Шпаргалка К Экзамену По Технологии Формных Процессов Для Заочников (Надирова Е. Б.). Шпаргалка К Экзамену По Технологии Формных Процессов Для Заочник. 1. Физикохимические превращения в копировальных слоях с использованием диазосоединений
 Скачать 3.94 Mb. Скачать 3.94 Mb.
|

|
44. Контроль параметров формных пластин ПОП, используемых для копирования Контроль должен обеспечивать на форме правильную подачу растровых градационных изображений. Это зависит от факторов: характер орегин при копировании, от КС, от степени вакуумного контакта, экспозиции, от проявления. Контрольные шкалы используются для выявления отдельных недостатков и ошибок не только при изготовлении форм но и в печати. Визуальный контроль : шкала UGRA, FOGRA имеют фрагменты – 1. Полутоновая ступенчатая шкала (оптим время экспонир) 2. Концентрические окружности в негативном и позитивном варианте(размр штриха, оценка выделяющей способности системы) 3. Градационные характеристики (растров поля 60 лин/см) 4. Группа штрихов одинакового размера под разными углами (для контроля растискивания при печати). Геометрический контроль требует лупу для просмотра растровой точки. Денситометрические методы - более практичны. Исходным пунктом для этого являются контрольые элементы с оптической плотностью 20%, 30%, 60%, 80% контрольные шкалы копируются с рзной экспозицией. По полученным результатам устанавливается какая экспозиция соответствует наиболее полной передаче. Окончательная оценка результатов производится по градационной кривой копировального процесса. Контроль экспонирования по шкале СПШ-К Степень фотохимических и физико-химических превращений в КС определяется на печ форме полученной послеэкспонирования и проявления, основанный на экспонировании полутоновой ступенчатой шкалы СПШ-К с константой 0,15 ед. оптичесой плотности и интервала на 10 полях от D1=0,15 до D10=1,5 и дополнительно 11 полем с D11=2,0 за каждым полем шкалы КС сообщются различные экспозиции, которые вызывают определенные физико-химические изменения в нем. После проявления слой под одними полями шкалы удаляется полностью, под другими частично остается, под третьим сохраняется | ||
| 35. Применение позитивных копировальных слоев, в том числе для получения реверсивного изображения | 33. Физико-химическая сущность формирования печатающих и пробельных элементов на фотополимерных формах флексографской печати Поскольку основное экспонирование УФ-А излучением осуществляется через маску и протекает в воздушной среде, то, вследствие контакта ФПС с кислородом воздуха происходит ингибирование процесса полимеризации, вызывающее уменьшение размеров формирующихся печатающих элементов. Они оказываются несколько меньше по площади, чем их изображения на маске. Это происходит потому, что ФПС открыт для воздействия кислорода воздуха. Молекулы кислорода воздуха быстрее реагируют по открытым связям, чем мономеры друг с другом, что приводит к торможению или частичному прекращении процесса полимеризации. Результатом воздействия кислорода является не только некоторое уменьшение размеров печ. эл-тов, но и снижение их высоты. Практически полное отсутствие светорассеяния при основном экспонировании через маску, которая является составной частью формной пластины, позволяет получить печатающие элементы с более крутыми гранями. Формирование пробельных эл-тов происходит при вымывании или термической обработке экспонированных ФПП. Наличие масочного слоя на неэкспонированных участках не оказывает влияния на процесс формирования пробельных эл-тов. В случае вымывания и термической обработки этот слой удаляется вместе с незаполимеризованным слоем. | 31. Технологические свойства и факторы, влияющие на них |
| 41. Разновидности печатных форм ПОП, изготовленных копированием и требования к ним. Особенности изготовления форм негативным копированием | 39. Технологические возможности формовыводного оборудования для CTP-технологий, его классиф. И основные параметры | 37. Формные пластины для ПОП, классификация и требования к ним 2 группы: 1.Пластины для форматной записи инф-ии (по средствам копирования); 2. пластины для поэлементной записи инф-ии. Ф. пластина состоит из светочуствит слоя нанесенного на подложку (метал, полимерную, бумажную) В состав светочуствит. слоя входят пленкообразующий полимер, светочуствит. соед-ие, растворитель, краситель и целевые добавки, изменяющие технологич. свойства. Светочуствит слои различаются по ряду признаков, КС представляет собой тонкую (1-3мкм) воздушно-сухую полимерную пленку, чувствительную к УФ-излуч. и способную изменять растворимость под его действием. При изгот. монометаллич. печ форм КС служит печат элементом, также может вып. защитные функции печ. эл-в (типографских печ форм на метал пластинах) либо проб. эл-ты (биметаллических п.