|
|
Настольная Книга Управляющего Складом - Джеймс Томпкинс. 1. Проблемы и задачи складского хранения. Складское хранение и товародвижение
Внутренняя система обработки материалов
Очень большие возможности сокращения затрат на контейнеры и упаковку можно обнаружить, если более внимательно посмотреть на внутреннюю систему обработки материалов склада. Большинство складов обрабатывают отдельные ящики как единицы груза. Единица груза перемещается и размещается, чтобы увеличить эффективность обработки. Рассмотрение методов, используемых для обработки единиц груза, может показать много возможностей экономии затрат.
Динамика единиц груза
Следующие факторы, относящиеся к единицам груза, должны быть рассмотрены, чтобы обеспечить действенную и эффективную обработку конкретной единицы груза:
1. Размер единицы груза. Размер единицы груза должен соответствовать всем видам транспортировки: на грузовиках, в вагонах и кораблях. Популярные размеры единиц груза, используемые в отрасли, - это 48 x 40 дюймов. Другие размеры единиц груза, используемые в отрасли, - это 48 х 42 дюймов и 48 х 46 дюймов. Размеры единицы груза должны оставлять достаточный просвет, чтобы водитель вилочного погрузчика мог быстро погрузить или разгрузить эту единицу,
a. Если единицы груза слишком большие:
Использование пространства может ухудшиться из-за невозможности штабелировать по два-три груза в высоту или по два в ширину.
Эффективность обработки может уменьшиться из-за отсутствия маневренности.
Может вырасти количество повреждений.
b. Если единицы груза слишком маленькие:
Может ухудшиться использование пространства.
Может быть низкая эффективность обработки из-за небольших объемов, перемещаемых за поездку.
Может увеличиться повреждение грузов из-за их неустойчивости при перемещении.
Затраты на транспортировку могут быть чрезмерными из-за слишком больших затрат на амортизационные материалы.
Рис. 31.1 Выступ единицы груза за пределы паллеты может привести к повреждению ящиков
Единообразие в единицах груза. Единообразие желательно, особенно, когда различные модели или типы продукции отправляются вместе в одном и том же грузе. Улучшение использования пространства, как правило, достигается благодаря обработке единообразных по размерам грузов.
Единообразие грузов также увеличивает вероятность того, что они будут приемлемы для других систем обработки. Нестандартные по размерам единицы груза могут стать причиной проблем в системах распределения, если они не подходят для стеллажных ячеек или ширины ряда.
Длина и ширина единицы груза. Длина и ширина особенно важны, если паллеты используются в системах обработки материалов. Выступ единиц груза за пределы паллет может стать причиной повреждения отдельных ящиков, см. Рис. 31.1. Обратите внимание, что вертикальные стороны ящиков несут на себе большую часть веса или нагрузки верхних слоев или верхних единиц груза. Если вертикальные стороны единиц груза не поддерживают друг друга, то теряется большая часть вертикальной устойчивости. На Рис. 31.2 показана еще одна причина, почему выступы единиц груза могут увеличить повреждения. Когда вилочный погрузчик приближается для отбора груза, то вилочный захват сначала соприкасается с продукцией. Также, когда продукция загружается или размещается, то место контакта – это нижний край единицы груза, если груз наклонен. Если длина и ширина единицы груза меньше размеров паллеты, то это может привести к плохому использованию пространства и, возможно, к неустойчивости штабелей продукции.
Рис. 31.2 Выступ единицы груза может увеличить повреждения, когда вилочный погрузчик сначала соприкасается с продукцией
Высота единицы груза. Высота важна, потому что обеспечивает эффективное использование объемов складского пространства и транспортного оборудования. Можно вносить небольшие изменения в высоту отдельных ящиков, чтобы улучшить использование объемов склада и/или транспортного оборудования. Если можно будет штабелировать один дополнительный слой продукции на складе, в грузовике или в стеллажной системе, то использование объема и эффективность обработки улучшатся очень значительно. Постоянная высота единиц груза – это важный фактор устранения сдвигов и неустойчивости продукции при перемещении. Когда единицы груза разной высоты, то более высокие единицы груза нужно устанавливать в передней части трейлера, а более низкие единицы – в задней части трейлера. Это избавляет от смещения продукции вперед при торможении. При загрузке вагона, нужно быть очень внимательными, потому что направление движения вагона может изменяться.
