Проектирование ТП сборки масляного насоса и механической обработки корпуса нагнетающей секции. Технологическая часть ДП Лебедева Е.А.. 1 Технологическая часть
 Скачать 1.45 Mb. Скачать 1.45 Mb.
|

1 Технологическая часть1.1 Определение типа производства и расчеты по программе выпуска Тип производства определяется, исходя из объема выпуска изделий и массы изделий: N = 50 000 шт./год, mдет = 0,65 кг. Данная программа выпуска соответствует крупносерийному производству. Определяем такт выпуска:  мин/шт. (1.1) мин/шт. (1.1)где  - действительный годовой фонд времени работы оборудования, час; - действительный годовой фонд времени работы оборудования, час; - годовая программа выпуска, шт.; - годовая программа выпуска, шт.; - процент отсева деталей и узлов из-за брака (0…3%). - процент отсева деталей и узлов из-за брака (0…3%).Для механической обработки:  ч.; ч.; мин/шт. мин/шт.Для сборки:  ч; ч; мин/шт. мин/шт.Для серийного типа производства рассчитаем размер производственной партии:   где D = 173,5 дня – годовой номинальный фонд времени работы при двусменной работе;  = 4 дня – число дней на которые нужно иметь запас деталей на складе. = 4 дня – число дней на которые нужно иметь запас деталей на складе.1.2 Проектирование технологического процесса сборки узла1.2.1 Служебное назначение узла, описание его устройства и работы Масляный насос предназначен для подачи к трущимся поверхностям работающего дизеля масла под давлением и откачки масла из картера в бак. Насос шестеренчатый. Масляный насос состоит из разъемного алюминиевого трехсекционного корпуса 11, 13, 15 (рис. 1.1), трех шестерен 12. закрепленных на ведущем валике 10, и трех ведомых шестерен 4, 7, вращающихся свободно на неподвижной оси 9. Постоянство давления обеспечивается регулируемым редукционным клапаном. Одна пара шестерен, расположенная в нижней секции корпуса, является нагнетающей и подает масло из бака через масляный фильтр в систему смазки дизеля под давлением 5 - 10,5 кгс/см2. При достижении давления масла сверх установленного тарель 18 редукционного клапана под действием давления масло сжимает пружину 19 и часть масла из полости нагнетания нижней секции, по каналам в крышке 16, перетекает в полость всасывания этой же секции. Регулирование производится вворачиванием или выворачиванием стержня 21 в корпус 20. Редукционный клапан отрегулирован на предприятии-изготовителе и опломбирован. Нарушать регулировку воспрещается. При необходимости проверки состояния редукционного клапана или промывки его разрешается вывернуть корпус 20 из нижней секции без нарушения пломбы 1. Вытекающее из подшипников масло стекает в нижнюю часть картера. Из переднего и заднего сборников масло откачивается двумя откачивающими секциями