1. Исходные материалы для металлургии руда, флюсы, огнеупоры, топливо пути повышения температуры горения металлургического топлива. Дайте определения и примеры химических формул
 Скачать 3.8 Mb. Скачать 3.8 Mb.
|

|
63. Основные типы фрезерных станков и их назначение. Классификация фрез по видам обрабатываемых поверхностей (плоских и фасонных), по конструкции фрез, по виду режущих зубьев, инструментальному материалу. Горизонтально- и вертикально-фрезерный станок: на этих станках обрабатывают горизонтальные, вертикальные, наклонные плоскости и скосы, комбинированные поверхности, уступы и прямоугольные пазы, фасонные, шпоночные и клиновые пазы, фасонные поверхности. А также фрезерование цилиндрических зубчатых колёс. Продольно-фрезерный станок: На продольно-фрезерных станках фрезеруют поверхности заготовок большой массы и размеров (типа станин, корпусов, коробок передач, рамных конструкций и т. п.) торцовыми и концевыми фрезами. Продольно-фрезерные станки строят одностоечными и двухстоечными с длиной стола 1250–12 000 мм и шириной 400–5000 мм. Фрезерный станок непрерывного действия: На фрезерных станках непрерывного действия фрезеруют плоские поверхности при обработке больших партий заготовок по методу непрерывного торцового фрезерования. Их подразделяют на карусельно-фрезерные и барабанно-фрезерные. Копировально-фрезерный станок: На копировально-фрезерных станках обрабатывают фасонные поверхности сложного профиля. Различают контурное и объемное копировальное фрезерование. Контурное фрезерование применяют для получения плоских фасонных поверхностей замкнутого криволинейного контура с прямолинейной образующей (например, плоских кулачков, шаблонов и т.п.). Объемное фрезерование применяют для получения объемных фасонных поверхностей (например, лопаток турбин, пресс-форм и т.п.). В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические, торцовые, дисковые, концевые, угловые, шпоночные, фасонные. Фрезы изготовляют цельными или сборными. Режущие кромки могут быть прямыми или винтовыми. Фрезы имеют остроконечную или затылованную форму зуба. Цельные фрезы изготовляют из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически. 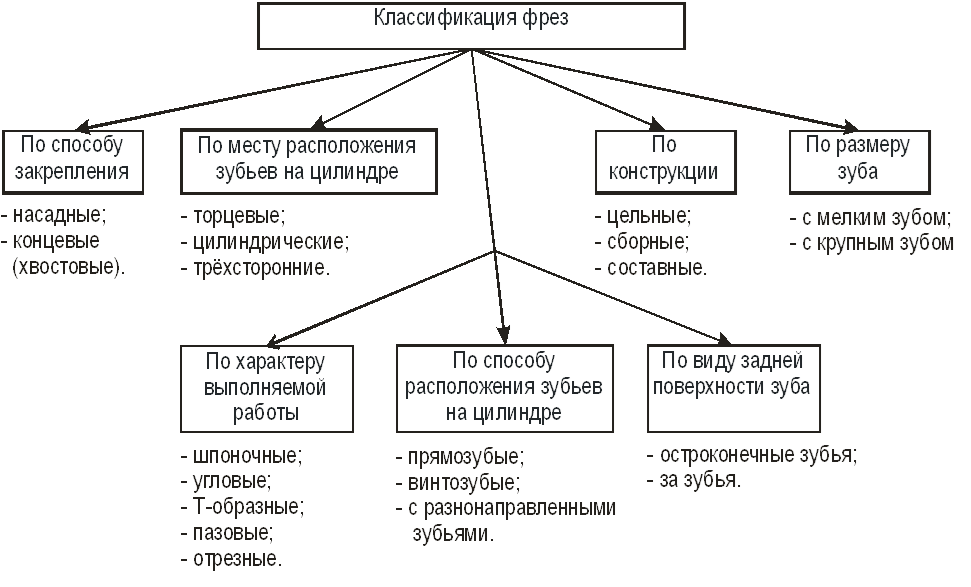 Основные типы фрез а – цилиндрическая; б – торцовая; в – концевая (пальцевая); г – пальцевая шпоночная; д – дисковая односторонняя; е – дисковая трехсторонняя; ж – отрезная (прорезная, шлицевая); з – угловая; и – концевая Т-образная; к – фасонная выпуклая; л – фасонная вогнутая 64.Сверление. Формообразование отверстий (Dr, Ds). Шероховатость и точность отверстий, получаемых сверлением и в конструкционных сталях. Классификация спиральных сверл по конструкции, длине, форме получаемых отверстий, инструментальному материалу. Основные части спирального сверла. Сверление – основной технологический способ получения отверстий (сквозных или глухих) в сплошном металле заготовок Разновидность сверления – рассверливание – используется при сверлении отверстий большого диаметра (более 40 мм), обработку ведут в два прохода. Свёрл более 30 видов. Наибольшее распространение получили спиральные свёрла. 