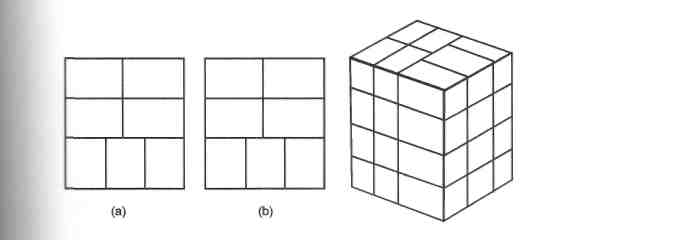
Способ штабелирования. Отдельные ящики, из которых состоит единица груза, могут оказывать большое воздействие на динамику этой единицы груза. Есть два основных способа штабелирования. Блокировочный способ штабелирования показан на Рис. 31.3. Блокировочный способ штабелирования выполняется поворотом каждого следующего слоя на 90˚. Преимущество блокировочного способа в том, что единица груза связывается вместе и предотвращается или сокращается вероятность отделения и смещения верхней части груза. Недостаток блокировочного способа в том, что иногда его труднее использовать и в уменьшении вертикальной устойчивости штабеля. На Рис. 31.4 показан колоннообразный способ штабелирования. Колоннообразный способ штабелирования выполняется штабелированием ящиков из различных слоев точно поверх ящиков из нижних слоев. Каждый слой укладывается одинаково и не поворачивается на 90˚ как в блокировочном способе штабелирования. Колоннообразный способ штабелирования обеспечивает больший вес единицы груза и большую вертикальную нагрузку, чем при блокировочном способе, потому что вертикальные стенки ящиков находятся друг над другом. Рис. 31.5 показывает важность точного расположения вертикальных стенок, особенно при колоннообразном способе штабелирования. Колоннообразные грузы могут смещаться в верхней части и не такие устойчивые как заблокированные грузы. Это может стать проблемой при поворотах или торможении вилочного погрузчика.
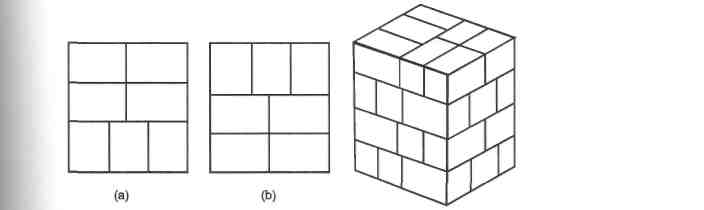
Рис. 31.3 Блокировочный способ штабелирования, a) первый слой, b) второй слой
Рис. 31.4 Колоннообразный способ штабелирования, a) первый слой, b) второй слой
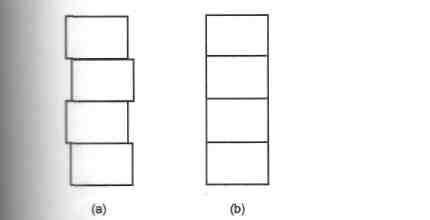
Рис. 31.5 Важность точного расположения вертикальных стенок, особенно при колоннообразном способе штабелирования, (a) устойчивость штабеля уменьшилась из-за неточного расположения и (b) точное расположение ящиков обеспечивает максимальное использование жестких компонентов гофрированных ящиков.
6. Вес единицы груза. Вес оказывает разнообразное воздействие на систему обработки материалов. Вес отдельного ящика почти полностью состоит из веса продукции. Вес единицы груза оказывает воздействие на следующие сферы системы обработки материалов:
a. Грузоподъемность оборудования для обработки материалов,
b. Вместимость складских стеллажей,
c. Вид транспортировки,
d. Тип и качество паллет, используемых для единиц груза.
Устойчивость единицы груза
К наиболее распространенным методам достижения устойчивости относятся обертывание растягивающейся пленкой, обертывание в термоусадочный материал, обвязка полипропиленовой лентой, обвязка стальной лентой, обертывание сеткой, приклеивание и крепление резиновой лентой. Среди многих преимуществ, которые можно получить от использования различных методов достижения устойчивости будут:
Улучшение устойчивости груза,
Меньшее повреждение продукции,
Улучшение использования пространства склада и транспортных средств,
Сокращение количества краж,
Более эффективная обработка из-за более гибкого и быстрого перемещения продукции,
Увеличение срока службы картона,
Улучшение вертикальной устойчивости,
Улучшение внешнего вида продукции.