масляного насоса и подается в масляный бак через радиатор или холодильник масла, где оно охлаждается. За насосом установлен приемник дистанционного термометра для замера температуры масла, выходящего из дизеля. В бак масло сливается через пеногаситель, освобождается от воздуха и газов и самотеком поступает к приемному штуцеру нагнетающей секции насоса. В корпус нагнетающей секции ввернут корпус обратных клапанов. 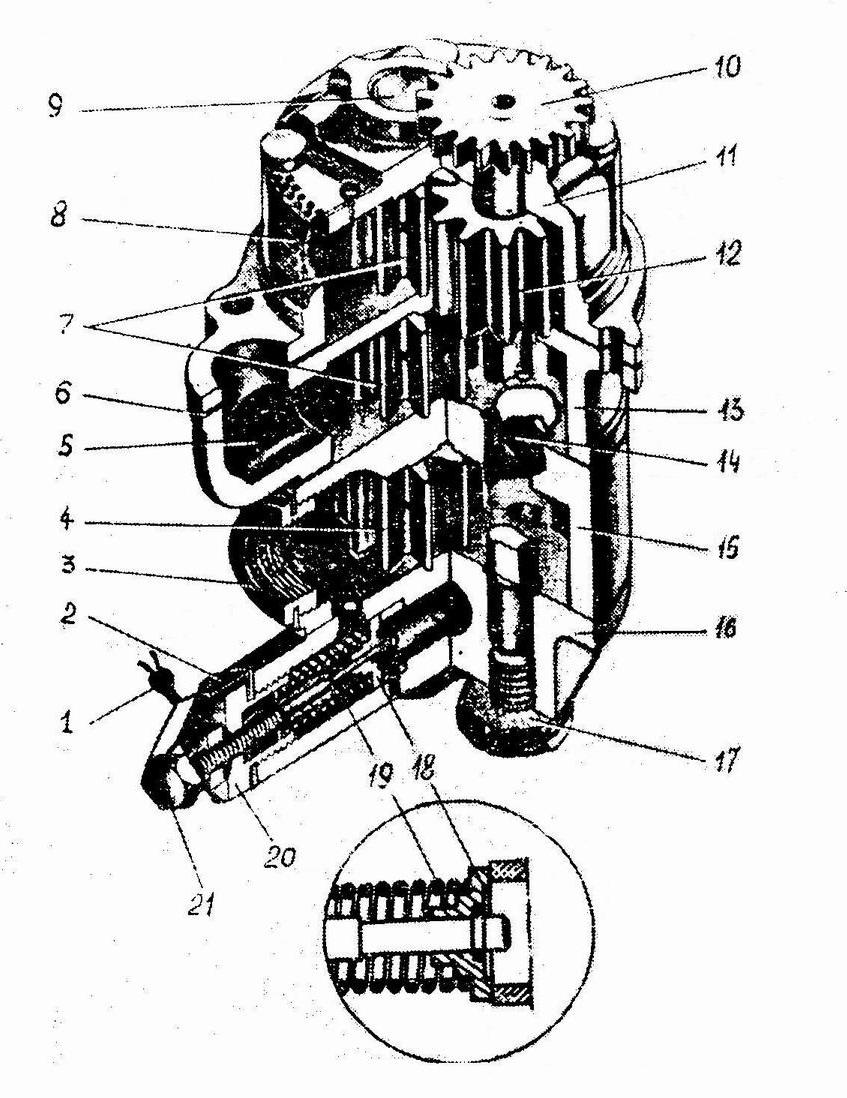 Рисунок 1.1 – Масляный насос 1 – пломба; 2 – пластинчатый замок редукционного клапана; 3 – стальная футорка; 4 – ведомая шестерня нагнетающей секции; 5 – всасывающее отверстие нижней откачивающей секции; 6 – прокладка; 7 – ведомые шестерни откачивающих секций; 8 – сетка; 9 – ось ведомых шестерен; 10 – ведущий валик шестерен; 11 – корпус верхней откачивающей секции; 12 – ведущая шестерня откачивающей секции; 13 - корпус нижней откачивающей секции; 14 – резьбовое отверстие; 15 – корпус нагнетающей секции; 16 – крышка; 17 – пробка; 18 – тарель редукционного клапана; 19 – пружина клапана; 20 – корпус клапана; 21 – стержень клапана. 1.2.2 Критический анализ технических требований, обоснование метода достижения точности по отдельным техническим требованиям Таблица 1.1 – Анализ технических требований
Технические требования 5 проанализированы с помощью теории размерных цепей. Расчет проводим по [1]. Таблица 1.2 – Звенья размерной цепи А 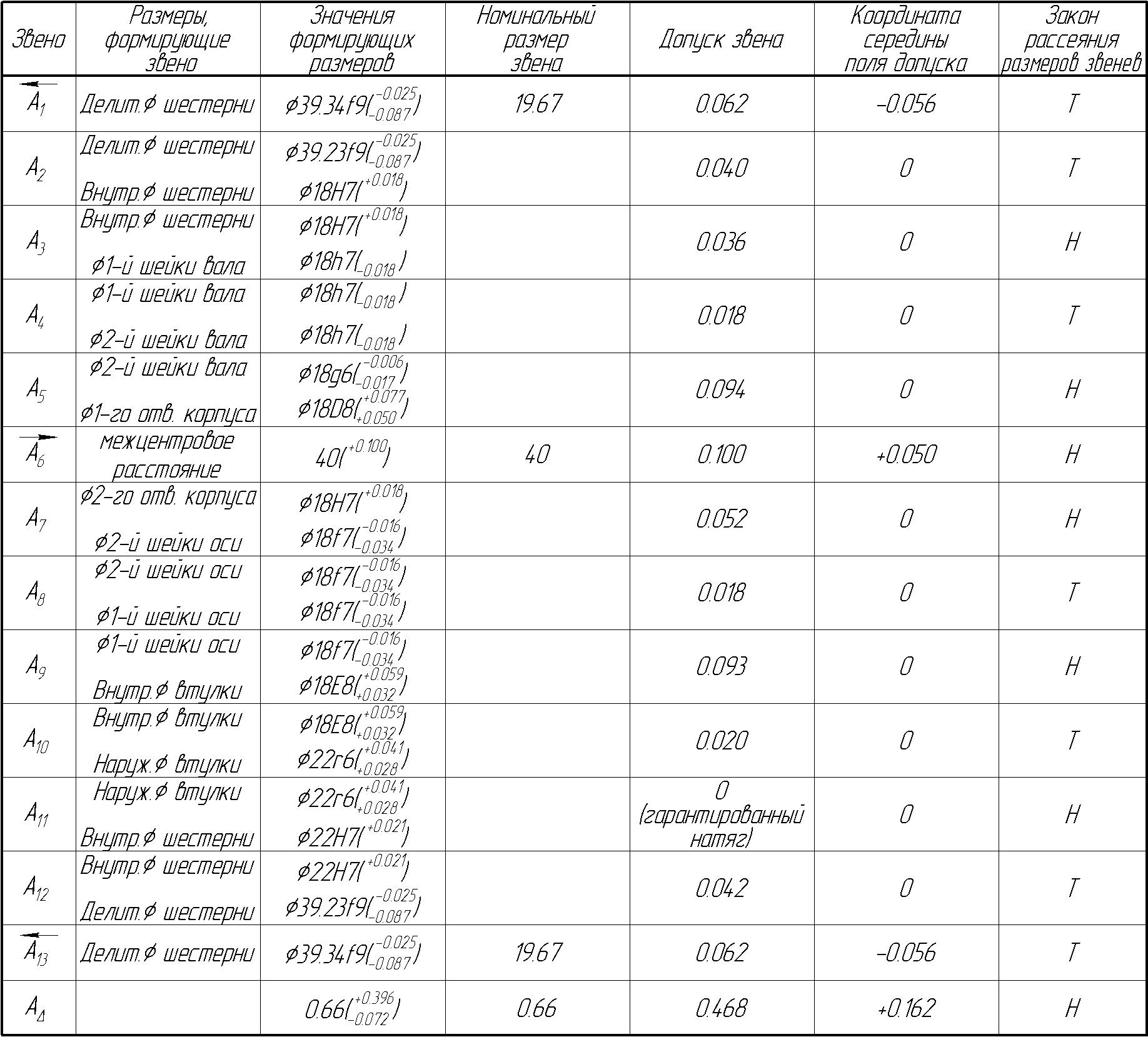 Описание звеньев размерной цепи А: А – монтажный зазор в зацеплении; А1 – делительный диаметр шестерни; А2 – смещение оси делительной поверхности шестерни относительно оси внутренней поверхности шестерни; А3 – смещение оси внутренней поверхности шестерни относительно оси первой шейки вала; А4 – смещение оси первой шейки вала относительно оси второй шейки вала; А5 – смещение оси второй шейки вала относительно оси первого отверстия корпуса; А6 – межцентровое расстояние; А7 – смещение оси второй шейки оси относительно оси второго отверстия корпуса; А8 – смещение оси второй шейки оси относительно оси первой шейки оси; А9 – смещение оси первой шейки оси относительно оси внутренней поверхности втулки; А10 – смещение оси внутренней поверхности втулки относительно оси наружной поверхности втулки; А11 – смещение оси наружной поверхности втулки относительно оси внутренней поверхности шестерни; А12 – смещение оси делительной поверхности шестерни относительно оси внутренней поверхности шестерни; А13 – делительный диаметр шестерни. Расчет размерной цепи. Метод полной взаимозаменяемости. Поле рассеяния размеров замыкающего звена:  , (1.2) , (1.2)где  - сумма допусков звеньев. - сумма допусков звеньев. Рассчитанная величина значительно превышает допускаемую Рассчитанная величина значительно превышает допускаемую  мм, следовательно, требуемая точность не может быть обеспечена методом полной взаимозаменяемости. мм, следовательно, требуемая точность не может быть обеспечена методом полной взаимозаменяемости.