1. Назначение и конструкция детали 5
 Скачать 199.25 Kb. Скачать 199.25 Kb.
|

СОДЕРЖАНИЕВВЕДЕНИЕ 3 1.Назначение и конструкция детали 5 2.Анализ технологичности конструкции детали и технологический контроль чертежа 6 2.1Анализ технологичности конструкции изделия 6 2.2Технологический контроль чертежа 7 3.Определение типа, форм и методов организации производства 8 4.Анализ базового техпроцесса 10 5. Выбор заготовки 11 6. Принятый маршрутный и операционный техпроцесс 14 7. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ, ОПЕРАЦИОННЫХ И ИСХОДНЫХ РАЗМЕРОВ ЗАГОТОВКИ 15 8. РАСЧЕТ ТОЧНОСТИ ОПЕРАЦИЙ 16 9. РАЗМЕРНЫЙ АНАЛИЗ ТЕХПРОЦЕССА 17 10. Расчет режимов резания 18 11. Выбор оборудования и технологической оснастки 26 12. Расчет норм времени операций техпроцесса на все операции 31 Заключение 37 СПИСОК ЛИТЕРАТУРЫ 38 Приложение 1 40 ПРИЛОЖЕНИЯ 40 ГОСТ 3,1105-74 Форма 1 40 Н.контр 40 КЭ 40 ГОСТ 3,1105-74 Форма 1 40 Н.контр 41 КЭ 41 ГОСТ 3,1105-74 Форма 1 42 Н.контр 42 КЭ 42 ГОСТ 3,1105-74 Форма 1 43 Н.контр 43 КЭ 43 ГОСТ 3,1105-74 Форма 1 44 Н.контр 44 КЭ 44 ВВЕДЕНИЕРоль машиностроения в развитии всех отраслей народного хозяйства. Основные направления повышения производительности и обеспечения требуемой точности при разработке новых технологических процессов механической обработки деталей. Цель машиностроения - изменение структуры производства, повышение качественных характеристик машин и оборудования. Предусматривается осуществить переход к экономике высшей организации и эффективности с всесторонне развитыми силами, зрелыми производственными отношениями, отлаженным хозяйственным механизмом. Такова стратегическая линия государства. Перед машиностроительным комплексом поставлена задача резко повысить технико-экономический уровень и качество машин, оборудования и приборов. Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей, точность обработки и припуски на неё, базирование заготовок; способы механической обработки поверхностей - плоских, цилиндрических, сложнопрофильных и др.; методы изготовления типовых деталей - корпусов, валов, зубчатых колёс и др.; процессы сборки (характер соединения деталей и узлов, принципы механизации и автоматизации сборочных работ); конструирование приспособлений. В современной технологии машиностроения развитие происходит по следующим направлениям: - повышение возможностей, качества и экономичности средств технологического оснащения (высокопроизводительные станки, инструмент с повышенной стойкостью и т. д.); - создание максимально эффективных маршрутов технологических процессов; - использование эффективной системы управления и планирования производства; - комплексная автоматизация производства, включающая в себя разработку конструкций изделий, технологическое проектирование, календарное планирование и др. Оправданное применение прогрессивного оборудования и инструмента способно привести к значительному снижению себестоимости продукции и трудоёмкости её производства. К таким же результатам может привести и использование совершенных методов получения заготовок с минимальными припусками под механическую обработку. В некоторых случаях целесообразно снижать технологичность изделия для повышения качества продукции, что может значительно повысить конкурентоспособность продукции и компенсировать дополнительные затраты. Стремление к технологичности в любом случае не должно приводить к ухудшению свойств изделия ниже конструктивно заданных. Критерии построения эффективных маршрутов технологического процесса зависит от типа производства и возможностей предприятия. Один из наиболее известных критериев представляет