1. общая часть 3 1 Характеристика конструкции изделия 3
 Скачать 1.84 Mb. Скачать 1.84 Mb.
|

2.5 Выбор типов сварных соединенийСварные соединения выбираются по ГОСТ 8713-79. В данном дипломном проекте рассматривается замена базовой технологии сварки на операции по сварке кольцевых и продольных швов водонапорной башни ВБР-25, поэтому приводится тип соединения именно для этих операций. Данное соединение имеет обозначение ГОСТ 8713-79-С4. Сварные соединения представлены на рис. 2.5-2.7. 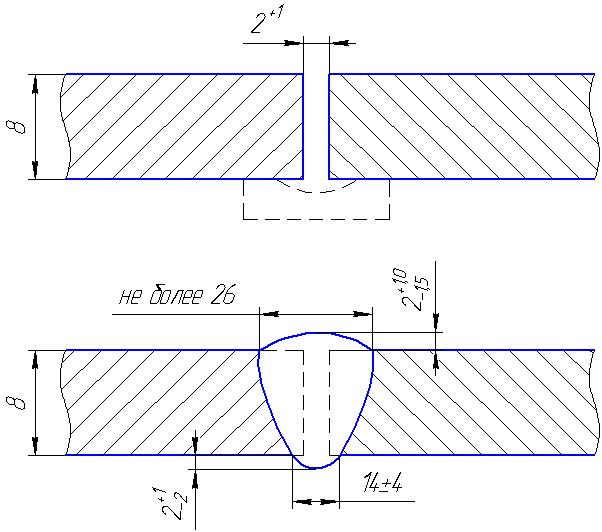 Рис. 2.2 Сварное соединение для элементов опоры ВБР-25 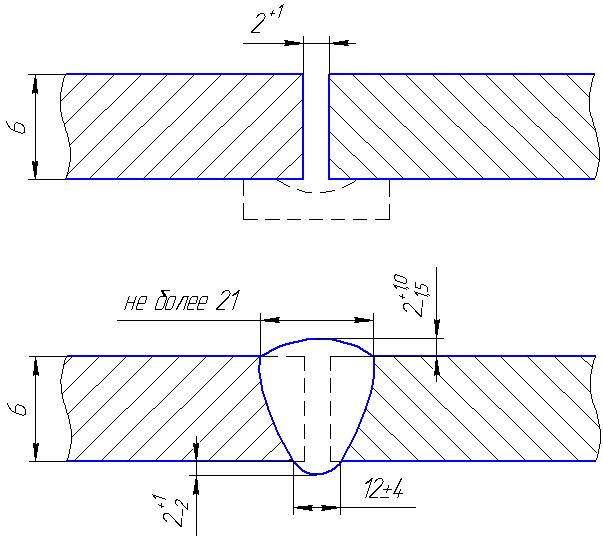 Рис. 2.3 Сварное соединение для элементов бака ВБР-25 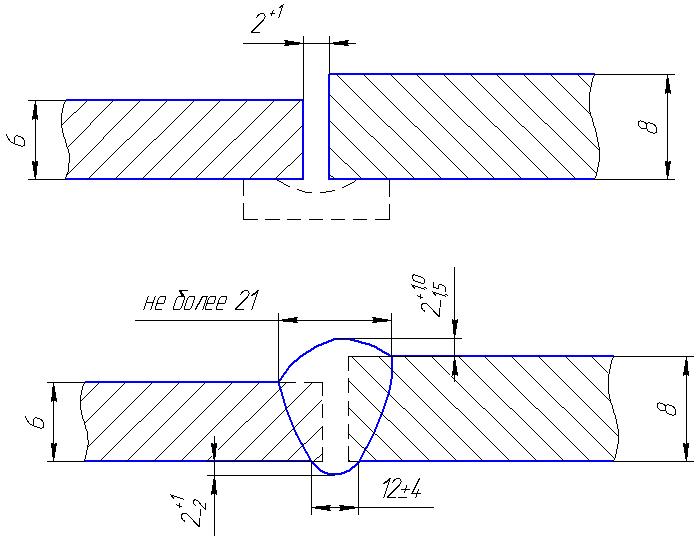 Рис. 2.4 Сварное соединение приварки бака к опоре ВБР-25 2.6 Расчет режимов сваркиРасчет режимов сварки для односторонней автоматической сварки самозащитной порошковой проволокой. Задаём требуемую глубину провара:   Сила сварочного тока:  , где , где - коэффициент пропорциональности, зависящий от рода тока и его полярности, от диаметра электродной проволоки и от способа защиты дуги - коэффициент пропорциональности, зависящий от рода тока и его полярности, от диаметра электродной проволоки и от способа защиты дуги 
Диаметр электродной проволоки:  , где , где  - плотность тока (А/мм - плотность тока (А/мм ) )Диаметр электродной проволоки можно просто задать в зависимости от допустимой плотности тока. Таблица 2.9 Допустимые плотности тока
Выбираем электродную проволоку диаметром 3 мм. Скорость сварки:  , где А – коэффициент, зависящий от диаметра электродной проволоки , где А – коэффициент, зависящий от диаметра электродной проволоки Таблица 2.10
Напряжение на дуге:
Погонная энергия:
Коэффициент формы провара:  , где , где - коэффициент: - коэффициент:- для j < 120 А/мм постоянный ток обратной полярности:  ; ;
Расчётная глубина провара:
Полученное значение глубины провара подходит под заданное. Ширина шва:
Высота наплавки:  , где , где  , где , где  - коэффициент расплавления: - коэффициент расплавления: - при постоянном токе обратной полярности:  ; ;
Вылет проволоки устанавливается равным 15—20 мм. При большем вылете проволока перегревается, ухудшаются механические свойства металла шва, в нем появляются поры; сварка с укороченным вылетом может привести к привариванию проволоки к мундштуку и вызвать загрязнение наконечника мундштука брызгами. |

 , мм
, мм , А*м/ч
, А*м/ч