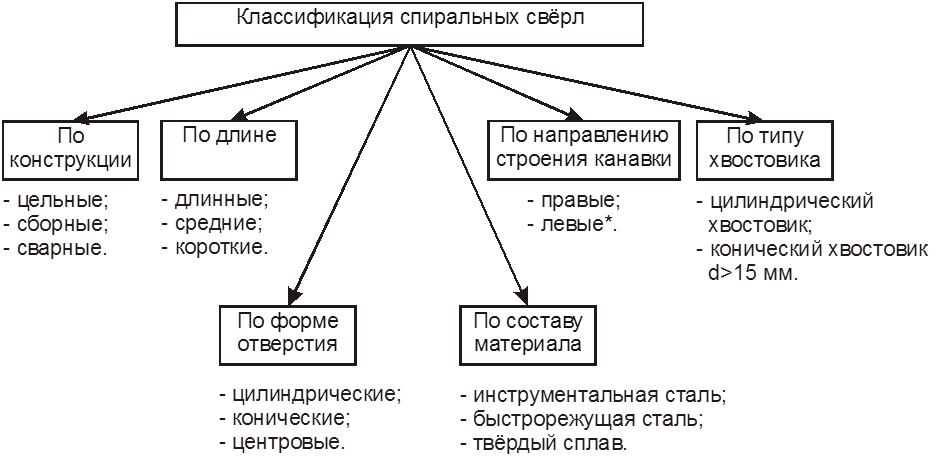 * - для многошпиндельных станков Период стойкости – Т (время износа) – 15…100 мин в зависимости от обрабатываемого материала и диаметра сверла. Чем больше d СВ тем выше Т. ОСНОВНЫЕ ЧАСТИ СПИРАЛЬНОГО СВЕРЛА  Спиральное сверло, состоит из рабочей части 6, шейки 2, хвостовика 4 и лапки 3. В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя. Точность и шероховатость поверхности, получаемые при сверлении Диаметр отверстия при сверлении получается несколько больше диаметра сверла. Это объясняется тем, что сверло уводит в сторону от оси отверстия даже при незначительных неправильностях, допущенных при заточке сверла и его установке на станке, а также при неравномерной твердости обрабатываемого материала. 65. Сверление. Основные типы сверлильных станков и их назначение. Параметры режима резания при сверлении (V, S, t, TO) и последовательность их рационального сочетания. Сверление – основной технологический способ получения отверстий (сквозных или глухих) в сплошном металле заготовок. Сверлильные станки предназначены для обработки заготовок осевыми инструментами (свёрла, зенкеры, развёртки, метчики). 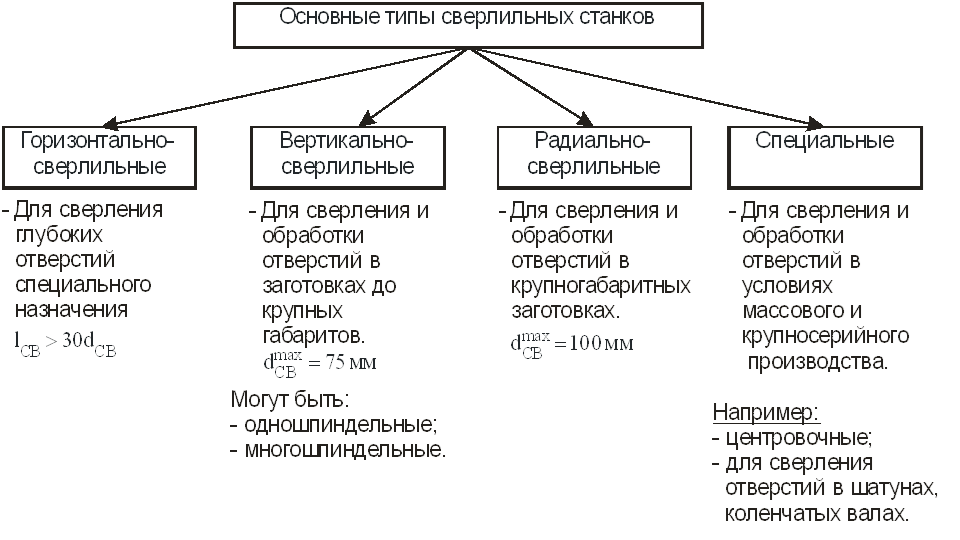 За скорость резания (м/мин) при сверлении принимают окружную скорость точки режущей кромки, наиболее удаленной от оси сверла: v = (π*D*n)/1000, где D – наружный диаметр сверла, мм; n – частота вращения сверла, об/мин. Подача SB (мм/об) равна осевому перемещению сверла за один оборот. За глубину резания t (мм) при сверлении отверстий в сплошном материале принимают половину диаметра сверла: t = D/2, а при рассверливании t = (D – d)/2, где d – диаметр обрабатываемого отверстия, мм. 66. Параметры режима резания на фрезерных станках и последовательность определения их рационального. РАСЧЕТ РАЦИОНАЛЬНЫХ ПАРАМЕТРОВ РЕЖИМА РЕЗАНИЯ 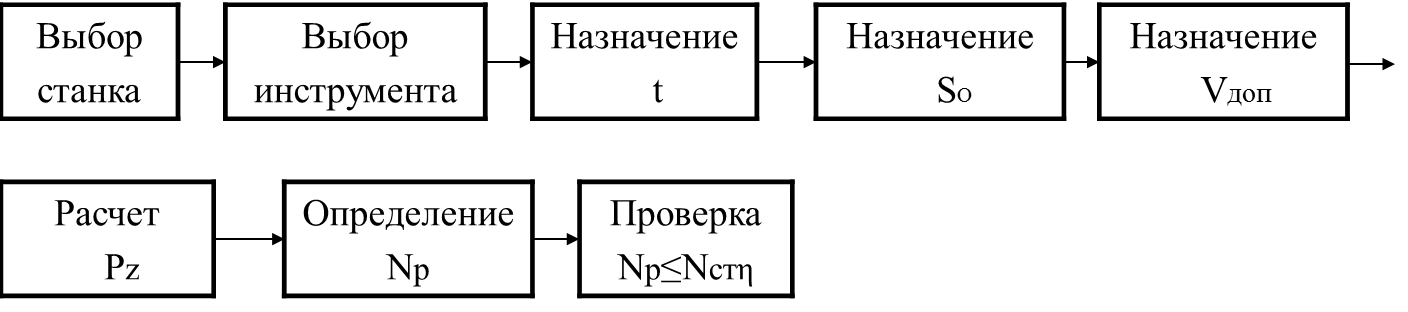 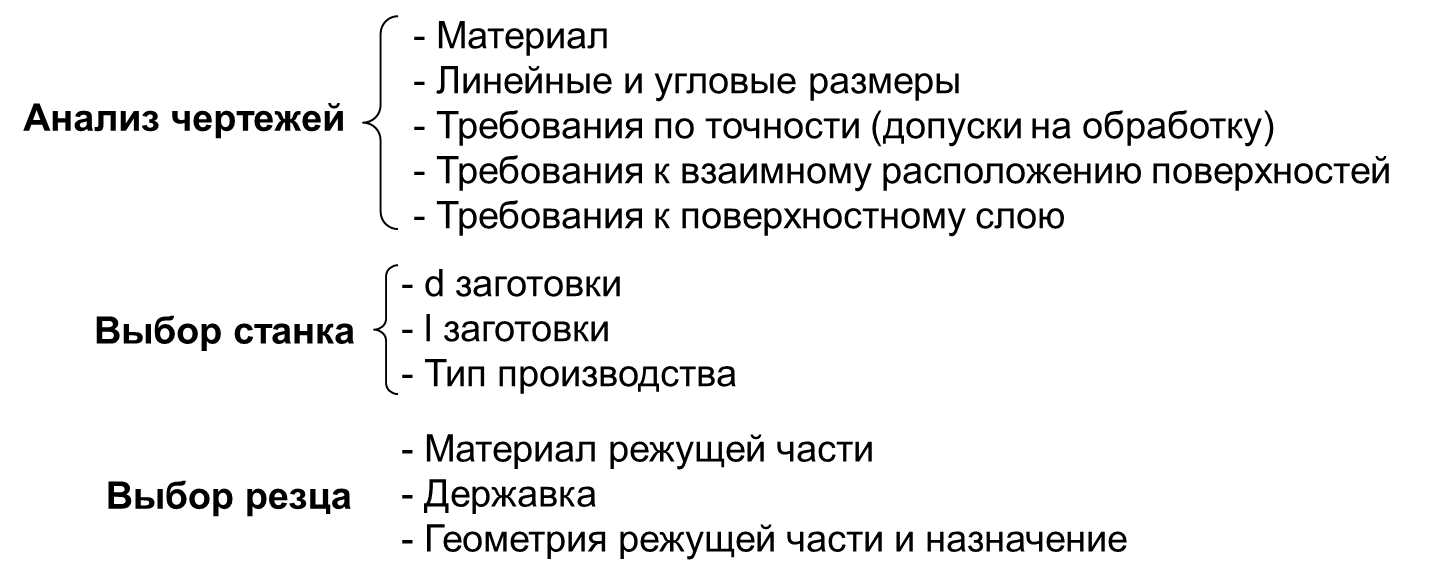 ПАРАМЕТРЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ D – диаметр фрезы Sz – подача на зуб t – глубина фрезерования Y – угол контакта B – ширина фрезерования Последовательность расчета рационального режима фрезерования 67. Зенкерование и развёртывание. Цели зенкерования и развёртывания. Шероховатость и точность отверстий в конструкционных сталях, достигаемые при зенкеровании и развёртывании.Основные части зенкера и развёртки. Параметры режима резания при сверлении и развёртывании. Зенкерование – технологический способ обработки отверстий, полученных сверлением, литьём, штамповкой, а также обработки торцевых и конусных поверхностей. Цель зенкерования – повысить точность и чистоту обработанных отверстий и поверхностей. Точность растёт, а шероховатость падает за счёт: - большого числа режущих зубьев у зенкера (3…8); - повышенной жесткости зенкеров; - самоцентрирования зенкеров при обработки; - меньшей скорости резания. Виды зенкерования: - черновое (предварительное) снятие припуска; - чистовое (шероховатость Ra 6,3…3,2 мкм). Стойкость – Т=30…80 мин в зависимости от обрабатываемого материала. 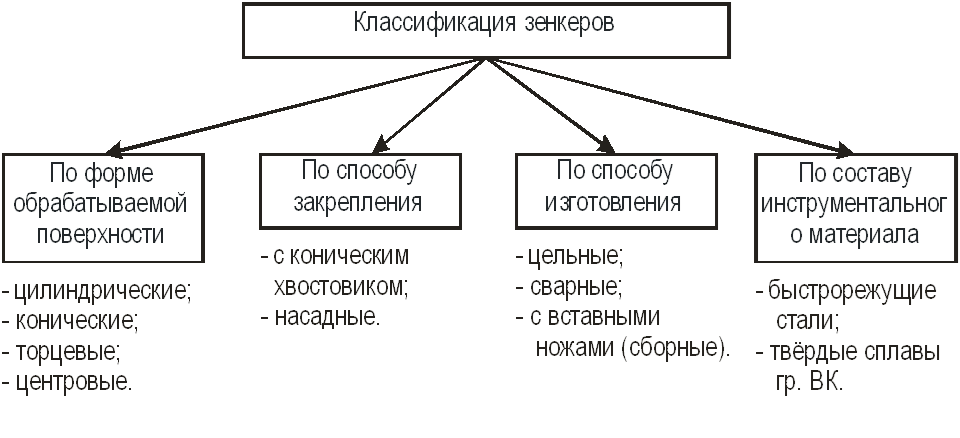 Развёртывание – технологический способ завершающей обработки просверленных, зенкованных или расточенных отверстий. Развёртывание – технологический способ завершающей обработки просверленных, зенкованных или расточенных отверстий.