и способный менять растворимость, используется в высокой печати).
|
72. Особенности изготовления флексографских форм на гильзе и рукавных форм
Большие достоинства цифровых технологий при изготовлении печатных форм обеспечивают высокое качество печати с незначительными градационными искажениями, позволяя экономить средства из-за исключения из процессов традиционных фотоформ и фотохимикатов (при соблюдении требований экологии), с возможностью дистанционной передачи информации, а также электронного монтажа.
К хорошим результатам печати относится, в частности, применение гильз как носителей печатных форм. Успешно применяются гильзы с при к леенными к ним печатными формами, полученными на материалах, чувствительных к лазерному излучению. В эксплуатацию введены бесконечные формы (гильзы), которые сравнимы с цилиндрами глубокой печати, позволяющие использовать длину всей окружности формного цилиндра. Реальностью стали полноформатные печатные формы, изготавливаемые цифровым способом без традиционного монтажа.
Для повышения экономичности способа флексографской печати в машины интегрируются робототехника, системы автоматического снабжения красками, а также устройства для чистки всех краскопроводящих частей машин. Эти системы будут развиваться и в будущем, способствуя улучшению обслуживания, обеспечивая качество печати и надежность работы флексографских печатных машин.
|
светочувствительных (фотополимеризуемых) и термочувствительных масочных слоев. Последние находят наибольшее применение.
|
|
|
|
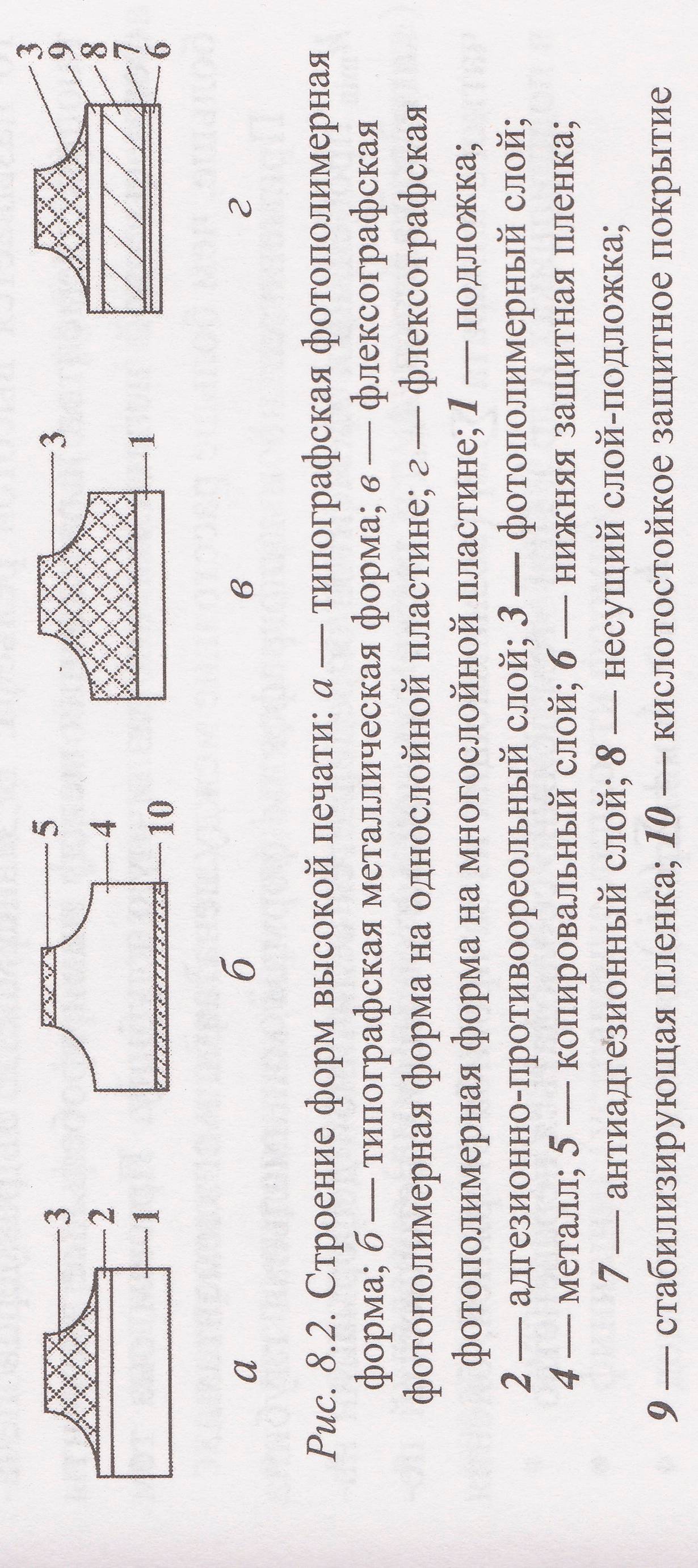
Типографские ф. в зависимости от природы материала делятся на металлические и фотополимерные.
|
растворимость. При последующем проявлении он удаляется. Формируются пробельные элементы. Печ. элементами на таких формах является исходный термочувствительный слой, нерастворившийся в процессе проявления. В процессе экспонирования растворимость термочувствительного слоя повышается, а при проявлении проявитель проникает сквозь него и растворяет нижний полимерный слой. Поэтому в результате воздействия водно-щелочного раствора на экспонированных участках обнажается гидрофильная подложка 1 — формируются пробельные элементы. Функцию печ. элементов выполняет двухслойная структура из слоев 2 и 3, сформированных при изготовлении формной пластины. Изменение агрегатного состояния под действием ИК-излучения позволяет реализовать процесс сублимации (возгонки), в результате которой происходит удаление термочувствительного слоя, и на обнаженной поверхности алюминиевой подложки, которая обладает гидрофильными свойствами, формируются пробельные элементы. Печатающими элементами является олеофильный термочувствительный слой. Инверсия смачиваемости под действием ИК-излучения возникает либо при появлении в результате окисления полярных групп на поверхности термочувствительных полимерных слоев, либо из-за уменьшения их числа в результате дегидратации. Инверсия смачиваемости в результате теплового лазерного воздействия позволяет получить на экспонированных участках, например, печатающие элементы, на неэкспонированных участках формируются пробельные элементы, содержащих внутри слоя микрокапсулы, которые разрушаются под действием тепла. Благодаря этому слой из гидрофильного становится способным воспринимать краску, т.е. превращается в олеофильный.
|
|
|
|
 Скачать 3.94 Mb.
Скачать 3.94 Mb.