Проектирование технологического процесса детали Фланец. 1. Исходная информация для проектирования 6 Базовая информация 6
 Скачать 1.62 Mb. Скачать 1.62 Mb.
|

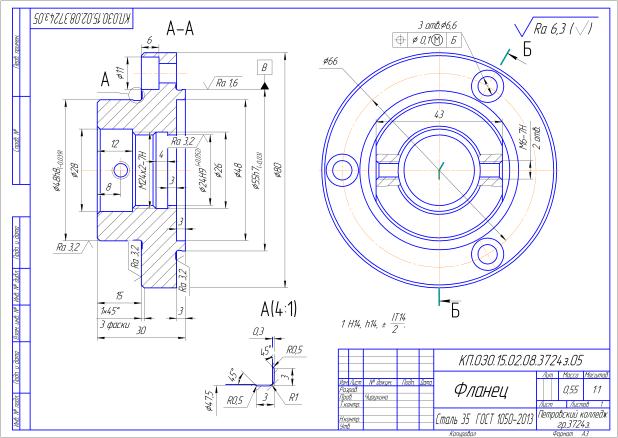
2.5. Разработка технологического процесса механической обработки детали2.5.1. Cоставление маршрута обработкиТехнологический процесс - это часть производственного процесса непосредственно связанного с изменением размеров, формы или свойств материала, обработки заготовки выполняемую в определенной последовательности. (ГОСТ 3.1109-82) Разработка технологического процесса состоит из комплекса взаимосвязанных работ предусмотренных стандартами ЭСТПП и должна выполняться в полном соответствии с требованиями. (ГОСТ 14.301-83). При разработке маршрутной технологии нужно придерживаться принципов: 1. В первую очередь обрабатывать поверхности, которые являются базовыми для последующих операций 2. Каждая последующая операция должна уменьшать погрешности и улучшать качество поверхностей 3. Необходимо соблюдать принцип концентрации операций, при котором как можно больше поверхностей должно обрабатываться в одной операции 4. Необходимо соблюдать принципы совмещения и постоянства баз 5. Необходимо учитывать на каких стадиях технологического процесса целесообразно проводить механическую, термическую и другие виды обработки в зависимости от требований чертежа. 6. Обработка поверхностей ведется в последовательности обратной степени их точности, чем точнее поверхность, тем позже она обрабатывается. Таблица 6 - Технологический процесс изготовления детали “Стакан”
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 80-0,52, на длину 14мм. и
80-0,52, на длину 14мм. и  напроход;
напроход; на глудину 3мм.
на глудину 3мм.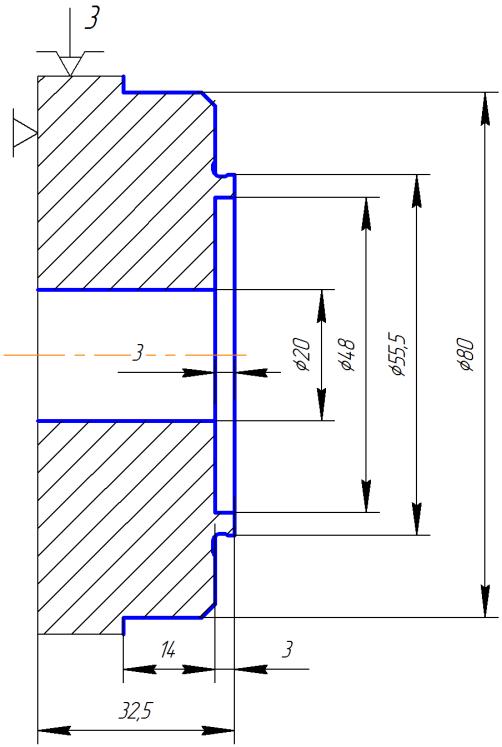
 ;
;
 попеременно на делительном
попеременно на делительном  ;
; на глубину 6мм.
на глубину 6мм.
 ;
;
 с двух сторон
с двух сторон