Цель развёртывания – получение точных по форме и диаметру отверстий с малой шероховатостью. Обеспечивается: - малым припуском и последующим его снятием; - большим числом режущих зубьев (8…20); - малой Vрез и S; - обильной смазкой. 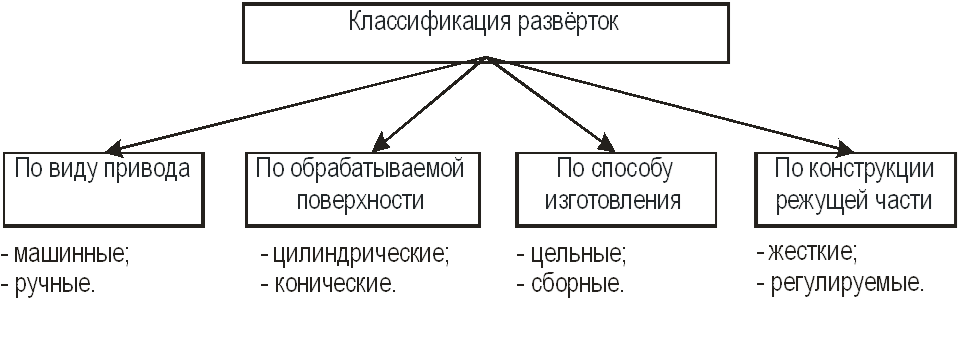 Стойкость Т=40…100 мин в зависимости от обрабатываемого материала. ТИПЫ ЗЕНКЕРОВ а) цельный с коническим хвостовиком; б) с вставными ножами и цельной державкой с коническим хвостовиком; в) насадные цельные из быстрорежущих сталей; г) насадные с пластинками твердого сплава; д) насадные с вставными ножами; е) для цилиндрических углублений; ж) торцевые; з) для обработки центровых отверстий; и) для конических углублений Типы разверток: А – ручная цилиндрическая: 1 – рабочая часть; 2 – шейка; 3 – хвостовик; Lн - направляющий конус; Lр - режущая часть; Lк - калибрующая часть; Lоб - обратный конус. Б – машинная цельная с коническим хвостовиком. В – ручная регулируемая (разжимная). Г – конические под конус Морзе. 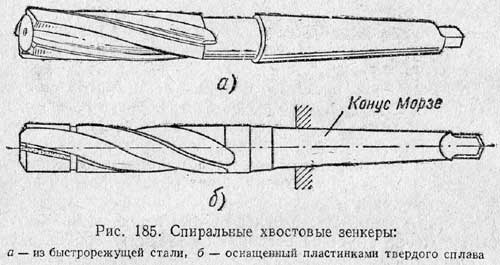 1 – черновая; 2 – получистовая; 3 – чистовая. Конструктивные элементы зенкера: 1 — режущая (заборная), 2 — калибрующая, 3 — рабочая части, 4 — шейка, 5 — хвостовик, 6 — ленточка Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть. Режущая часть. Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°. Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок. Калибрующая часть состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать. Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки. Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное - для облегчения контроля диаметра развёртки. Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки. Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе. Передний угол принимают равным нулю. Зенкерами обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. В отличие от сверл зенкеры снабжены тремя или четырьмя главными режущими кромками и не имеют поперечной кромки. Режущая часть выполняет основную работу резания. Калибрующая часть служит для направления зенкера в отверстии и обеспечивает необходимую точность и шероховатость поверхности. По виду обрабатываемых отверстий зенкеры делят на цилиндрические, конические и торцовые. Зенкеры бывают цельные с коническим хвостовиком и насадные. Развертками окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические и конические развертки. Развертки имеют 6 – 12 главных режущих кромок, расположенных на режущей части с направляющим конусом. Калибрующая часть направляет развертку в отверстии и обеспечивает необходимую точность и шероховатость поверхности. По конструкции крепления развертки делят на хвостовые и насадные. 68. Протягивание – назначение, преимущества и недостатки. Шероховатость и точность, обеспечиваемая при протягивании в деталях из конструкционных сталей. Основные части протяжек и прошивок. Параметры режима резания при протягивании. Протягивание – технологический способ обработки заготовок с помощью многолезвийных инструментов: протяжек и прошивок. Протягиванием обрабатывают сквозные отверстия и наружные поверхности разнообразных форм. Основные преимущества: 1. Высокая производительность. 