Среди недостатков методов достижения устойчивости могут быть:
В каждом методе достижения устойчивости требуются затраты на покупку материалов,
Трудовые и временные затраты,
Когда единица груза разбирается на части, то нужно что-то делать с материалами, используемыми для стабилизации грузов,
Оборудование для достижения устойчивости может быть дорогим, может занимать пространство, обычно нуждается в потреблении энергии, и должно обслуживаться,
Необходимо пространство для хранения материалов, используемых для достижения устойчивости,
При некоторых методах достижения устойчивости могут повреждаться углы ящиков.
Списки преимуществ и недостатков являются общими и не относятся к каждому методу достижения устойчивости. Некоторые наиболее популярные методы достижения устойчивости будут теперь рассмотрены более подробно. Таблица предполагаемых затрат на некоторые методы достижения устойчивости предлагается в Таблице 31.1. При сравнении различных методов достижения устойчивости, нужно принимать во внимание свойственные каждому методу преимущества и недостатки, а не только затраты на данный метод.
Высота груза, дюймов
|
Обертывание в термоусадочный материал a
|
Обертывание растягивающейся пленкой b
|
Обвязка полипропилено-выми ремнями c
|
Обвязка стальной лентой d
|
Механизирован. предварительное натяжение e
|
30
|
$0,65
|
$0,31
|
$0,16
|
$0,28
|
$0,13
|
40
|
$0,77
|
$0,43
|
$0,16
|
$0,28
|
$0,17
|
50
|
$0,89
|
$0,55
|
$0,16
|
$0,28
|
$0,22
|
60
|
$1,00
|
$0,66
|
$0,16
|
$0,28
|
$0,27
|
70
|
$1,12
|
$0,74
|
$0,16
|
$0,28
|
$0,30
|
a Размер паллеты = 40 x 48 дюймов
b Обертывание в термоусадочный материал, цена: защитный слой 0,075мм – $0,65 за фунт, цена для конечного пользователя.
c Обертывание растягивающейся пленкой, цена: $34 за рулон в 5000 футов.
d Обвязка полипропиленовой лентой, цена: 1/2 дюйма, при прочности в 750 фунтов; $0,0089 за фут; один зажим.
e Обвязка стальной лентой. цена: одна лента на всю высоту груза; при ленте в 1/2 дюйма – $0,170 за фут; один зажим.
Таблица 31.1 Сравнение затрат на распространенные методы достижения устойчивости груза
Обертывание растягивающейся пленкой
Обертывание растягивающейся пленкой можно описать как процесс стабилизации продукции с помощью натяжения пластиковой пленки вокруг единицы груза. Обертывание растягивающейся пленкой стало одним из самых популярных метод достижения устойчивости. Пленкой могут оборачивать вручную или с помощью полуавтоматического или полностью автоматического оборудования. Обычные станки с поворотными столами для обертывания растягивающейся пленкой широко распространены на традиционных складах. Машины для обертывания обрабатывают грузы с высокой скоростью. В этом случае, груз проходит на конвейере между двумя рулонами пленки. Передвижные машины для обертывания растягивающейся пленкой перемещаются к месту расположения паллет. Затраты на оборудование для обертывания растягивающейся пленкой будут, приблизительно, от $40 за ручное устройство до свыше $50000 за полностью автоматическое оборудование, включая фотоэлементы и конвейеры. Обычный станок с поворотным столом для обертывания растягивающейся пленкой может стоить от $4000 до $16000.
Некоторые преимущества обертывания растягивающейся пленкой в том, что пленка:
Создает гидроизолирующий слой вокруг гофрированных ящиков,
Позволяет дольше сохранять прочность ящиков,
Груз крепится с четырех сторон, обеспечивая устойчивость поверхности,
Предоставляет барьер от внешних загрязнителей, сохраняя чистоту ящиков,
Обеспечивает видимость продукции, повреждения легко увидеть,
Может легко обернуть грузы нестандартной формы,
Может удалять по одному контейнеру продукции за раз без нарушения единства груза,
Может применяться в холодильниках или во вредных условиях,
Может иногда перерабатываться в конструкционную пленку,
Помогает грузу находиться в нужном месте на паллете,
Может растягиваться на большую высоту при небольших усилиях.
Вот некоторые недостатки обертывания растягивающейся пленкой:
После ее использования с растягивающейся пленкой нужно что-то делать (вывозить, перерабатывать). В некоторых случаях возможна ее переработка как возмещение затрат на ее утилизацию.
Автоматизированному оборудованию нужно пространство, обслуживание, энергия.