ф) от травления. С учетом растворимости различают позитивные (по составу КС на основе диазосоединений) и негативные (с использованием диазосоединений, фотополимеров) слои. Классификация: 1. Красочность (одно, мгогокрас. печать); 2. Знаковая природа инф-ии (Изобрзит, тектов, тексто-изобразит); 3.Вид печати (высокой, плоской, глубокой, спец способ печати); 4. Способ записи (изготовленные форматной записью; изготовлены по элементной записью). Плоская офсетная с увл и без увл. Требования: тиражестойкость (звисит от свойств формн материала и изготовлен печатн свойств, режим печатного процесса).Микротвердость печатных форм (характеризует их прочность и пластичность) Молекулярно-пов. свойства (гидрофильность проб. и гидрофобность печат элементов) Стойкость формы к растворителям(разрушение печат или пробел элементов) Строение печат и пробел элементов (глубина пробел и геометрическая форма печат) Разреш. способность (кач-во воспр. штрихового, тонового и растрового изо на 1 мм). |
| полностью. Оптимальные режимы экспонирования должны обеспечивать следующие условия : для неготовного слоя – такую степень изменений в копир слоепод прозрчными участками фотоформы,которая обеспечивает полную сохраняемость слоя при проявлении копии, а под непрозрачными участками слой не должен изменять свою растворимость и полностью удал при проявлении. Для позитивного слоя – полное разрушение слоя под прозрачными уч-ми ф\ф с последующим удалением его при проявлении, а под непрозрачными участками слой не должен изменять свои первоначальные свойства. | 2) аргоновый лазер 488, 512 нм 3) Не – Ne (красный) лазер 633 нм 4) лазерный диод( красный) 650-670 нм 5) ИК - лазерный диод 830 нм 6)Твердотельный лазер 1060 нм 7) EDYAG (с удвоенной частотой) 1064 нм и 532 нм В зависимости от конструкций ФрВУ бывают с внешним барабаном и внутренним барабаном и плоскостные. Разрешение записи ФрВУ 1200-5080 | основного экспонирования; 3) 5й монтаж – используется специальная маскирующая пленка, на которой вырезаются отверстия, которые должны быть обработаны. Термообработка (обжиг) используется для повышения тиражестойкости. Готовая печатная форма покрывается специальным экраном и обрабатывается в специальных печах при температуре 240-280 С, время 3-6 минут. После этого экран снимается. Экран служит для защиты печатающих и пробельных элементов. |
| 45. Способы изготовления фотополимерных печатных форм высокой печати | 46. Формные пластины, используемые в CTP-технологиях, их разновидности и технологические возможности Ассортимент достаточно многообразен. Наиболее удобно их классифицировать по спектральной чувствительности (380-700нм для светочувствительных, > 830 нм для термочувствительных), в зависимости от принципа формирования изображения (ФПС, серебросодержащие, электрофотографические, термоструктурирование, термодеструкция, изменение агрегатного состояния, инверсия смачиваемости), в зависимости от типа смачиваемости), в зависимости от типа подложки (лавсановая и металлическая), для ОБУ или ОСУ. Светочувствительные пластины: 1) фотополимеризуемые пластины. Происходит фотополимеризация, далее производится нагрев (для усиления эффекта), затем проявление. Пластины 2-го поколения не требуют нагревания, но требуют удаления слоя, усиливающего воздействие излучения. Пробельные элементы находятся на подложке. 2) серебросодержащие слои. Наиболее широко используются материалы с диффузионным переносом комплексов серебра. Под действием излучения активизируются серебросодержащие частицы, далее следует проявление, в результате которого на экспонированных участках частицы серебра образуют связи с желатином. На неэкспонированных участках ионы серебра через барьерный слой диффундируют в верхнйи слой и образуют печатающие элементы. Далее следует смывка, в результате которой удаляются экспонированные участки вместе с барьерным слоем. Перспективным направлением является создание ФПК, не требующих химической обработки и вымываемых | 47. Технологические схемы оборудования для изготовления фотополимерных печатных форм При изготовлении цинкографских копий на металлических (микроцинковых и магниевых) пластинах до последнего времени применялись цинкографские КС (рамы) упрощенных конструкций. В настоящее время для этой цели используются и копировальные офсетные станки небольших форматов.