2. Высокая точность (JT 7…6). 3. Малая шероховатость (Ra= 0,16 мкм). 4. Возможность упрочнения обработанной поверхности. Недостатки: 1. Сложность изготовления инструмента. 2. Высокая стоимость инструмента. 3. Горизонтальные протяжные станки занимают большую площадь ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА РАЦИОНАЛЬНОГО РЕЖИМА РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ КЛАССИФИКАЦИЯ ПРОТЯЖЕК 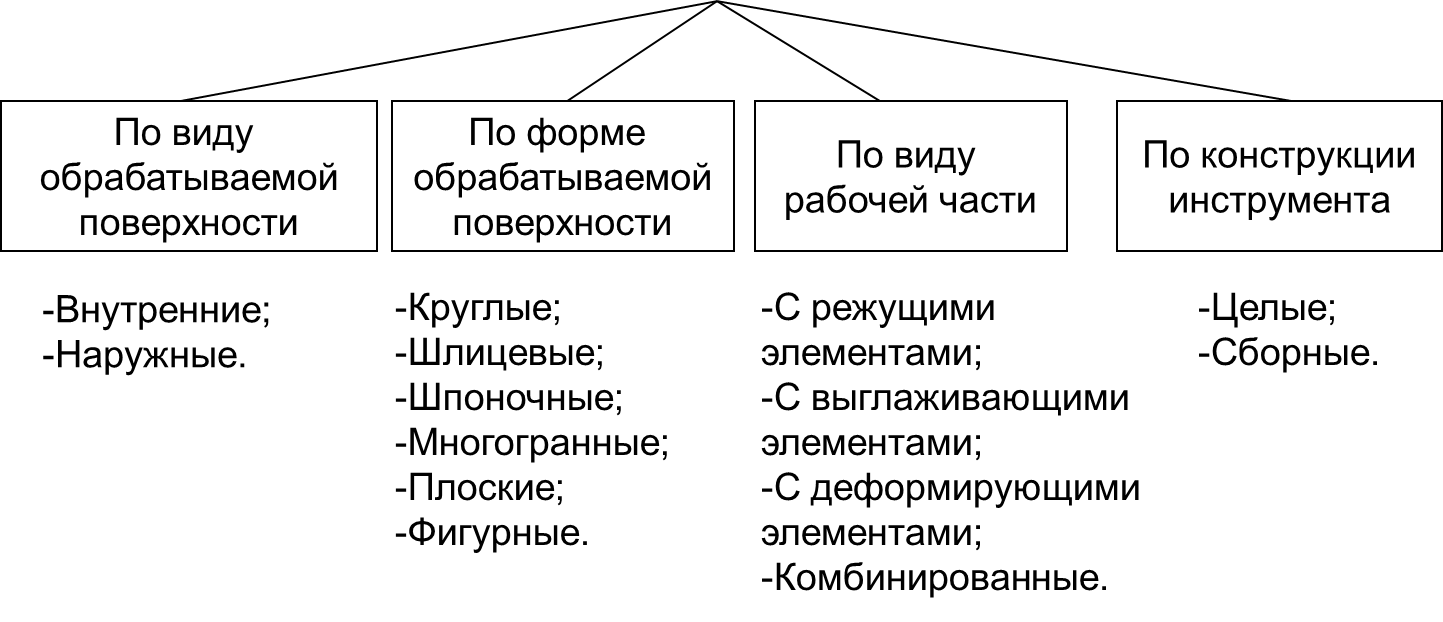 Принципиальное отличие протягивания от других видов механической обработки заключается в том, что при потягивании отсутствует движение подачи (Ds). Движение подачи заложено в конструкции инструмента. Размер каждого последующего режущего элемента протяжки больше предыдущего на величину, численно равную Sz – подачи на зуб. Каждый зуб протяжки в отличии от зуба фрезы только один раз участвует в обработке данной заготовки. Все протяжки работают на растяжение, так как сила прикладывается к замковой части. Если сила прикладывается к задней части протяжки, то такой метод обработки называется прошивание, а инструмент – прошивкой. Прошивка работает на сжатие и продольный изгиб, поэтому прошивку делают короче (200…300 мм) ЧАСТИ И ГЕОМЕТРИЯ ПРОТЯЖКИ 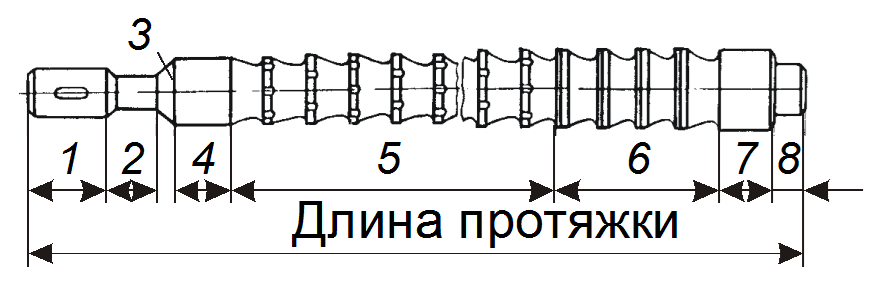 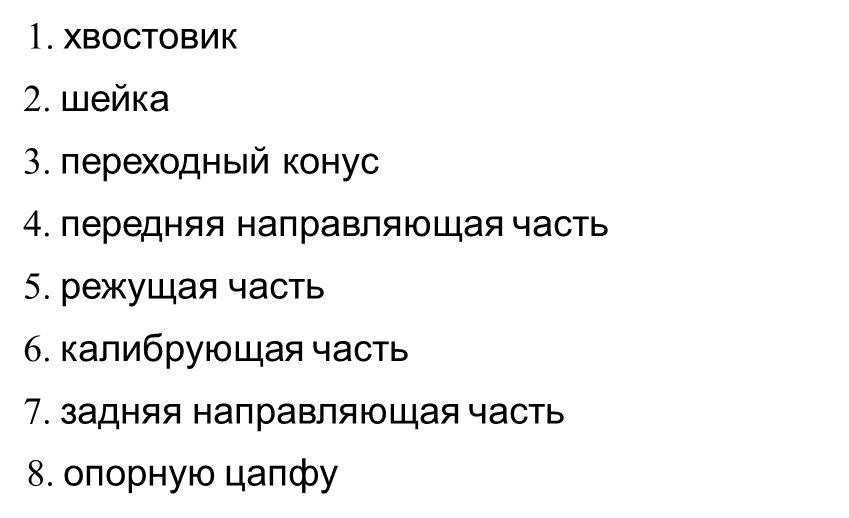 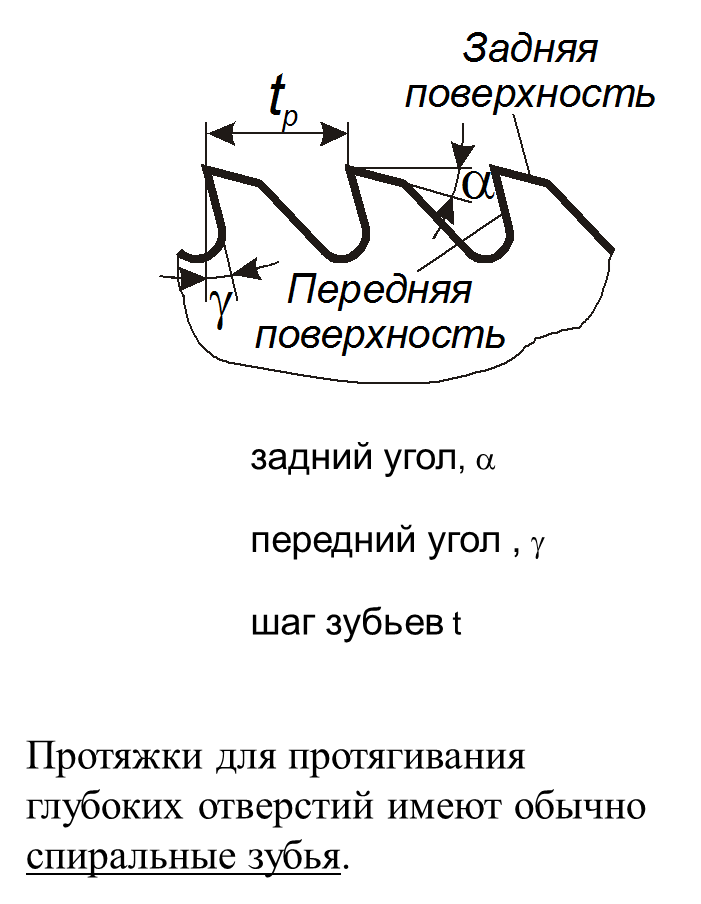 ТИПЫ ПРОТЯЖНЫХ СТАНКОВ 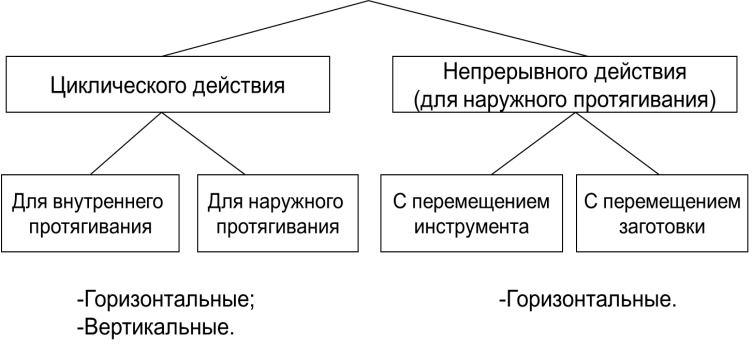 Протяжки: по характеру обрабатываемых поверхностей протяжки делят на две основные группы: внутренние и наружные. Внутренними протяжками обрабатывают различные замкнутые поверхности, а наружными – полузамкнутые и открытые поверхности различного профиля. По форме различают круглые, шлицевые, шпоночные, многогранные и плоские протяжки. По конструкции зубьев протяжки бывают режущими, выглаживающими и деформирующими. В первом случае зубья имеют режущие кромки, в двух последних – скругленные, работающие по методу пластического деформирования. Различают также сборные протяжки со вставными ножами, оснащенными пластинками из твердого сплава. Элементы круглой протяжки: замковая часть (хвостовик) l1 служит для закрепления протяжки в патроне тянущего устройства станка; шейка l2 – для соединения замковой части с передней направляющей частью; передняя направляющая часть l3 вместе с направляющим конусом – для центрирования обрабатываемой заготовки в начале резания. Режущая часть l4 состоит из режущих зубьев, высота которых последовательно увеличивается на толщину срезаемого слоя, и предназначена для срезания припуска. Калибрующая часть l5 состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам последнего режущего зуба, и предназначена для придания обработанной поверхности окончательных размеров, необходимой точности и шероховатости. Задняя направляющая часть l6 служит для направления и поддержания протяжки от провисания в момент выхода последних зубьев калибрующей части из отверстия. Для облегчения образования стружки на режущих зубьях выполняют стружкоделительные канавки. Скорость резания при протягивании – это скорость поступательного движения v протяжки относительно заготовки. Скорость резания лимитируется