Тесты по ТКМ. 1) выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах)
 Скачать 2.1 Mb. Скачать 2.1 Mb.
|

|
Раздел 4. Сварочное производство 1. Сваркой называют: 1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок; 2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии; 3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение; 4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания; 5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов. 2. Холодной (механической) сваркой называют: 1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок; 2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии; 3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение; 4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания; 5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов. 3. Термомеханической сваркой называют: 1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок; 2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии; 3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение; 4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания; 5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов. 4. Контактной сваркой называют: 1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок; 2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии; 3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение; 4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания; 5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов. 5. Диффузионной сваркой называют: 1) способ получения неразъемных соединений местной пластической деформацией без предварительного нагрева заготовок; 2) способ получения неразъемных соединений, при котором осуществляется сближение свариваемых поверхностей до образования межатомных связей путем схватывания (адгезии) или путем диффузии; 3) способ получения неразъемных соединений с помощью нагрева свариваемых заготовок в месте контакта и пластической деформации контактируемых поверхностей, в ходе которой формируется сварное соединение; 4) образование неразъемного соединения заготовок или деталей машин путем их местного сплавления, совместного деформирования, сдавливания; 5) способ получения неразъемных соединений, основанный на взаимном проникновении вещества свариваемых заготовок, обусловленном тепловым движением ионов, атомов, молекул и различной концентрацией химических элементов.
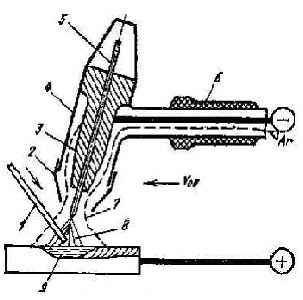
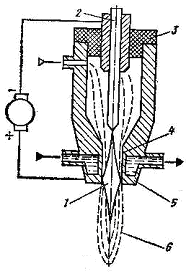
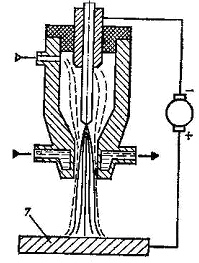
11. Предварительный подогрев заготовок применяют: 1) при сварке низкоуглеродистых сталей; 2) при сварке меди и ее сплавов, при сварке чугуна; 3) при сварке углеродистых сталей с содержанием углерода более 0,3%; 4) при сварке легированных сталей. 12. Какие источники тепловой энергии используются при плазменной сварке? 1) Электрическая сварочная дуга; 2) струя разогретого до высоких температур газа, пропускаемого через электрическую дугу; 3) теплота, образующаяся при прохождении электрического тока через расплавленную шлаковую ванну; 4) теплота, образующаяся при прохождении электрического тока через контакт свариваемых деталей.
14. При газовой сварке максимальная температура достигается: 1) в ядре газового пламени; 2) в факеле газового пламени; 3) в средней зоне газового пламени; 4) на краю газового пламени.
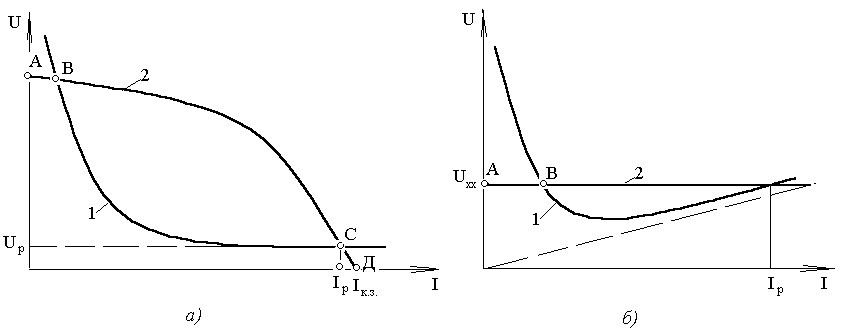
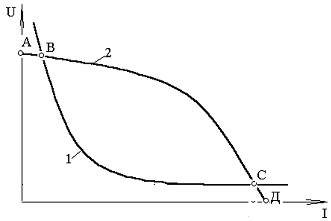
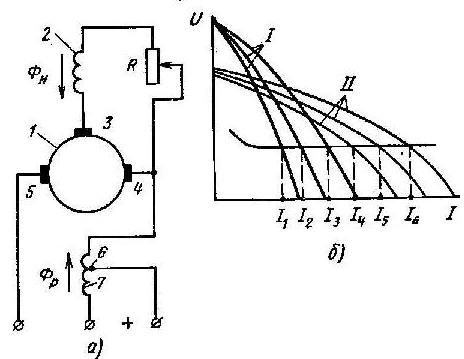
16. Максимальная температура газового ацетиленового пламени составляет: 1) около 3500 С; 2) около 3100 С; 3) около 2800 С; 4) около 2500 С; 5) 5000 – 6000 С. 17. При возникновении электрического разряда (при зажигании дуги) с ростом тока наблюдается: 1) стабилизация напряжения между электродами; 2) увеличение напряжения между электродами; 3) уменьшение напряжения между электродами; 4) крутопадающая характеристика.
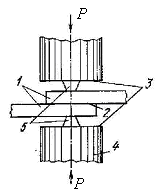
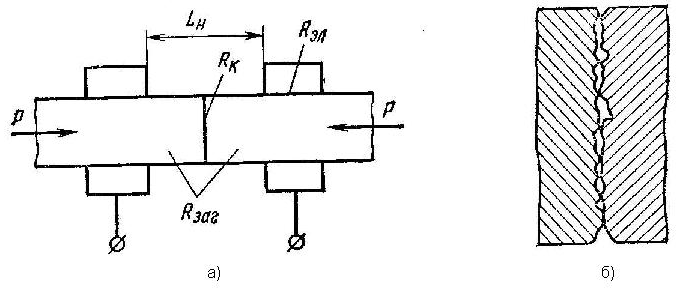
24. Разновидность контактной сварки, позволяющая получать прочное и плотное соединение листовых заготовок в виде сплошного герметичного шва – это: 1) контактная стыковая сварка; 2) контактная стыковая сварка оплавлением; 3) контактная стыковая сварка сопротивлением; 4) контактная точечная сварка; 5) шовная сварка.
1) контактная стыковая сварка; 2) контактная стыковая сварка оплавлением; 3) контактная стыковая сварка сопротивлением; 4) контактная точечная сварка; 5) шовная сварка.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||