Метод не полной взаимозаменяемости. Коэффициент риска:  (1.3) (1.3) Следовательно, менее 0,01 % узлов выйдут за пределы поля допуска и потребуют доделки. Следовательно, менее 0,01 % узлов выйдут за пределы поля допуска и потребуют доделки.Номинальный размер замыкающего звена:  (1.4) (1.4)где  - сумма номинальных размеров увеличивающих звеньев; - сумма номинальных размеров увеличивающих звеньев; - сумма номинальных размеров уменьшающих звеньев. - сумма номинальных размеров уменьшающих звеньев. мм. мм.Координата середины поля допуска замыкающего звена:  , (1.5) , (1.5)где  - сумма координат середин полей допусков увеличивающих звеньев; - сумма координат середин полей допусков увеличивающих звеньев; - сумма координат середин полей допусков уменьшающих звеньев. - сумма координат середин полей допусков уменьшающих звеньев. мм. мм.Требуемая точность может быть обеспечена методом не полной взаимозаменяемости. Таблица 1.3 – Звенья размерной цепи Б  Описание звеньев размерной цепи Б: Б ∆ – боковой зазор шестерни; Б1 – ширина шестерни; Б2 – толщина прокладки; Б3 – глубина корпуса. Расчет размерной цепи. Метод полной взаимозаменяемости. Поле рассеяния размеров замыкающего звена:  , ,где  - сумма допусков звеньев. - сумма допусков звеньев. мм. мм.Номинальный размер замыкающего звена: ,где - сумма номинальных размеров увеличивающих звеньев; - сумма номинальных размеров уменьшающих звеньев. мм. мм.Координата середины поля допуска замыкающего звена:  , ,где  - сумма координат середин полей допусков увеличивающих звеньев; - сумма координат середин полей допусков увеличивающих звеньев; - сумма координат середин полей допусков уменьшающих звеньев. - сумма координат середин полей допусков уменьшающих звеньев. мм. мм.Условие  не соблюдается. Введем поправку в не соблюдается. Введем поправку в  , то есть заменим его на новое значение , то есть заменим его на новое значение  , исходя из следующего условия: , исходя из следующего условия:  мм. мм.Тогда  . .Следовательно, требуемая точность может быть обеспечена методом полной взаимозаменяемости. 1.2.3 Методы и схемы проверки технологических требований узла Методы проверки по каждому из технических требований узла представим в виде таблицы. Таблица 1.4 – Технические требования узла и методы их проверки