ЭУ для типографских ФПП из-за отличия в свойствах применяемых формных пластин имеют некоторые особенности по сравнению с КС. В зависимости от используемого источника излучения различают экспонирующие установки с металлогалогенными и лю-минисцентными лампами. Последние находят более широкое применение. Они представляют собой укрепленные на панели несколько (8-18) люминисцентных ламп мощностью 25—60 Вт, излучающих в коротковолновой зоне спектра. Применение при экспонировании рассеянного света и более коротковолнового излучения обуславливает необходимость экспонирования формной пластины, расположенной на небольшом расстоянии от источника излучения. Кроме того, в устройствах используется вместо стекла прижимная пленке, обеспечивающая создание вакуума про пускающая УФ-излучение требуемого диапазона (X- 360-380 нм). Следует иметь в виду, что при этом возникает необходимость охлаждения металлической плиты, на которой с помощью вакуума закрепляется формная пластина. В отличие от оборудования, применяемого в плоской офсетной печати, ЭУ для экспонирования ФПП могут быть не только плоскостного, но и цилиндрического типа (для |
| 48. Показатели печатных форм Печатные формы характеризуются общими, печатно-эксплуатационными и репродукционно-графическими показателями. 1)К общим относятся: себестоимость, длительность процесса изготовления, степень автоматизации, условия труда, экология, размеры п/ф, размеры изобр. на п/ф, микротвёрдость, глубина и геометрия пробельных и печ. элементов, наличие контрольных шкал. 2) Печатно-эксплуатационные показатели: - тиражестойкость п/ф (кол-во печ.отт. которые можно получить без искажений); -поверхностные свойства (гидрофильность/гидрофобность) стойкость формы к печ.краске и увлажнению; 3) Репродукционно-графические: -Разрешающая и выделяющая способность (R=мм-1; В=мм); допуски: Офсет 5-12; глубокая 10-30; Типограф. 20-40; Флекса 50-100; Электрофот. 50-200мкм. - Градационная передача: Форматная запись (=f() и =f()) Поэлементная =f(Dор)=f(); Глубокая печать Vэл=f(Dор) Град.перед.изобр.- показатель характеризующий качество воспроизведения тонов или растровых изображений. | 50. Перспективы развития формных процессов плоской офсетной печати В области допечатных процессов офсетного производства продолжается рационализация, целями которой являются сокращение времени производства и сращивание с печатными процессами. Репродукционные предприятия все чаще подготавливают цифровые данные, которые передаются на печатную форму или непосредственно в печать. Технологии прямого экспонирования на формные материалы активно развиваются, при этом форматы обработки информации увеличиваются. Важнейшим элементом технологии офсетной печати является печатная форма, которая в последние годы претерпела существенные изменения. Идея записи информации на формный материал не посредством копирования, а путем построчной записи сначала с материального оригинала, а затем из цифровых массивов данных была известна уже лет тридцать назад, но ее интенсивная техническая реализация началась сравнительно недавно. И хотя сразу на этот процесс перейти невозможно, постепенно такой переход происходит. Однако есть и предприятия, которые работают еще по старинке, а к современным материалам относятся с подозрением, несмотря на то, что эти пластины изготавливаются с высочайшим заданным качеством и имеют все гарантии производителя. Поэтому наряду с широким ассортиментом офсетных формных пластин для лазерной записи существуют и обычные копировальные пластины, которые производителями во многих случаях рекомендуются одновременно и для записи лазерным сканированием или лазерным диодом. В дополнение к технологии CtP появилась даже технология CtcP (Computer-to-conventional Plate — из компьютера на обычную формную пластину). Все это обеспечивает полиграфическому предприятию большую гибкость работы. | 52. Технология ручного монтажа пленочных фотоформ, способы ручного монтажа Монтаж – это закрепление фотоформ на монтажной основ в соответствии с планом монтажа. План – это макет в масштабе 1:1, выполненный на полупрозрачной основе и необходимый для изготовления печатных форм. Процесс изготовления ручного монтажа: 1) изготовление эскиза 2) вычерчивание плана монтажа 3) собственно монтаж 4) контроль монтажа Для изготовления ручного монтажа нужно знать характер издания (тип, формат и доля листа, конструкцию книжного блока, вариант оформления издания, тираж и объем, красочность, параметры бумаги, в том числе направление волокон) тип и формат печатных машин, формат печатной формы, учитывающий вариант спуска полос. Формат бумаги обычно больше формата печатной формы. Это нужно для проведения листоподборки и размещения тестовой шкалы. |