собой принцип постоянства баз. Маршрут должен быть рассчитан так, чтобы возможности оборудования были максимально использованы. Выполняя курсовую работу, была использована конструкторская документация для проектирования технологического процесса изготовления детали типа «Болт», Материал заготовки – Сталь 45, а также был: - выбран способ получения заготовки и схемы базирования – в рабочей зоне металлообрабатывающего станка; - составлен технологических маршрут изготовления детали и проектирования технологических операций; - разработана техническая документация и спроектированы технологические процессы с использованием необходимого оборудования и инструмента. Назначение и конструкция детали Болт — это крепёжное устройство в виде стержня, на одном конце которого выполнена резьба, а на другом конце — головка. Резьба может быть выполнена вдоль всего стержня до головки, а может быть нарезана только частично на стержне болта. Резьба на болте может быть как метрической, так и дюймовой, кроме того резьба бывает левой и правой. При изготовлении болтов могут использоваться различные металлы и даже пластмассы, но чаще всего их изготавливают из стали. Головка болта служит для опоры на деталь, которую крепят с помощью болта и для того, чтобы болт закручивать с помощью ключа. Для этого головка чаще всего изготавливается шестигранной, но может быть и иной, например, четырёхгранной. Чтобы болте проворачивался, под головкой часть стержня делают гранённой. Головка болта может быть выполнена в виде кольца, ось которого перпендикулярна оси болта, тогда получается рым болт. Если на месте головки крюк, то это крюк болт и т.д. Наиболее эффективный и сравнительно простой в применении элемент резьбовых соединений, резьбового крепежа. Для скрепления двух деталей в них выполняются отверстия по диаметру стержня болта, в отверстия вставляют болт, на резьбовую часть болта навинчивают гайку и затем затягивают её с помощью гаечного ключа. Получается прочное и надёжное крепление. Например, так скрепляют рельсы железнодорожного полотна. Другой пример применения резьбового крепежа болтом заключается в том, что в одной детали выполняется гладкое отверстие, а в другой — отверстие с резьбой под резьбу болта. Болт вставляют в гладкое отверстие, а затем вворачивают в отверстие с резьбой, выполненное в другой детали. Когда головка болта коснётся поверхности детали, болт затягивают ключом. При этом важно не прилагать слишком больших усилий, чтобы не разрушить болт. Примером такого применения резьбового крепежа является крепление колёс автомобиля к ступице полуоси. Болты применяются в самых разных отраслях промышленности: в строительстве, в машиностроении, в мебельной промышленности, в бытовой технике. Анализ технологичности конструкции детали и технологический контроль чертежа Анализ технологичности конструкции изделия Основные задачи, решаемые при анализе технологичности конструкции детали, сводятся к возможному уменьшению трудоемкости и металлоемкости, возможности обработки детали высокопроизводительными методами. Таким образом, улучшение технологичности конструкции детали позволяет снизить себестоимость ее изготовления без ущерба для служебного назначения. Деталь – «Болт калибра стана ХПТ», изготавливается из Стали 45 по ГОСТ 1050-88. Свойства стали 45 приведены в таблице 1. Таблица 1 Свойства стали 45 ГОСТ 1050-88
