Конспект лекций по технологии машиностроения. 1. Технология изготовления валов 3 Способы получения заготовок валов 3
 Скачать 3.82 Mb. Скачать 3.82 Mb.
|

3.5. Базирование заготовок при нарезании зубьев и обработка поверхностей, являющихся базами.Для повышения точности детали при её изготовлении стремятся совместить конструкторские базы с технологическими, поэтому обычно установочной технологической базой при зубонарезании является наиболее развитая поверхность одного из торцов, а двойной опорной базой – поверхность центрального отверстия заготовки. Однако, когда необходимо обеспечить возможно более высокую жесткость установки заготовки, чтобы противостоять большим силам резания, принцип совмещения баз по отношению к торцовым поверхностям выполнить не всегда удается. Схема базирования, представленная на рисунке 3.13, иллюстрирует целесообразность отхода от конструкторской базы торца А. 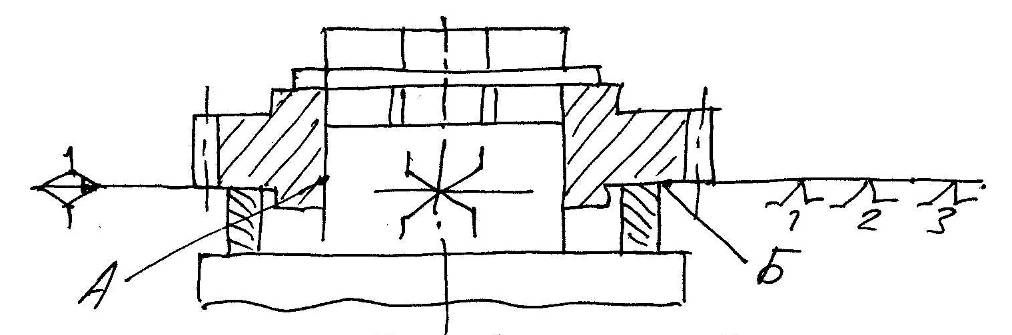 Рис. 3.13. – Схема базирования зубчатого колеса. Весьма важно обеспечить перпендикулярность базового торца Б и оси посадочного отверстия, а также строгую параллельность между базовым торцем при зубонарезании и конструкторским базовым торцем А. При обработке баз за один установ указанные требования обеспечиваются автоматически. Если же по каким-либо соображениям этого сделать нельзя, то следует предусмотреть чистовую обработку базового торца при возможно более точной установке заготовки по конструкторским базам. Основная задача базирования заготовки при нарезании зубьев – обеспечить минимальное биение оси базового отверстия заготовки относительно оси вращения стола станка. Следствием эксцентриситета оси отверстия относительно оси вращения стола является эксцентриситет зубчатого колеса, который проявляется в виде радиального биения зубчатого венца и накопленной погрешности шага. Результирующее биение оси базового отверстия заготовки относительно оси вращения стола станка является следствием биения базирующей поверхности приспособления – оправки и посадочного эксцентриситета заготовки на оправке. Для того, чтобы свести к минимуму результирующее биение, необходимы: тщательное изготовление и выверка