условиями получения обработанной поверхности высокого качества и ограничивается технологическими возможностями протяжных станков. Обычно v = 8…15 м/мин. Подача при протягивании как самостоятельное движение инструмента или заготовки отсутствует. За величину подачи sz, определяющую толщину срезаемого слоя отдельным зубом протяжки, принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев протяжки; sz является одновременно и глубиной резания. Подача в основном зависит от обрабатываемого материала, конструкции протяжки и жесткости заготовки и составляет 0,01…0,2 мм/зуб. 69 На зубообрабатывающих станках выполняют обработку фасонных поверхностей различного профиля, равномерно расположенных по окружности, однако преимущественно обрабатывают фасонные поверхности эвольвентного профиля, используемые для профилирования боковых поверхностей зубьев зубчатых колес. Различают два метода получения фасонных профилей, равномерно расположенных по окружности: копирование и обкатку (огибание). Копирование – метод, основанный на профилировании, например, зубьев фасонным инструментом, профиль режущей части которого соответствует профилю впадины нарезаемого зубчатого колеса. В процессе фрезерования впадины между зубьями колеса сообщают фрезе главное вращательное движение, а заготовке – продольную подачу. По окончании фрезерования одной впадины стол отводят в исходное положение и заготовку поворачивают на 1/z части оборота (z – число зубьев нарезаемого зубчатого колеса). Концевыми фрезами нарезают зубчатые колеса больших модулей и шевронные колеса. При использовании инструмента с различным профилем режущей части можно получать детали любого фасонного профиля, равномерно расположенного по окружности. Метод копирования не обеспечивает высокой точности и имеет сравнительно низкую производительность. Обкатка – метод, основанный на зацеплении зубчатой пары: режущего инструмента и заготовки. Различные положения режущих кромок относительно формируемого профиля зубьев на заготовке получают в результате кинематически согласованных вращательных движений инструмента и заготовки на зуборезном станке. Метод обкатки обеспечивает непрерывное формообразование зубьев колеса. Нарезание зубчатых колес этим методом получило преимущественное распространение вследствие высокой производительности и значительной точности обработки. Наиболее широко применяют нарезание зубчатых колес методом обкатки на зубофрезерных, зубодолбежных и зубострогальных станках. Червячная модульная фреза представляет собой винт с прорезанными перпендикулярно к виткам канавками. В результате этого на червяке образуются режущие зубья, расположенные по винтовой линии. Профиль зуба фрезы в нормальном сечении имеет трапецеидальную форму и представляет собой зуб рейки С задним α и передним γ углами заточки. Червячные фрезы изготовляют однозаходными и многозаходными. Чем больше число заходов, тем выше производительность фрезы, но ниже точность. Червячными модульными фрезами нарезают цилиндрические колеса с прямыми и косыми зубьями и червячные колеса. Зуборезный долбяк представляет собой зубчатое колесо, зубья которого имеют эвольвентный профиль с задним α и передним γ углами заточки. Различают