Конспект лекций по технологии машиностроения. 1. Технология изготовления валов 3 Способы получения заготовок валов 3
 Скачать 3.82 Mb. Скачать 3.82 Mb.
|

2.7. Контроль корпусных деталейНа рис. 2.9. представлена схема контроля соосности отверстий. Для уменьшения погрешности измерения, вызываемой зазорами между оправкой и отверстием детали, применяют втулки с очень малой конусностью, ступенчатые втулки, втулки с гидропластом. При большом расстоянии между стенками корпуса используют оптические методы контроля. 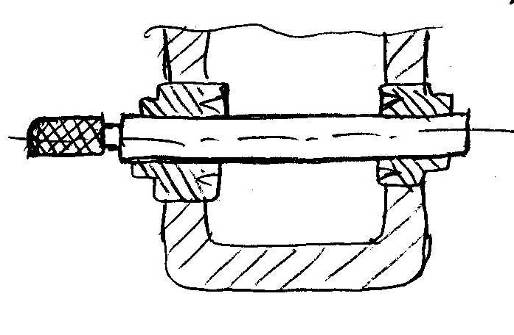 Рис. 2.9. – Схема контроля отверстия В настоящее время все большее применение находит контроль корпусов с применением координатно-измерительных машин (КИМ). 3. Изготовление зубчатых колесВ машиностроении и приборостроении производство зубчатых колес занимает особое место. Это объясняется сложностью их изготовления и в первую очередь сложностью формообразования зубьев. Поэтому технология зубообработки является в большинстве случаев решающим фактором, определяющим эксплуатационные характеристики передач. Зубчатые колеса представляют собой тела вращения, конструктивно оформленные в виде дисков со ступицей или без нее или в виде валов (рис. 3.1.). 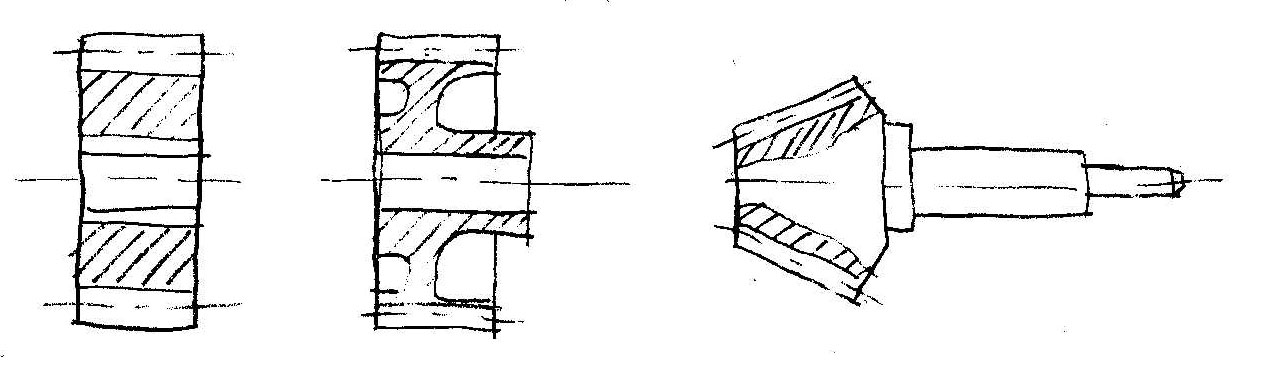 Рис. 3.1. – Зубчатые колеса В каждом конкретном случае ТП изготовления цилиндрических зубчатых колес определяется факторами: размерами, формой, материалом, объемом выпуска, точностью и т.д. Однако, независимо от этого ТП изготовления цилиндрических зубчатых колес состоит из: 1. Токарная обработка. При изготовлении незакаленных зубчатых колес на этом этапе производится обработка поверхностей вращения и плоскостей с размерами, указанными на чертеже. 