оправок на станке, также применение самоцентрирующих оправок – цанговых, кулачковых и гидропластовых. В производстве с небольшим объемом выпуска установка заготовок колес производится с ручной выверкой радиального биения зубчатого венца и одного из торцев по индикатору. Иногда для повышения производительности применяют установку нескольких заготовок на оправку (установка «пакетом») (рис. 3.14). Однако, при изготовлении точных колес к такому способу установки прибегать нельзя, вследствие неизбежного искривления оправки при закреплении заготовок. 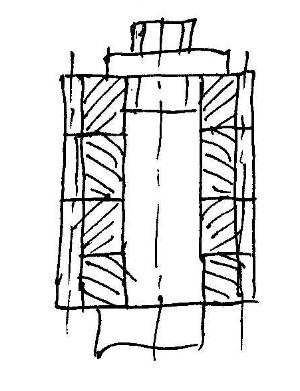 Рис. 3.14. – Схема установки заготовок «пакетом» 3.6. Отделка баз заготовок зубчатых колес после термической обработкиПри отделки поверхностей зубчатого колеса, являющихся базами, необходимо обеспечить:
Последнее особенно важно для колес, зубья которых не обрабатываются после термической обработки, но и для колес, подвергающихся после термической обработки зубошлифованию. Это дает возможность сократить припуск на шлифование боковых сторон зубьев. Отделка посадочных отверстий после термической обработки заготовок зубчатых колес обычно производят на внутришлифовальных станках, снабженных дополнительной откидной шлифовальной бабкой для обработки торца с одного установа с отверстием (рис. 3.15.). При этом базирование зубчатого венца осуществляют в самоцентрирующем патроне на ролике, установленном во впадине между зубьями. 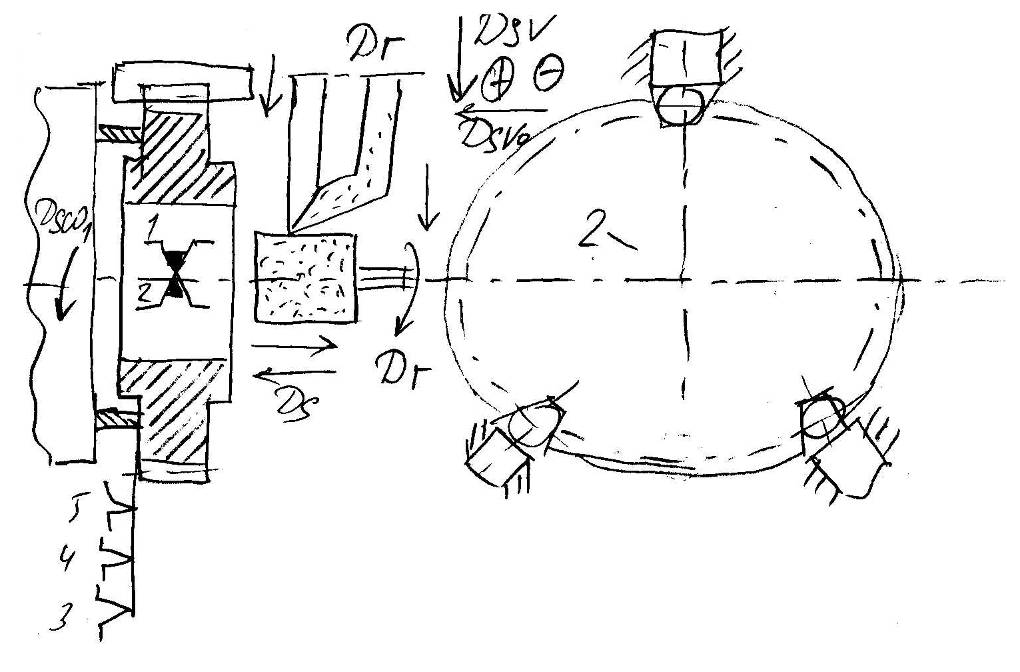 Рис. 3.15. – Схема базирования зубчатого колеса при шлифовании отверстия. Если отверстие и торец нельзя отшлифовать с одного установа, то приходится вводить операцию шлифования торца (торцев) на круглошлифовальном станке при базировании колеса по шлифуемому отверстию на оправке. Многовенцовые колеса и колеса, у которых ширина венца больше диаметра, устанавливаются в патронах, имеющих 2 независимых центрирующих устройства (рис. 3.16.). 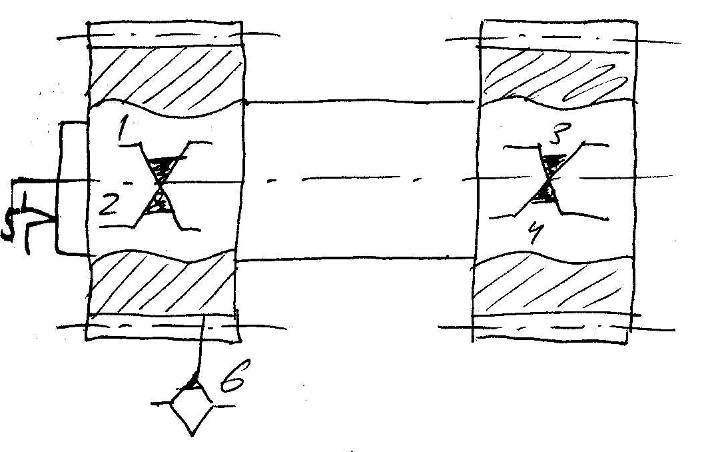 Рис. 3.16. – Схема базирования зубчатого колеса. Для установки косозубых колес применяют изогнутые или ступенчатые ролики или рейки с косыми зубьями. Шарики и ролики соединяют в один блок с помощью сепаратора. |