1.2.4 Анализ технологичности конструкции узла Под технологичностью понимают степень соответствия конструкции условиям ее изготовления при данной программе выпуска. К общим требованиям технологичности конструкции относятся следующие: Доступность мест сборки; Возможность разбивки узла на отдельные сборочные единицы и параллельной их сборки; Отсутствие разборки для выполнения операции контроля, комплектования, регулирования; Унификация крепежных элементов. Правила отработки конструкции на технологичность определены комплексом государственных нормативов и технических документов (ЕСТПП и ЕСТД). Основным фактором технологичности изделия является трудоёмкость изготовления и технологическая себестоимость. Масляный насос дизеля Д-6 имеет небольшую трудоёмкость изготовления. Все сборочные операции достаточно просты и не требуют дополнительных сборочных приспособлений. Но существуют при этом и недостатки: разборка и сборка корпуса, поступившего с механической обработки в сборе. При сборке применяют унифицированные крепёжные элементы. Технологическим элементом так же является возможность быстрой сборки и разборки узла и замены непригодных деталей. В условиях серийного производства данная сборочная единица является технологичной. Но очень важно, чтобы конструкция изделия, технологичная в сборке, полностью отвечала требованиям технологичности и применительно по всем другим процессам производства. 1.2.5 Технологическая схема сборки При изготовлении масляного насоса применяется непоточная подвижная сборка, характеризующаяся тем, что собираемый объект периодически перемещается от одного рабочего места на другое. Сборочные операции выполняют отдельные рабочие или бригады рабочих, специализирующиеся на определенных работах. Все рабочие места связаны с помощью транспортных устройств (рольгангов, рельсовых тележек и др.). Окончив выполнение всех переходов, составляющих операцию, рабочий перемещает собираемый объект к следующему рабочему месту. Для компенсации колебаний затрат времени на выполнение сборочных операций между смежными рабочими местами создаются межоперационные заделы собираемых объектов. Это позволяет сборщику, закончившему операцию раньше сборщика, работающего на предшествующей операции, продолжить работу за счет задела. Рабочие места оборудуют необходимыми верстаками, сборочным и контрольно-измерительным инструментом, стеллажами для сборочных единиц и деталей. Непоточную подвижную сборку применяют в серийном производстве. Технологическая схема сборки узла отражает структуру и последовательность комплектования изделия и его составных частей и является основной для проектирования процессов сборки. Технологическая схема сборки узла проектируется в следующей последовательности: 1. определяется базовая деталь узла; 2. выделяются сборочные единицы; 3. определяется порядок комплектования деталей и сборочных единиц. Схема сборки масляного насоса приведена на первом листе графической части. |