2. Обработка зубьев. При изготовлении незакаленных зубчатых колес на этом этапе обеспечивается точность зубчатого венца, заданная на чертеже. 3. Термообработка. 4. Отделка баз. 5. Отделка боковых поверхностей зубьев. Методы токарной обработки поверхностей вращения были рассмотрены ранее. В этом разделе изложены вопросы по технологии формирования зубчатых венцов. 3.1. Методы обработки зубьев цилиндрических зубчатых колесБольшинство способов формообразования зубьев основаны на принципе воспроизведения при обработке зацепления двух колес, одно из которых является производящим. Вместо производящего колеса в станочном зацеплении часто используют производящую рейку. Форма исходного и исходного производящего контура определяет технологичность зубчатых колес и зуборезного инструмента. Наиболее просто изготовить зубчатое колесо, если исходный контур имеет трапецеидальную форму (рис. 3.2.). 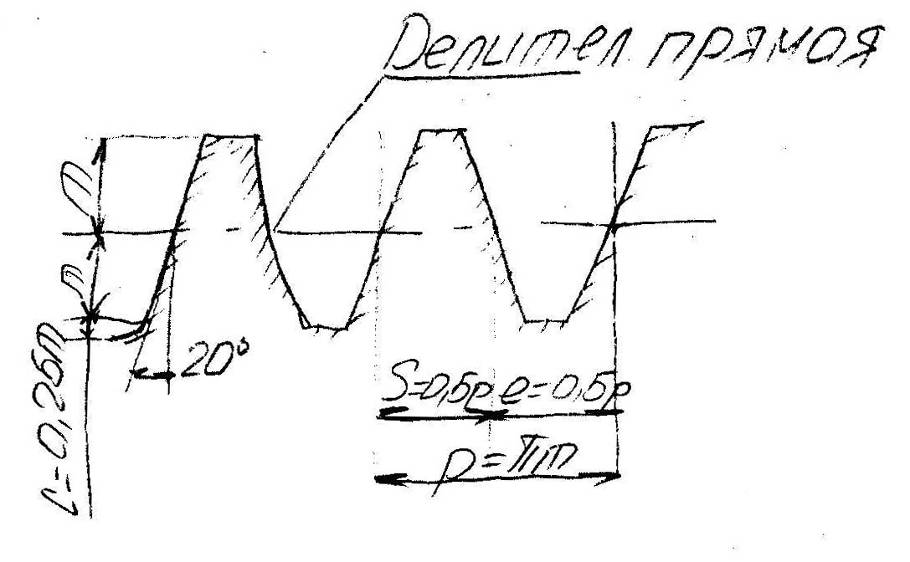 Рис. 3.2. – Исходный контур по ГОСТ 13755-81 Методы формообразования зубьев колес, в которых используется принцип воспроизведения зацепления, называется методом обката или огибания. В процессе вырезания впадины зубчатого колеса осуществляется качение без скольжения делительной окружности заготовки колеса по начальной прямой производящей рейки (рис. 3.3.). Значительно реже используются методы формообразования зубьев фасонными инструментами: дисковыми или пальцевыми модульными фрезами или шлифовальными кругами. Профиль этих инструментов (рис. 3.4.) соответствует профилю впадины зубчатого колеса. В процессе обработки заготовка неподвижна, обработка осуществляется по методу копирования с единичным делением. 