1. общая часть 3 1 Характеристика конструкции изделия 3
 Скачать 1.84 Mb. Скачать 1.84 Mb.
|

4.3 Выбор подъемно-транспортного оборудованияВыбор подъёмно-транспортного оборудования рекомендуется производить так, чтобы тип машин соответствовал: технологии обработки грузов с учетом их ассортимента и габаритов; объему погрузочно-разгрузочных и складских работ; характеру и типу выполняемых на складе операций по приему, складированию и выдаче грузов с учетом общей технологии складских работ; условиям проводимых работ (на открытых складских площадках или в закрытых складских помещениях); режиму работ складов; правилам техники безопасности; В качестве подъемно-транспортного оборудования используется опорная кран-балка, с тельфером грузоподъемностью до 10 т (рис.3.5). Кран-балка принадлежит к типичному оборудованию на производстве, закрытых и открытых складов, цехов. Кран-балки электрические однобалочные являются разновидностями мостовых кранов, функционирование которого осуществляется посредством электрического привода. . 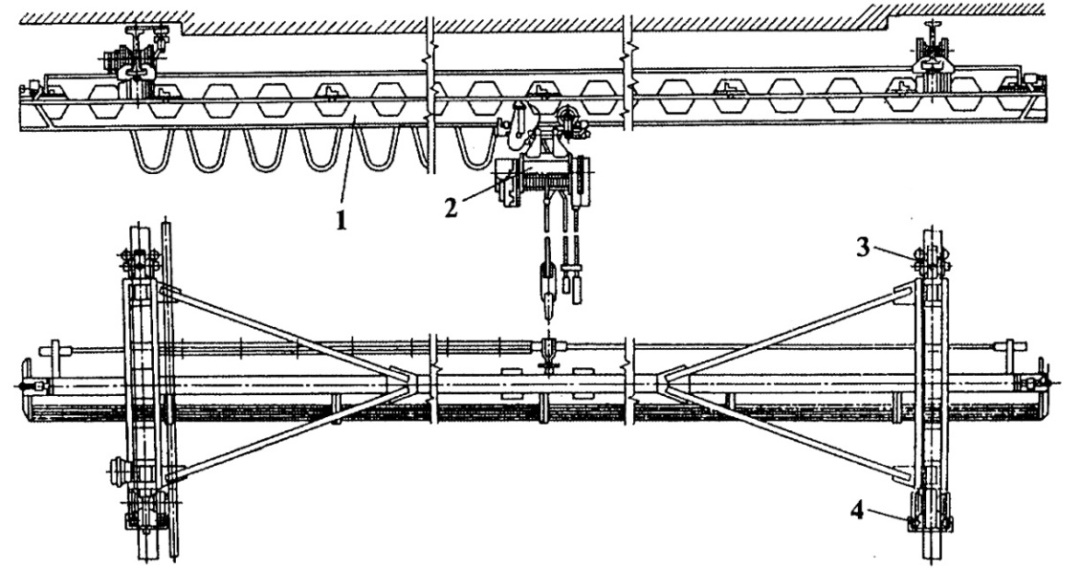 Рис. 4.5 Кран-балка, грузоподъемностью 10т (1-Мост, 2-Механизм подъёма груза 3-Тележка неприводная, 4-Тележка приводная) Кран-балка состоит из пролетной балки и концевых тележек. Управление кран-балкой производится с пола. Кран-балка опорная изготавливается в соответствии с ГОСТ 19811, «Правилами устройства и безопасной эксплуатации грузоподъемных кранов» ПБ 10-382-00, «Правилами устройства электроустановок». 4.4 Нормирование сборочно-сварочных работ Расчет норм времени проведем на примере операции по сборке и сварке кольцевого шва корпуса опоры Ø1220х8. Нормирование штучного времени на сборочно-сварочные операции по сварке кольцевого шва корпуса опоры Ø1220х8 за один проход.
где  - общее штучное время на сборку и сварку конструкции; - общее штучное время на сборку и сварку конструкции; - штучное время на сборку конструкции; - штучное время на сборку конструкции; - штучное время на сварку конструкции. - штучное время на сварку конструкции.Нормирование сборки металлоконструкции под сварку. Расчет времени на сборку металлоконструкции под сварку:
где  - подготовительно-заключительное время на сборку металлоконструкций под сварку; - подготовительно-заключительное время на сборку металлоконструкций под сварку; - сумма затрат времени на установку деталей конструкции при сборке в приспособлении; - сумма затрат времени на установку деталей конструкции при сборке в приспособлении; - сумма затрат времени на крепление и открепление деталей конструкции при сборке в приспособлении; - сумма затрат времени на крепление и открепление деталей конструкции при сборке в приспособлении; - сумма затрат времени на прихватку деталей конструкции при сборке в приспособлении; - сумма затрат времени на прихватку деталей конструкции при сборке в приспособлении; - сумма затрат времени на поворот и кантовку узлов (сборочных единиц) конструкции при сборке в приспособлении. - сумма затрат времени на поворот и кантовку узлов (сборочных единиц) конструкции при сборке в приспособлении.Расчет штучного времени автоматической сварки:
 где  - основное время сварки одного погонного метра шва, мин; - основное время сварки одного погонного метра шва, мин;  - вспомогательное время, зависящее от длины шва в мин. на 1 пог. метр шва; - вспомогательное время, зависящее от длины шва в мин. на 1 пог. метр шва;  длина сварного шва; длина сварного шва; - вспомогательное время, связанное с изделием и работой оборудования; - вспомогательное время, связанное с изделием и работой оборудования;  - коэффициент к оперативному времени, учитывающие время на обслуживание рабочего места, отдых и естественные надобности, а также подготовительно-заключительное время для единичного или крупносерийного производства соответственно. - коэффициент к оперативному времени, учитывающие время на обслуживание рабочего места, отдых и естественные надобности, а также подготовительно-заключительное время для единичного или крупносерийного производства соответственно.Основное время сварки одного погонного метра шва:
Масса наплавленного металла сварного шва:
где  – масса наплавленного металла на единицу продукции, гр.; – масса наплавленного металла на единицу продукции, гр.; - масса наплавленного металла прихваток, гр.; - масса наплавленного металла прихваток, гр.; - масса наплавленного металла сварных швов, гр.; - масса наплавленного металла сварных швов, гр.;(  ) - коэффициент, учитывающий долю наплавленного металла; ) - коэффициент, учитывающий долю наплавленного металла; – площадь поперечного сечения шва в – площадь поперечного сечения шва в  ; ; - плотность металла, для стали - плотность металла, для стали  ; ; - общая длина свариваемого шва, м. - общая длина свариваемого шва, м.Затраты на сварочные материалы рассчитывают на основе величины массы наплавленного металла при сварке. Расход сварочной проволоки на сварочный шов:
 (кг) (кг) |

 +
+ +
+ +
+ +
+
 )*
)* +
+ ]*
]*