| 54. Особенности изготовления форм глубокой печати лазерным гравированием Особенностью лазерного гравирования по сравнению с ЭМГ является то, что этот способ является бесконтактным, так как гравирующим инструментом служит лазерный луч. Лазерное излучение, направленное на поверхность формного цилиндра, локально воздействует на покрытие, нагревает, расплавляет и испаряет его, при этом один импульс излучения (длительностью в несколько сотен наносекунд) формирует одну ячейку. Полученные лазерным гравированием печатающие элементы характеризуются преимущественно различной глубиной ячеек и мало или совсем не отличаются площадью. По технологии SHC(от англ. — SuperHalfAutotypicalCell) динамическим управлением диаметром луча и импульсной модуляцией мощности на цинковом покрытии обеспечивается возможность получения ячеек переменной площади и глубины. По этой технологии на форме создаются ячейки, в которых отсутствует фиксированное соотношение между площадью и глубиной ячейки, причем площадью и глубиной можно управлять отдельно. 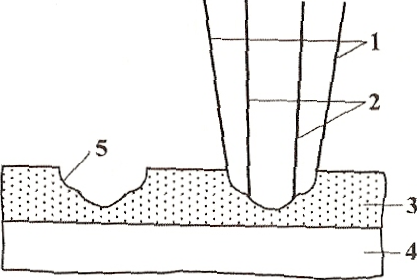 Это позволяет формировать структуры различной конфигурации, состоящие либо из ячеек с изменяющейся глубиной, либо из ячеек различной площади и глубины. Лазерное гравирование с помощью двух лазеров, создающих пучки, каждый из которых изменяет глубину и площадь гравирования металла, позволяет формировать ячейки 5, имеющие сложную, но абсолютно симметричную форму, причем эта форма не зависит от изменения скорости записи в Это позволяет формировать структуры различной конфигурации, состоящие либо из ячеек с изменяющейся глубиной, либо из ячеек различной площади и глубины. Лазерное гравирование с помощью двух лазеров, создающих пучки, каждый из которых изменяет глубину и площадь гравирования металла, позволяет формировать ячейки 5, имеющие сложную, но абсолютно симметричную форму, причем эта форма не зависит от изменения скорости записи в | 55. Физико-химическая сущность формирования печатающих и пробельных элементов на формах ПОП, изготовленных копированием с фотоформ | 57. Способы улучшения качества форм глубокой печати, изготовленных электронно-механическим гравированием Хромирование форм и механическая обработка пов-ти. После формирования рельефа формы она покрывается слоем хрома толщиной 6-8 мкм. Хромовое покрытие наносится гальваническим путем и служит для повышения тиражестойкости формы до нескольких миллионов оттисков. После этого готовая форма устанавливается в печатную машину. Нанесение хромового покрытия проводится при частичном погружении формного цилиндра в рас-р. Толщина образовавшегося хромового покрытия составляет 5-7 мкм. Структура образовавшегося покрытия влияет на печатно-экслутационные показатели формы. Краска лучше выходит из тех ячеек, которые имеют гладкую внутреннюю поверхность. Механическая обработка форм. Эта операция необходима для достижения определенной микроструктуры. Техническая корректура. Плюс-корректура - основывается на формировании и углублении уже образованных на форме ячеек. Осуществляется ручным корректурным гравированием. Минус-корректура позволяет наоборот уменьшить объем ячеек вплоть до полного удаления. Она осуществляется гальваническим методом(осаждением меди на нехромированной форме) или с помощью лака. |
| экспонирования предварительно изогнутых формных пластин). Более широкое применение получили устройства с размещением формной пластины на плоскости. В большинстве случаев они являются частью комбинированных процессоров для изготовления ФПФ высокой печати. ЭУ для флексографских ФПП конструктивно практически не отличаются от ЭУ для типографских ФПП. Основное их отличие — необходимость использования наряду с источником УФ-излучения зоны А (315-380 нм) источника УФ-излучения зоны С (200-280 нм), расположенных соответственно в двух секциях. | водой. Термочувствительные пластины: -более высокое качество, - возможность работы на свету, - не требуется мокрая обработка. Пластины, в которых происходит термоструктурирование, состоят из подложки и термочувствительного слоя. На экспонированных участках происходит упрочнение (под действием излучения 830 нм), далее производится нагрев и проявление. Предполагают что на экспонированных участках обраузется кислый реагент, обеспечивающий образование 3-мерной структуры. Пластины, в которых происходит термодеструкция, позитивны. В термочувствительном слоем происходят изменения, позволяющие проявителю проникнуть через это слой и растворить гидрофобный слой. Материал не требует нагревания. | |