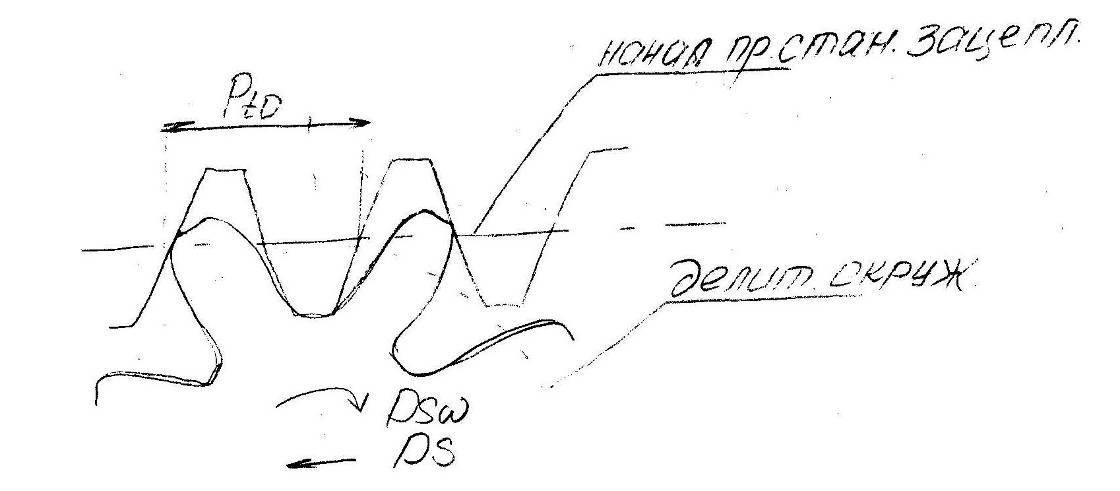 Рис. 3.3. – Схема станочного зацепления Рис. 3.4. – Схема обработки зубьев по методу копирования При обработке зубьев цилиндрических зубчатых колес по методу обката наибольшее распространение получили процессы червячного зубофрезерования и зубодолбления. Червячная фреза – червяк, снабженный режущими кромками. В процессе работы фреза зацепляется с нарезаемым колесом. Принципиальная схема зубофрезерного станка показана на рис. 3.5.  Рис. 3.5. – Схема зубофрезерного станка. 1 – Червячная фреза, 2 – Заготовка, 3 – Делительный червяк, 4 – Делительное колесо, 5 – Цепь деления. Цепь деления, связывающая вращение червячной фрезы 1 и заготовки 2, настраивается так, чтобы одному обороту фрезы соответствовала Зубодолбление основано на воспроизведении зацепления пары цилиндрических колес, одно из которых материализуется режущими кромками долбяка. Принципиальная схема зубодолбежного станка представлена на рис. 3.6. Цепь деления настраивается так, чтобы при повороте заготовки 1 на 1 зуб (на 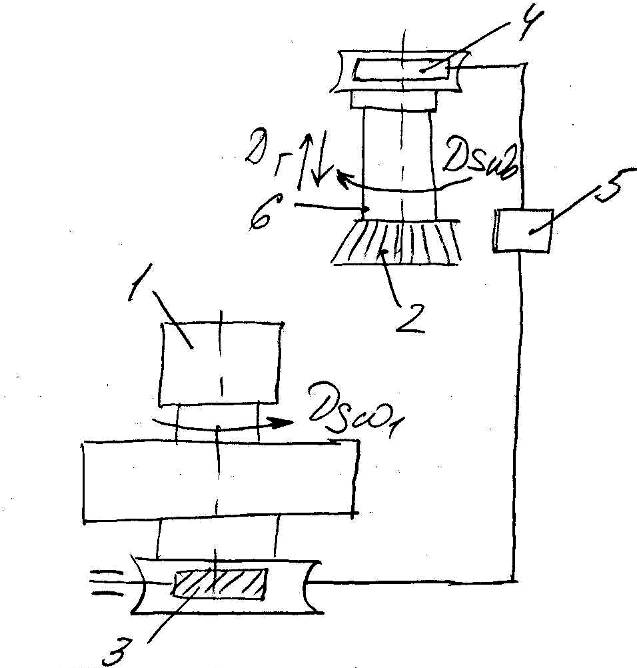 Рис. 3.6. – Принципиальная схема зубодолбежного станка 1 – Заготовка, 2 – Долбяк, 3 – Червячная делительная передача, 4 – Червячная передача привода инструмента, 5 – Цепь деления, 6 – Штоссель. Производительность процесса зубофрезерования и зубодолбления при обработке колес средних модулей (m=2,5…4) и при использовании стандартных инструментов примерно одинакова – 10-15 сек/зуб. Однако, процесс червячного зубофрезерования имеет более значительные резервы повышения производительности, чем зубодолбление. Вследствие этого процесс зубофрезерования полчил большее распространение. Зубодолбление применяют в основном для нарезания зубчатых реек, колес с закрытыми венцами (блоки шестерен), колес с внутренними зубьями и шевронных зубчатых колес. |