Качественная оценка технологичности детали. Достоинства: - предусмотрена удобная и надёжная технологическая база в процессе механической обработки; - обеспечен свободный вход и выход инструмента из зоны обработки; - конфигурация детали и её материал позволяют применять наиболее прогрессивные заготовки, сокращающие объём механической обработки; - при конструировании изделия используются простые геометрические формы, позволяющие применять высокопроизводительные методы производства; - для снижения объема механической обработки предусмотрены допуски только точных поверхностей; - предусмотрена возможность удобного подвода жёсткого и высокопроизводительного инструмента к зоне обработки детали; П 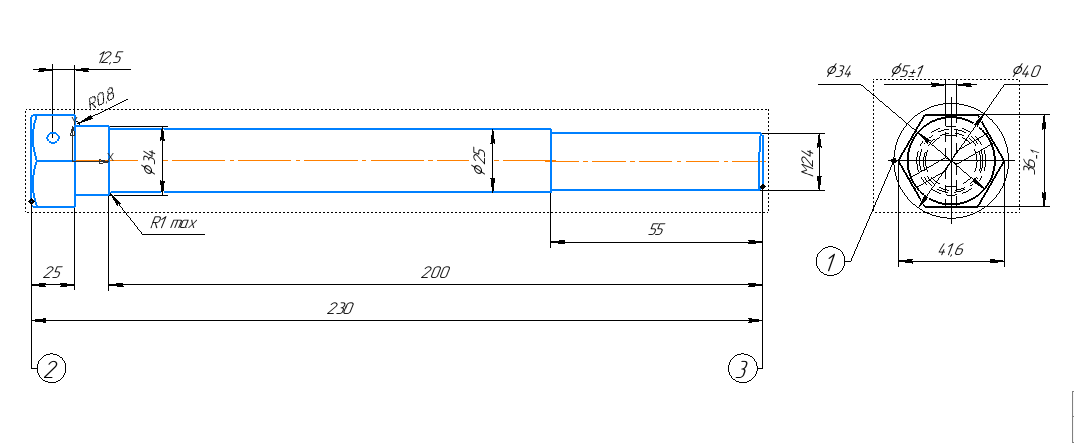 ри качественной оценке положительных характеристик больше, чем отрицательных, поэтому можно считать, что конструкция детали технологична. Технологический анализ детали проводят как качественный, так и количественный [6]. Рисунок 1 - Эскиз детали «Болт» К поверхностям заданы требования по шероховатости. Шероховатость задана параметром Rz со значением 40 мкм на все поверхности детали, приведенный в правом верхнем углу чертежа. Технологический контроль чертежа Анализ чертежа «Болт» показывает, что самой точной поверхности детали является цилиндрическая наружная 34 с общей шероховатостью Rz 40. Анализ технологических требований представлен в таблице 2. Таблица 2 Анализ технологических требований
Определение типа, форм и методов организации производства Характер технологического процесса в значительной мере зависит от типа производства деталей (единичного, серийного, массового). Это обусловлено тем, что в различных типах производств экономически целесообразно использование различного по степени универсальности, механизации и автоматизации оборудования, приспособлений, различного по сложности и универсальности режущего и измерительного инструмента. В зависимости от вида производства существенно изменяются и организационные структуры цеха: расстановка оборудования, системы обслуживания рабочих мест, номенклатура деталей и т.д. Сведения перед разработкой технологического процесса отсутствуют. В этих условиях поступаю следующим образом. По табл.2 устанавливаю предварительно тип производства в зависимости от заданного веса и количества деталей, подлежащих изготовлении в течение года. В соответствии с массой детали (M=0,87 кг) и годовой программой выпуска определяем тип производства, как мелкосерийное (см. таблицу 3). Таблица 3 Выбор типа производства по программе выпуска
Мелкосерийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися и сравнительно большим объемом выпуска, причем размер партии определяется по формуле:  , где a – периодичность запуска (необходимость запаса деталей на складах), дни. , где a – периодичность запуска (необходимость запаса деталей на складах), дни.Определяем размер партии n:  Масса детали М(=0,87 кг)<5 кг, что классифицируется, как лекгкая по массе. Для деталей, легких по массе a = 1-12 дней, принимаем а = 10 дней. Количество изделий в партии легких по массе деталей находится в интервале 51…500 шт, следовательно, тип производства можно охарактеризовать, как мелкосерийный (см. таблицу 4). Таблица 4 Выбор серийности производства
Анализ базового техпроцесса Рисунок 2 – Эскиз детали с обозначением технологической базы Таблица 4 Способы обработки поверхностей и технологические базы