два типа долбяков: прямозубые для нарезания цилиндрических колес с прямыми зубьями и косозубые для нарезания цилиндрических колее с косыми зубьями. Зубострогальный резец имеет призматическую форму с соответствующими углами заточки и прямолинейной режущей кромкой. Передний γ и задний α углы образуются при установке резца в резцедержателе станка. Эти резцы применяют попарно для нарезания конических зубчатых колес с прямыми зубьями. Основные типы зуборезных станков: зубофрезерный станок, зубодолбёжный станок, зубостругальный станок.  70 7071 ОТДЕЛОЧНАЯ ОБРАБОТКА ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС В процессе нарезания зубчатых колес на поверхностях зубьев возникают погрешности профиля, появляется неточность шага зубьев и др. Для уменьшения или ликвидации погрешностей зубья дополнительно обрабатывают. Отделочную обработку для зубьев незакаленных колес называют шевингованием. Предварительно нарезанное прямозубое или косозубое колесо 2 плотно зацепляется с инструментом / (рис. 6.100, а). Скрещивание их осей обязательно. Обработка состоит в срезании (соскабливании) с поверхности зубьев очень тонких волосообразных 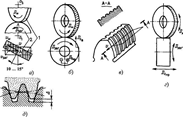 Рис. 6.100. Схемы отделочной обработки зубьев зубчатых колес стружек, благодаря чему погрешности исправляются, зубчатые колеса становятся более точными, значительно сокращается шум при их работе. Отделку проводят специальным металлическим инструментом - шевером (рис. 6.100, б). Угол скрещивания осей чаще всего составляет 10 ... 15°. При шевинговании инструмент и заготовка воспроизводят зацепление винтовой пары. Кроме этого, зубчатое колесо перемещается возвратно-поступательно и после каждого двойного хода подается в радиальном направлении На закаленных зубчатых колесах погрешности боковых поверхностей зубьев удаляют хонтгованием (если припуск на обработку не превышает 0,01 ... 0,03 мм на толщину зуба). Процесс хонингования заключается в совместной обкатке заготовки и абразивного инструмента, имеющего форму зубчатого колеса. Оси заготовки и инструмента скрещиваются под углом 15 ... 18°.Абразивные зерна хона обрабатывают боковые стороны зубьев заготовки (рис. 6.100, д). Хонингуемые прямозубые или косозубые цилиндрические колеса вращаются в плотном зацеплении с хоном. Зубчатое колесо кроме вращения совершает возвратно-поступательное движение вдоль оси. Направление вращения пары изменяется при каждом двойном ходе. При изготовлении хонов в качестве абразива используют карбид кремния или электрокорунд. Необходима лишь периодическая правка хона по его наружной поверхности, чтобы поддерживать требуемый зазор (рис. 6.100, д). Значительные погрешности зубчатых колес, возникшие после термической обработки, исправляют методом зубо-шлифовании. Этот метод отделки обеспечивает получение высокой точности с малой шероховатостью поверхности зубьев и может быть использован при обработке цилиндрических и конических зубчатых колес. Шлифование зубьев цилиндрических колес возможно копированием и обкаткой. Эвольвентный профиль зуба воспроизводится абразивными кругами, имеющими профиль впадин обрабатываемого колеса. Для выполнения процесса шлифования методом обкатки