Обертывание в термоусадочный материал
Обертывание в термоусадочный материал можно определить как процесс стабилизации продукции с помощью обертывания единицы груза пластиковым материалом и последующим нагреванием этого материала, давая ему сжаться вокруг груза, в соответствии с формой груза. На Рис. 31.6 показан станок для обертывания в термоусадочный материал и загрузочный конвейер. Обертывание в термоусадочный материал предлагает много преимуществ, подобных обертыванию растягивающейся пленкой, хотя два эти процесса совершенно различны. Затраты на оборудование для обертывания в термоусадочный материал могут варьироваться, приблизительно, от $40 за ручной нагреватель до свыше $100000 за полностью автоматизированную систему, включая фотоэлементы и конвейеры. Вот некоторые преимущества обертывания в термоусадочный материал:
Обертывание в термоусадочный материал защищает груз от влаги, грязи, пыли и других загрязнителей,
Обертывание в термоусадочный материал удерживает коробки вместе с большей вертикальной прочностью,
Термоусадочный материал плотно оборачивается вокруг единицы груза любой формы.
Вот некоторые недостатки обертывания в термоусадочный материал:
Обертывание в термоусадочный материал не обеспечивает хорошую видимость продукции,
Из-за тепла, необходимого при обертывании в термоусадочный материал, затраты на энергию могут быть высокими.
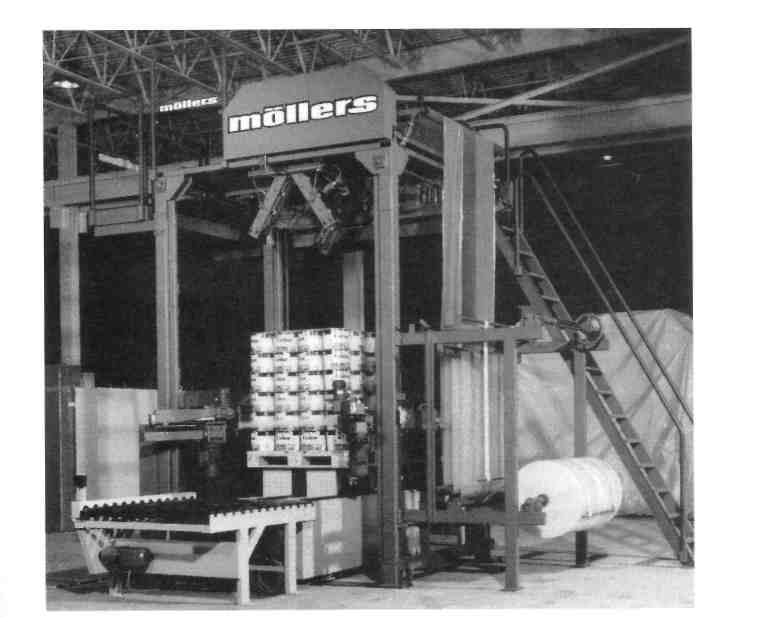
Рис. 31.6 Станок для обертывания в термоусадочный материал (MollersNorthAmerican, Inc.)
Обвязка единицы груза лентой
Стабилизация единицы груза обвязкой лентой выполняется размещением ленты вокруг одного или больше слоев единицы груза, чтобы скрепить данный слой вместе. Наиболее распространенный тип материала для обвязочной ленты – это полипропилен. Есть и другие типы материалов, например, сталь. Самая распространенная ширина ленты будет от 1/2 до 1 1/4дюйма, хотя есть ленты и другой ширины. Обвязка единицы груза лентой часто используется вместе с угловыми планками, чтобы полностью связать единицу груза вместе. Затраты на оборудование для применения полипропиленовой ленты будут, приблизительно, от S150 за ручное устройство до свыше $20000 за полностью автоматический станок. Вот некоторые преимущества обвязки единиц груза лентой:
Исключительная прочность,
Один из самых дешевых методов достижения устойчивости,
Обеспечивает почти полную видимость продукции,
Может применяться вручную или автоматически,
♦ Может применяться к единице груза и вертикально и горизонтально, полностью стабилизируя единицу груза на паллете.
Вот некоторые недостатки обвязки единицы груза лентой:
Кроме случаев, когда лента применяется для каждого слоя продукции или используются угловые планки, груз не будет полностью объединен в одно целое как при обертывании растягивающейся пленкой или обертывании в термоусадочный материал,
При ручном применении ленты требуются большие затраты труда,
Повреждение ящиков может произойти от использования узкой ленты, особенно на углах ящиков. Однако использование угловых накладок может сократить эти повреждения,
Разрезание и утилизация ленты могут потребовать некоторых мер безопасности из-за натяжения ленты.
|
|
|
 Скачать 14.49 Mb.
Скачать 14.49 Mb.