Метод выполнения заготовки для детали определился назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления. Деталь изготавливается из круглого проката Стали 45, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. 5. Выбор заготовки Исходные данные: - масса детали 0,87 кг; - габариты детали: ø40x240 мм. - материал – сталь 45 ( = 530МПа); - годовое число деталей 300 шт. Учитывая заданный материал, требуемую точность изготовления заготовки - для данной детали «Корпус» мы выбираем круг 170 материал, сталь 45. Заготовка из круглого проката будет максимально приближена по конструкции к форме детали. При данной заготовки себестоимость детали и отход материала будет минимальным. Что уменьшит затраты на материал. Количественный анализ детали на технологичность не ведем, так как из чертежа видно, что все поверхности детали унифицированы, спец. инструмент не используется. Трудоемких операций - таких как долбление, строгание нет - деталь технологична. Деталь изготовлена из высококачественной конструкционной стали марки Сталь 45 ГОСТ 1050-88 и обладает следующими характеристиками: Таблица 5 Химический состав стали 45 в %
Сталь 45 среднеуглеродистая сталь конструкционная сталь, подвергаемая закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, с твердостью до 255 НВ Такие стали обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Механические свойства стали 45 после улучшения: временное сопротивление при растяжении в = 870 МПа; предел текучести σт= 700 МПа; относительное удлинение δ= 13%; относительное сужение при разрыве ψ = 65%; ударная вязкость KCU = 1,3 МДж/м2; твердость НВ = 255 МПа. Назначение марки стали - изготовление деталей типа: валов-шестерен, коленчатых и распределительных валов, шестерен, шпинделей, бандажей, цилиндров, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностной термообработке деталей, от которых требуется повышенная прочность. Технологические свойства марки стали 45 ГОСТ 1050-88. Температура ковки: Начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе. Свариваемость - трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка. Обрабатываемость резанием - хорошая В горячекатаном состоянии при НВ 170-179 и σB = 640 МПа Kυ тв. спл. = 1, Kυ б. ст. = 1. Склонность к отпускной способности - не склонна. Флокеночувствительность - малочувствительна. I: заготовку получаем из проката круглого, круг 40 /45 ГОСТ 1050-2013. Масса 1 заготовки – 2,4 кг. Масса изделия – 0,87 кг. Затраты на материал определяются по массе проката, требующегося на изготовление детали, и массе сдаваемой стружки:  , , где Q – масса заготовки, кг; Q = 2,5 кг; S – цена 1 кг заготовки, руб.; S = 5000 руб.; q – масса готовой детали; q = 0,87 кг; Sотх – цена 1 кг отходов; Sотх = 570 руб. М=2,5*500-(2,5-0,87)*570=268 II: Заготовку получаем из поковки по ГОСТ 8479-70. Масса заготовки – 2,3 кг. Масса изделия – 0,87 кг. Коэффициент использования материала: 2,5 Затраты на материал: ,где Q – масса заготовки, кг; Q = 2,5 кг; S – цена 1 кг заготовки, руб.; S = 6000 руб.; q – масса готовой детали; q = 0,87 кг; Sотх – цена 1 кг отходов; Sотх = 370 руб. М=2,5*6000-(2,5-0,87)*370= 3 989,3 руб. В базовом технологическом процессе заготовка взята из проката «круг», которая максимально приближена к геометрии детали. Улучшить заготовку невозможно т.к. она идеально подходит для нашей детали по форме и размерам, экономия материала при этом достигнет максимального предела. И затраты на материал будут минимальны что мы видим из расчета. Заготовку оставляем без изменения. На рисунке 3 представлен эскиз заготовки. 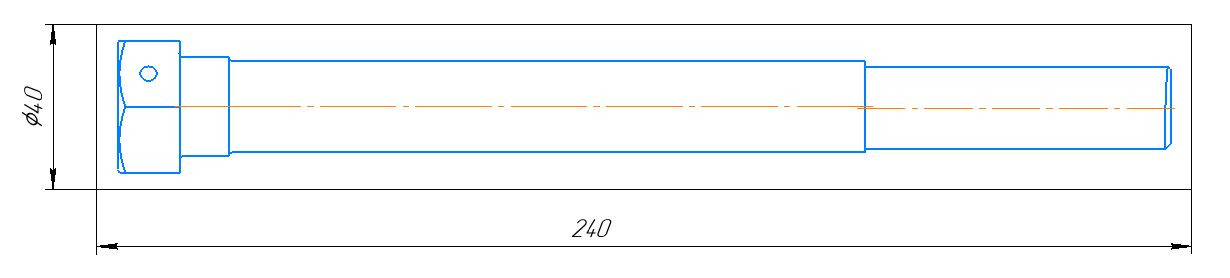 Рисунок 3 – Заготовка детали 6. Принятый маршрутный и операционный техпроцесс Маршрут обработки детали представлен в таблице 5. Таблица 5 Маршрут обработки детали
7. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ, ОПЕРАЦИОННЫХ И ИСХОДНЫХ РАЗМЕРОВ ЗАГОТОВКИ На основании выбранного технологического маршрута обработки детали и способа получения заготовки производим расчёт припусков на механическую обработку. Технологический маршрут обработки поверхности Ø40H7 состоит из растачивания и окончательного шлифования. При обработке цилиндрической поверхности минимальный припуск для каждого i-го перехода можно оценить:  , , где Rz.(i-1) - шероховатость данной поверхности после обработки на предыдущем переходе (операции), мм; Hi-1 - глубина дефектного поверхностного слоя от предыдущего перехода, мм; i-1 - величина пространственных отклонений формы данной поверхности после предыдущего перехода, мм; i - погрешность установки заготовки на данной операции, мм Минимальный припуск под растачивание: Чистовое:  мм. мм.Минимальный припуск под протягивание шпоночного паза:  мм. мм.Минимальный припуск под шлифование: Чистовое:  0,015 мм. 0,015 мм.8. РАСЧЕТ ТОЧНОСТИ ОПЕРАЦИЙ Коэффициенты точности обработки и коэффициенты шероховатости определяются в соответствии с ГОСТ 18831-73 и сравниваются с базовыми показателями. Для этого необходимо рассчитать среднюю точность и среднюю шероховатость обработанных поверхностей и сравнить с базовыми показателями. Данные по деталям сведём в таблицы 1 и 2, где Ti – квалитеты; Шi – значение параметра шероховатости; ni – количество размеров или поверхностей для каждого квалитета или шероховатости. В соответствии с ГОСТ 18831-73 значения базовых коэффициентов следующие: - коэффициент точности Ктбаз = 0,8; - коэффициент шероховатости Кшбаз = 0,18. Определим коэффициент точности по [1, с. 229], а результаты занесём в таблицу 6. Определение коэффициента точности Таблица 6
Σ 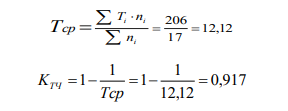 ni = 4; ΣTi ∙ni = 44 т. к. Ктч=0,917>Ктбаз=0,80, следовательно данная деталь технологична. Определение коэффициента шероховатости по [1, с. 229], а результаты занесём в таблицу 7. Определение коэффициента шероховатости Таблица 7
Σni = 4; ΣШi ∙ni = 19,2 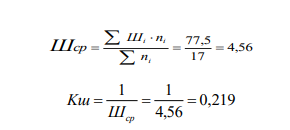 т. к. Кш=0,219>Кшбаз=0,18, следовательно, деталь по данному показателю технологична. Исходя из служебного назначения, анализа рабочего чертежа можно сформулировать основные технологические задачи детали «Болт»: - Обеспечить точность размеров: всех размеров по 14-му квалитету; - Обеспечить качество всех поверхностей по Ra 10 мкм. Указанная на чертежах точность – 3 квалитет – может быть обеспечен путем точения. К точным поверхностям детали относятся: Резьба М24, размер под ключ болта. 9. РАЗМЕРНЫЙ АНАЛИЗ ТЕХПРОЦЕССА Размерный анализ технологического процесса выполняется с помощью метода графов. Подставляя в уравнения имеющиеся данные и назначив соответствующие допуски получим, технологические размеры: 60=20+А → A=25 мм 0=ES+0.25 → ES=-0.25 мм 0,5=EI+0 → EI=-0.5мм А=25-0,25-0,5 Так как исполняемый размер в технологической цепи по Единой Системе Допусков и Посадок - вал, то принимаем размер равный А=25-0,25-0,5 10. Расчет режимов резания При назначении элементов режимов резания необходимо учитывать характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования. Элементы режимов резания: Глубина резания: t: при черновой обработке назначают по возможности максимальную t, равную всему припуску на обработку или большей его части (75%); при чистовой обработке – в зависимости от требований точности размеров и шероховатости обработанной поверхности. Подача s: при черновой обработке выбирают максимально возможную подачу, исходя из жесткости и прочности системы СПИД, мощности привода станка, прочности твердосплавной пластинки и других ограничивающих факторов; при чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности. Подача на оборот (мм/об):  Где: So – табличное значение подачи; Ki – поправочные коэффициенты на скорость резания в зависимости от предела