осуществляют не только все движения указанной пары, находящейся в зацеплении, но и движения, необходимые для процесса резания. Движения резания и деления обеспечивает специальное устройство зубошлифовальных станков. Результаты, получаемые при обработке зубчатых колес зубошлифованием, могут быть улучшены зубопритиркой. С ее помощью можно получать поверхности высокого качества, увеличивать плавность хода и долговечность работы зубчатой пары. Такой метод отделки применяют для закаленных зубчатых колес. Притиры выполняют в виде зубчатых колес. В зацеплении в результате давления между зубьями притира и обрабатываемого колеса мелкозернистый абразив в смеси с маслом внедряется в более мягкую поверхность притира. При зубопритирке происходит искусственное изнашивание материала колеса в соответствии с профилем зуба притира. В ходе обработки притир и колесо, находящиеся в зацеплении, совершают воз- вратно-поступательное движение. Наибольшее распространение получили схемы обра¬ботки тремя притирами. Максимальный припуск, удаляемый притиркой, не должен превышать 0,05 мм. ХОНИНГОВАНИЕ Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также для создания специфического микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания смазочного материала при работе машины (например, двигателя внутреннего сгорания) на поверхности ее деталей. Поверхность неподвижной заготовки обрабатывают мелкозернистыми абразивными брусками, которые закрепляют в хонинговальной головке (хоне). Бруски вращаются и одновременно перемещаются возвратно-поступательно вдоль оси обрабатываемого цилиндрического отверстия (рис. 6.94, а). Соотношение скоростей указанных движений составляет 1,5 ... 10 и определяет условия резания.  При сочетании движений на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин - следов перемещения абразивных зерен. Угол 0 пересечения этих следов зависит от соотношения скоростей. Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как могут раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно контролироваться. Хонингованием исправляют погрешности формы от предыдущей обработки в виде отклонений от круглости, цилиндричности и т.п., если общая толщина снимаемого слоя не превышает 0,01 ... 0,2 мм. Погрешности расположения оси отверстия (например, отклонения от прямолинейности) этим методом уменьшаются менее интенсивно, так как режущий инструмент самоустанавливается по отверстию. Различают предварительное и чистовое хонингование. Предварительное хонингование используют для исправления погрешностей предыдущей обработки, а чистовое для получения малой шероховатости поверхности. Хонинговальные бруски изготовляют из электрокорунда или карбида кремния, как правило, на керамической связке. Все шире применяют алмазное хонингование. Хонингование проводят при обильном охлаждении зоны резания смазочно-охлаждающими жидкостями - керосином, смесью керосина (80 ... 90 %) и веретенного масла (10 ... 20 %), а также водно-мыльными эмульсиями. Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ позволяет встроить процесс хонингования в гибкое производство (рис. 6.95). 