прочности в или твердости НВ обрабатываемого материала, от состояния обрабатываемой поверхности П, от периода стойкости Т, от главного угла в плане , от марки твердого сплава ТС, от формы заточки инструмента, от глубины обработки Н, от ширины обработки В, от жесткости инструмента. Скорость резания v (м/мин): рассчитывают по формуле, установленной для каждого вида обработки, которая имеет общий вид:  где: Vтабл – табличное значение скорости резания; Ki – поправочные коэффициенты на скорость резания в зависимости от предела прочности в или твердости НВ обрабатываемого материала, от состояния обрабатываемой поверхности П, от периода стойкости Т, от главного угла в плане , от марки твердого сплава ТС, от формы заточки инструмента, от глубины обработки Н, от ширины обработки В, от жесткости инструмента. Число оборотов(об/мин) шпинделя определяется по формуле:  где: d – наибольший диаметр обрабатываемой детали; v – скорость резания (м/мин). Производим расчет режимов резания аналитическим способом для операции 010 – Токарная, Установ А. Расчет режимов резания по переходу 2 – чистовое точение 40 на длину L=145 мм. Обрабатываемый материал – Сталь 45 ГОСТ 1050-88. Резец проходной, оснащенный пластиной из твердого сплава Т15К6. Глубина резания t=7,5 мм. Подача s=0,8 мм/об/4, с.266, табл.11/ Скорость резания определяем по формуле  где T – стойкость инструмента; Т=40 мин;/4, с.268/ Cv= 340; x=0,15; у=0,45, m=0,2/4, с.269, табл.17/ Kv=Kмv∙Kпv∙Kиv Где Kмv – коэффициент, учитывающий материал заготовки; Kпv – коэффициент, учитывающий состояние поверхности; Kпv=0,9/4, с.263, табл.5/ Kиv – коэффициент, учитывающий материал инструмента; Kиv=1/4, с.263, табл.6/  /4, с.261, табл.1/ /4, с.261, табл.1/где σв=600 МПа; Kr – коэффициент, характеризующий группу стали по обрабатываемости; Kr=1/4, с.262, табл.2/ nv – показатель степени; nv=1/4, с.262, табл.2/  Kv=1,25∙0,9∙1=1,125   По паспорту станка принимаем n=1000 об/мин. Пересчитываем скорость  Сила резания Pz,y,x=10∙Cp∙tx∙sy∙vn∙Kp Где Cp=300; x=1; y=0,75;n=-0,15 – значения для расчета Pz; Cp=243; x=0,9; y=0,6;n=-0,3 – значения для расчета Py; Cp=339; x=1; y=0,5;n=-0,4 – значения для расчета Pх/2,с.273, табл.22/ Kp=Kмp∙ Kφp∙ Kγp∙ Kλp∙ Krp  /4, с.264, табл.9/ /4, с.264, табл.9/где n=0,75/0,35=2,14/4, с.264, табл.9/  Для тангенциальной составляющей Pz Kφp=0,94; Kγp=1,1; Kλp=1; Krp=0,93/4, с.275, табл.23/ Kp=1,61∙0,94∙1,1∙ 1∙ 0,93=0,327 Pz =10∙300∙1,51∙0,80,75∙188-0,15∙0,327=545Н Для радиальной составляющей Py Kφp=0,77; Kγp=1,4; Kλp=1; Krp=0,82/4, с.275, табл.23/ Kp=1,61∙0,77∙1,4∙ 1∙ 0,82=0,301 Py =10∙243∙1,50,9∙0,80,6∙188-0,3∙0,301=175Н Для осевой составляющей Px Kφp=1,11; Kγp=1,4; Kλp=1; Krp=1/4, с.275, табл.23/ Kp=1,61∙1,11∙1,4∙ 1∙ 1=0,528 Px =10∙339∙1,51∙0,80,5∙188-0,4∙0,528=262Н Мощность резания рассчитываем по формуле  кВт кВтПри этом паспортная мощность главного привода станка равна 11 кВт, следовательно мощности станка достаточно. Расчет режимов резания аналитическим способом для операции 015 – Сверлильная. Материал инструмента – Р6М5. Диаметр сверления D=5 мм. Глубина резания при сверлении t=0,5∙D=0,5∙6=3 мм Подача s=0,13 мм/об/4, с.277, табл.25/ Скорость резания определяем по формуле  где Cv=7; q=0,4; y=0,7; m=0,2/4, с.278, табл.28/ Т- стойкость инструмента, Т=25 мин/4, с.279, табл.30/ Kv – общий поправочный коэффициент. Kv=Kмv∙ Kиv∙ Klv Где Kмv – коэффициент на обрабатываемы материал; Kиv – коэффициент на инструментальный материал; Kиv=0,9/4, с.263, табл.6/ Klv – коэффициент, учитывающий глубину сверления; Klv=1/4, с.280, табл.31/ /4, с.261, табл.1/где σв=600 МПа; Kr – коэффициент, характеризующий группу стали по обрабатываемости; Kr=1/4, с.262, табл.2/ nv – показатель степени; nv=-0,9/4, с.262, табл.2/  Kv=0,6∙1∙1=0,6   По паспорту станка принимаем n=800 об/мин. Пересчитываем скорость  Крутящий момент и осевая сила Mкр=10∙Cм∙Dq∙sy∙Kр Po=10∙Cp∙Dq∙sy∙Kр где См=0,0345; q=2; y=0,8 – для расчета Мкр; Ср=68; q=1; y=0,7 – для расчета Ро. Кр – коэффициент, учитывающий фактические условия обработки, в данном случае зависит только от материала обрабатываемой заготовки.  /4, с.264, табл.9/ /4, с.264, табл.9/где σв=600 МПа; n=0,75/0,75=1/4, с.264, табл.9/  Mкр=10∙0,0345∙62∙0,130,8∙0,8=14,6 Н∙м Po=10∙68∙61∙0,130,7∙0,8=588 Н Мощность резания  кВт кВтПри этом паспортная мощность главного привода станка равна 4 кВт, следовательно мощности станка достаточно. Расчет режимов резания табличным способом для операции 010 – Токарная. Установ А. Расчет режимов резания по переходу 3 – чистовое точение 60 на длину L=70 мм. Определяем длину рабочего хода суппорта Lр.х=Lрез+y+Lдоп Где Lрез –длина резания; Lрез=70 мм; y – длина подвода, врезания и перебега инструмента; y=10 мм; Lдоп – дополнительная длина хода; Lдоп=0 Lр.х=70+10+0=80мм Назначаем подачу суппорта на оборот шпинделя sо=0,6 мм/об/1, с.23, карта Т-2/ Определяем стойкость инструмента Тр=Тм∙λ где Тм – стойкость в минутах машинной работы станка; Тм=70 мин/1, с.26, карта Т-3/ λ – коэффициент времени резания;  кВт кВтТ.к. λ>0,7 принимаем Тр=Тм=70 мин./1, с.26/ Определяем скорость резания v=vтабл∙К1∙К2∙К3 где vтабл=125 м/мин/1, с.29, карта Т-4/ К1 – коэффициент, зависящий от обрабатываемого материала; К1=0,9/1, с.30, карта Т-4/ К2 – коэффициент, зависящий от стойкости и марки твердого сплава; К2=1,25/1, с.33, карта Т-4/ К3 – коэффициент, зависящий от вида обработки; К3=1/1, с.34, карта Т-4/ v=125∙0,9∙1,25∙1=141 м/мин Рассчитываем рекомендуемое число оборотов шпинделя станка  об/мин об/минПо паспорту станка принимаем n=800 об/мин. Уточняем скорость резания по принятому числу оборотов шпинделя  м/мин м/минРассчитываем основное машинное время обработки  мин минОпределяем силу резания Pz=Pzтабл∙К1∙К2 Pzтабл=350 Н К1 – коэффициент, зависящий от обрабатываемого материала; К1=0,8/1, с.36, карта Т-5/ К2 – коэффициент, зависящий от скорости резания и переднего угла при точении сталей твердосплавным инструментом; К2=1/1, с.36, карта Т-5/ Pz=35∙0,8∙1=280Н Определяем режимы резания для операции 020 – Резьбонарезная. Скорость резания находим по формуле v=vтабл∙Кv где vтабл=16 м/мин/1, с.162, карта Р-2/ Кv – коэффициент, зависящий от обрабатываемого материала; Кv=1/1, с.162, карта Р-2/ v=16∙1=16м/мин Рассчитываем рекомендуемое число оборотов шпинделя станка  об/мин об/минПо паспорту станка принимаем n=125 об/мин. Уточняем скорость резания по принятому числу оборотов шпинделя  м/мин м/минКрутящий момент Мкр=Мкр(табл)∙К1∙К2 где Мкр(табл)=30Н∙м/1, с.163, карта Р-2/ К1 – коэффициент, зависящий от диаметра резьбы; К1=4,8;/1, с.163, карта Р-2/ К2 – коэффициент, зависящий от обрабатываемого материала; К2=1;/1, с.163, карта Р-2/ Мкр=30∙4,8∙1=144Н∙м Определяем машинное время  где Lр.х – длина рабочего хода; s – шаг резьбы; s=4,5 мм Lр.х=Lрез+y=124+5=129мм  мин минМощность резания  кВт кВтПри этом паспортная мощность главного привода станка равна 11 кВт, следовательно мощности станка достаточно. Технологическое оборудование определяет технико-экономические характеристики ГПС, а также показатели обрабатываемых изделий. С учетом поставленного технического задания и технологии получения конечного изделия выбираем следующее технологическое оборудование: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||