5. ПРИТИРКА ПОВЕРХНОСТЕЙ Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм и заданных размеров. Эти отклонения могут быть устранены притиркой (абразивной доводкой). Таким методом могут быть обеспечены шероховатость поверхности до Кг = 0,05 ... 0,01 мкм, отклонения размеров и формы обработанных поверхностей до 0,05 ... 0,3 мкм. Доводка может быть осуществлена вручную и механическим способом. По сравнению с ручной доводкой механическая абразивная доводка позволяет повысить производительность в 2 ... 6 раз, и при этом обеспечивается стабильность выходных - эксплуатационных характеристик деталей агрегатов и машин (гидравлической, пневматической и топливной аппаратуры, зубчатых колес, шариков и колец подшипников качения и др.), выходных параметров кремниевых подложек, кварцевых кристаллических элементов, керамических опор гидроприборов и др. 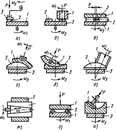 Доводка конических поверхностей осуществляется коническим притиром. Процесс осуществляется с помощью притиров соответствующей геометрической формы. На притир наносят притирочную пасту или мелкий абразивный порошок со связующей жидкостью. Материал притиров должен быть, как правило, мягче обрабатываемого материала. Паста или порошок внедряется в поверхность притира и удерживается ею, но так, что при относительном движении каждое абразивное зерно может снимать весьма малую стружку. Поэтому притир можно рассматривать как очень точный абразивный инструмент. Притир или заготовка должны совершать разнонаправленные движения. Наилучшие результаты дает процесс, в ходе которого траектории движения каждого зерна не повторяются. Процесс абразивной доводки является сложным процессом удаления припуска. Микронеровности сглаживаются за счет совокупного химико-механического воздействия на поверхность заготовки. В качестве абразива для притирочной смеси используют порошок электрокорунда, карбидов кремния и бора, оксиды хрома и железа и др. Материалами притиров являются серый чугун, бронза, красная медь, дерево. В качестве связующей жидкости используют машинное масло, керосин, стеарин, вазелин. 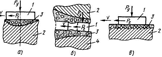 Рис. 6.93 А. Схемы взаимодействия заготовок с притирами 2, 4 через абразивную прослойку 3 при односторонней (а) и двусторонней (б) доводках незакрепленными и закрепленными зернами (в) Физической основой абразивной доводки является абразивное разрушение материалов заготовок и притиров. Абразивные зерна при доводке самопроизвольно распределяются по поверхности притира и находятся либо в незакрепленном состоянии (в составе паст или суспензий), либо в поверхностном слое притира в закрепленном состоянии (в составе абразивного или алмазного круга). Абразивные зерна в зависимости от степени их подвижности (закрепленности) работают по двум схемам: либо в условиях упругопластического деформирования или микрорезания при непрерывном контакте с поверхностными слоями заготовки. При доводке незакрепленными зернами доведенная поверхность приобретает кратерообраз-ный характер вследствие образования выколоток. Для выполнения операций доводки применяют доводочные станки однодисковые или двухдисковые. Технологический процесс доводки, выбор режимов и условий процесса доводки приведены в справочной и специальной литературе. |